Аннотация
An examination of disposable diaper manufacturing in 2026 reveals a process of immense technical sophistication, where the final product's quality is contingent upon the flawless execution of its multi-layer assembly. This analysis provides a comprehensive framework for producers, engineers, and investors, particularly in markets like South America, Russia, Southeast Asia, the Middle East, and South Africa, detailing the seven most consequential best practices. The discussion moves beyond mere production speed to explore the intricate interplay between materials science, advanced mechanical engineering, and digital control systems. It investigates the formation of the absorbent core, the strategic handling of delicate raw materials, advanced bonding technologies, and the integration of automated quality assurance. Central to the argument is the proposition that achieving excellence in diaper production necessitates a holistic approach, where each stage of the multi-layer diaper assembly is optimized not in isolation, but as an integrated part of a cohesive, intelligent manufacturing system. Success hinges on a deep understanding of how these practices synergistically contribute to product performance, operational efficiency, and ultimately, consumer trust.
Основные выводы
- Master the precise blending of fluff pulp and SAP to create a superior absorbent core.
- Utilize automated web tension and guidance systems to prevent material defects.
- Implement advanced ultrasonic bonding for stronger, softer, and more reliable diaper seams.
- Integrate high-speed vision systems for 100% real-time product quality inspection.
- Adopting multi-layer diaper assembly best practices is key to minimizing production waste.
- Leverage servo-driven controls for the precise application of elastics, ensuring a perfect fit.
- Choose modular machine designs to allow for future product upgrades and innovations.
Оглавление
- The Foundational Challenge: Understanding the Diaper's Architecture
- Practice 1: Precision in Absorbent Core Formation
- Practice 2: Strategic Material Handling and Tension Control
- Practice 3: Advanced Layer Bonding and Lamination Techniques
- Practice 4: Intelligent Application of Elastic Components
- Practice 5: Integrating Real-Time, Automated Quality Control
- Practice 6: Mastering the Final Forming and Folding Stages
- Practice 7: Adopting a Philosophy of Holistic System Integration
- Часто задаваемые вопросы (FAQ)
- Заключение
- Ссылки
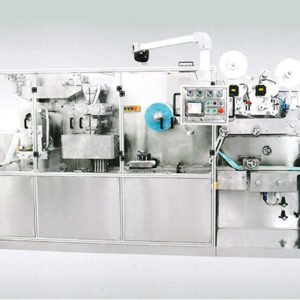
The Foundational Challenge: Understanding the Diaper's Architecture
Before we can explore the best practices for assembling a modern diaper, we must first develop a sense of appreciation for the product itself. It is not merely a disposable garment; it is a marvel of material engineering designed to perform a demanding set of functions. It must be exceptionally absorbent, yet remain dry to the touch. It must be soft and gentle against a baby’s sensitive skin, yet strong enough to withstand movement. It must fit snugly to prevent leaks, yet be breathable to maintain skin health. Achieving this balance requires a sophisticated multi-layer structure, where each component has a specific role to play. Think of it not as a simple product, but as a technical textile system.
Deconstructing the Modern Disposable Diaper
At its heart, a disposable diaper is composed of several distinct layers, each with a unique purpose, all working in concert. The failure of any single layer compromises the entire system.
- The Topsheet: This is the layer that comes into direct contact with the baby's skin. Its primary function is to be soft, comfortable, and to allow liquid to pass through it quickly into the layers below while remaining as dry as possible. For this reason, it is made from a hydrophilic (water-loving) nonwoven fabric.
- The Acquisition Distribution Layer (ADL): Situated directly beneath the topsheet, the ADL acts as a temporary reservoir and transport medium. It rapidly pulls liquid away from the topsheet and distributes it horizontally across the absorbent core. This prevents a single area of the core from becoming oversaturated too quickly, which could lead to leaks or a wet feeling against the skin.
- The Absorbent Core: This is the functional engine of the diaper. It is a composite material, typically a blend of fibrous fluff pulp and superabsorbent polymer (SAP) particles. The fluff pulp, made from cellulose, forms a porous matrix that wicks moisture, while the SAP particles absorb and lock away vast amounts of liquid, transforming into a stable gel.
- The Backsheet: This is the outermost layer of the diaper. Its purpose is to be waterproof, preventing any absorbed liquid from escaping. It is typically made from a polyethylene film or a cloth-like, nonwoven laminate that provides a soft outer feel while maintaining its barrier function.
Together, these layers form the chassis of the diaper, which is then augmented with features like elastic waistbands, standing leg cuffs, and fastening systems.
The Symphony of Materials
The performance of the final product is inextricably linked to the quality of its constituent materials. The multi-layer diaper assembly process is, in essence, a high-speed symphony of combining these materials with precision. Nonwoven fabrics, the primary textile component, come in various forms. Spunbond nonwovens provide strength and stability, while meltblown nonwovens offer fine fibers ideal for filtration and barrier properties. The backsheet film must be strong enough to resist tearing but thin enough to be flexible. The elastic strands, often made of Lycra or spandex, must possess specific properties of elongation and recovery force to create a secure yet comfortable seal. Even the adhesives used to bond these layers are highly specialized, engineered for specific bond strengths and application temperatures. A manufacturer must not only select the right materials but also ensure their machinery can handle them without causing damage or compromising their properties (Womeng Machines, 2025).
Why Multi-Layer Assembly is a High-Stakes Process
Imagine this complex orchestration happening at a speed of over 1,000 diapers per minute. A slight misalignment of one layer, a momentary lapse in adhesive application, or an inconsistent blend in the absorbent core can result in thousands of defective products in a matter of minutes. The consequences are significant. For the consumer, a poorly assembled diaper leads to leaks, which cause discomfort for the infant and stress for the caregiver. It can also lead to skin health issues like diaper rash. For the manufacturer, the stakes are equally high. Defective products lead to immense material waste, increased production costs, and, most damagingly, a loss of brand reputation. In competitive markets across South America, Southeast Asia, or the Middle East, consumer trust is paramount. Therefore, mastering the best practices of multi-layer diaper assembly is not an operational detail; it is a core strategic imperative.
Practice 1: Precision in Absorbent Core Formation
The absorbent core is the most critical functional component of a diaper. Its ability to acquire, distribute, and retain liquid defines the product's performance. Crafting a high-performance core is a process of scientific precision, blending fibrous material with a high-tech polymer in exact ratios and a uniform structure. Any deviation here directly impacts the diaper's absorbency, dryness, and structural integrity.
The Art and Science of Fluff Pulp Milling
The journey of the absorbent core begins with fluff pulp, which typically arrives at the factory in large, dense rolls. Before it can be used, it must be defibrated, or broken down into soft, individual fibers. This is accomplished in a device called a hammermill. Inside the mill, high-speed rotating hammers strike the pulp sheet, separating it into a fluffy, cotton-like mass. The quality of this milling process is foundational. If the fibers are too damaged or too short, the resulting core will have poor wicking capabilities, meaning it won't be able to transport liquid effectively. If the milling is inconsistent, the core will have dense clumps and weak spots. A best practice here involves continuous monitoring of the mill's performance, including hammer sharpness and airflow, to ensure the production of a consistent, high-quality fluff with optimal fiber length for liquid transport.
Calibrating the Superabsorbent Polymer (SAP) Matrix
Superabsorbent Polymer, or SAP, is the miracle ingredient of modern diapers. These tiny, granular particles are a type of cross-linked polymer, most commonly sodium polyacrylate. When exposed to an aqueous liquid, they can absorb and retain up to several hundred times their own weight, forming a stable gel. The global demand for these polymers is immense, with the market projected to reach over USD 14.6 billion by 2028 (Stratview Research, 2026).
Precision in the multi-layer diaper assembly process means not just adding SAP, but adding it with intelligence. The amount of SAP, its placement within the core, and its ratio to the fluff pulp are all critical variables. Too little SAP, and the diaper's total absorbent capacity is compromised. Too much SAP, or SAP that is poorly distributed, can lead to a phenomenon known as "gel-blocking." This occurs when the outer layer of SAP particles swells so rapidly that it forms an impermeable barrier, preventing liquid from reaching the rest of the core. The best practice is to use a precision dosing system, often gravimetric, that can accurately meter the SAP and blend it into the fluff stream. Advanced techniques involve "zoned" SAP application, placing a higher concentration of SAP in the target wetting zone of the diaper for maximum efficiency.
Achieving Homogeneity: The Pulp-SAP Blending Process
Once the fluff pulp is milled and the SAP is metered, the two must be blended together to form the absorbent pad. The uniformity of this blend is paramount for preventing the gel-blocking mentioned earlier and ensuring the entire core contributes to absorption. There are two primary technologies for this: drum forming and air-laid forming.
- Drum Forming: In this classic method, a rotating, screen-covered drum is subjected to a vacuum. The stream of mixed fluff and SAP is drawn onto the surface of the drum, which has recessed pockets in the shape of the desired core. The vacuum pulls the fibers and particles into the pocket, forming the pad.
- Air-Laid Forming: This more modern technique involves suspending the fluff and SAP mixture in a carefully controlled airstream within a forming chamber. The mixture then settles onto a moving screen or tissue layer below, building up the absorbent core layer by layer. This method generally allows for better control over the core's density and uniformity, and it is particularly well-suited for producing the ultra-thin cores popular in today's premium diapers.
Achieving a homogenous blend requires precise control over airflows, vacuum pressures, and the blending chamber's geometry. The goal is to create a core where every square centimeter has a consistent ratio of pulp to SAP, ensuring reliable performance with every diaper.
| Характеристика | Drum Forming Technology | Air-Laid Technology |
|---|---|---|
| Core Uniformity | Good, but can be prone to density variations at high speeds. | Excellent, allows for very precise density profiles. |
| Production Speed | Very high, well-established for high-volume production. | High, with speeds continually improving. |
| Flexibility for Thin Cores | Limited; difficult to form very thin, stable cores. | Ideal; excels at creating ultra-thin, high-SAP cores. |
| Capital Cost | Generally lower initial investment. | Higher initial investment due to more complex airflow systems. |
| Material Waste | Higher potential for trim waste. | More efficient material usage with less trim. |
Practice 2: Strategic Material Handling and Tension Control
A diaper production line is a continuous web-handling process. Rolls of nonwovens, films, and elastics, some several kilometers long, are fed into the machine at high speeds. The multi-layer diaper assembly best practices in this domain focus on ensuring these materials travel through the machine without stretching, wrinkling, or misaligning. Think of it as guiding a delicate ribbon through a complex maze at hundreds of meters per minute; any slight error is magnified instantly.
The Unseen Force: The Role of Web Tension
Web tension is the amount of pull or stretch exerted on a material as it moves through the machine. Every material, from the strong backsheet film to the delicate topsheet nonwoven, requires a specific, constant level of tension to run properly. If the tension is too low, the material can sag or wrinkle, leading to poor lamination and folding defects. If the tension is too high, the material can stretch or even break. Stretched material can cause the final product to deform or curl once the tension is released.
The best practice is to move beyond simple manual tension controls and implement a closed-loop automated tension control system. This system uses load cells or "dancer" rollers to continuously measure the actual web tension. This measurement is sent to the machine's central controller (PLC), which then adjusts the speed of the unwind motors or braking systems to maintain the tension at a precise, pre-set level. This dynamic adjustment ensures consistency, even as the diameter of the material roll changes.
Automated Splicing for Uninterrupted Production
A diaper machine consumes raw materials at an astonishing rate. A single roll of nonwoven fabric might only last for a short period. Stopping the entire production line to change a roll is a major source of inefficiency and waste. The solution is an automated splicer. An automatic splicer holds two rolls of material: the active roll and a new, standby roll. As the active roll is about to run out, the system prepares the leading edge of the new roll. At the precise moment, it performs a "splice"—joining the end of the old roll to the beginning of the new one.
There are two main types:
- Zero-Speed Splicers: These systems use a short accumulator or "festoon" of material that can be paid out while the main rolls are momentarily stopped for the splice to be made with adhesive tape.
- Flying Splicers: These more advanced systems perform the splice while the web is still moving at full production speed, using a high-speed cutting and taping mechanism.
Implementing reliable, high-speed automatic splicers is fundamental for achieving high Overall Equipment Effectiveness (OEE). It transforms the process from a series of stop-and-start events into a truly continuous flow, maximizing uptime and minimizing waste associated with machine restarts.
Guiding Systems: The Guardians of Alignment
With multiple layers of material being brought together, their lateral (side-to-side) alignment is critical. Even a millimeter of drift in one layer can result in an off-center absorbent core, an exposed adhesive line, or a poorly sealed leg cuff. Web guiding systems are the automated guardians that prevent this.
A typical system consists of a sensor and an actuator. The sensor, which can be optical (detecting the edge of the material) or ultrasonic (effective for more porous nonwovens), constantly monitors the web's lateral position. If it detects any deviation from the desired path, it sends a signal to an actuator. The actuator, often a pivoting frame called a "steering guide," makes micro-adjustments to the path of the web, correcting its position in real-time. Sophisticated Машины для производства подгузников will have multiple guiding systems placed at critical points along the line—after each unwind, before the core placement unit, and prior to the final lamination stage—to ensure perfect alignment throughout the entire multi-layer diaper assembly process.
Practice 3: Advanced Layer Bonding and Lamination Techniques
Once the individual layers are formed and aligned, they must be securely bonded together to create a single, cohesive product. This lamination process must create bonds that are strong enough to withstand the stresses of use but soft and flexible enough not to compromise the diaper's comfort. Historically, this was done almost exclusively with hot-melt adhesives. Today, advanced techniques offer superior results.
Beyond Adhesives: The Rise of Ultrasonic Bonding
Ultrasonic bonding is a revolutionary technology in hygiene product manufacturing. It uses no glue, no solvents, and no external heat. Instead, it uses high-frequency mechanical vibrations (typically 20-40 kHz). A component called a sonotrode, or horn, vibrates against the material, which is supported by a patterned anvil roll. The rapid vibration creates intense, localized friction between the material layers, causing the thermoplastic fibers (like polypropylene in nonwovens) to melt and fuse together at the molecular level.
The advantages are numerous:
- Strength and Softness: Ultrasonic bonds are exceptionally strong yet create a soft, textile-like feel without the stiffness that can come from adhesives.
- Breathability: Since no adhesive film is applied, the bonded areas can remain breathable, which is beneficial for skin health.
- Material Savings: It eliminates the cost and complexity of purchasing, storing, and applying hot-melt adhesives for certain applications.
- Cleanliness: The process is clean, with no risk of adhesive stringing or contamination.
This technique is a best practice for applications like bonding the layers of the standing leg cuff, attaching the topsheet to the ADL, or creating embossed patterns that help with liquid distribution.
The Nuances of Hot-Melt Adhesives
While ultrasonics are transformative, hot-melt adhesives remain indispensable for many parts of the multi-layer diaper assembly. Their role, however, has become more specialized. A modern diaper uses several different types of adhesives, each chosen for a specific task.
- Construction Adhesives: These are used for laminating the main layers, such as bonding the absorbent core to the backsheet. They need good shear strength but also flexibility. The best practice here is to use high-efficiency spray or spiral-pattern application systems. These techniques provide excellent coverage and bond strength while using a minimal amount of adhesive, which maintains the softness and reduces costs.
- Elastication Adhesives: These are highly specialized adhesives used to attach the elastic strands for the leg cuffs and waistband. They must be incredibly flexible and have a high "creep resistance"—the ability to hold a stretched elastic in place without letting it slowly slip over time.
Precision is key. The temperature of the adhesive must be controlled within a very narrow window to ensure optimal viscosity. The application nozzles must be clean and precisely calibrated to apply the exact amount of glue in the exact right place. Over-application can lead to stiff spots or bleed-through, while under-application results in delamination and product failure.
Lamination Under Pressure: Ensuring Inter-Layer Integrity
After the adhesive is applied or during the ultrasonic bonding process, the layers must be brought together under pressure to ensure a complete and permanent bond. This is typically done by passing the composite web through a nip point between two calendar rolls. The pressure exerted by these rolls is a critical process parameter. Too little pressure, and the bond will be weak and incomplete. Too much pressure can damage or excessively compress the materials, particularly the fluffy absorbent core, reducing its ability to acquire liquid quickly. The best practice is to use pneumatic or hydraulic pressure control on the calendar rolls, allowing for precise and repeatable nip pressure settings that are optimized for the specific combination of materials being run.
Practice 4: Intelligent Application of Elastic Components
A diaper's ability to contain liquid is just as dependent on its fit as it is on its absorbent core. A poor fit leads to gaps at the legs or waist, creating easy pathways for leaks. The elastic components—the leg cuffs and waistband—are responsible for creating a snug, flexible seal against the body. Applying these elastics effectively at high speed is a significant engineering challenge.
Engineering the Perfect Fit: Waistbands and Leg Cuffs
The standing leg cuffs are a diaper's primary line of defense against leaks. They are small, elasticated walls of hydrophobic (water-repellent) nonwoven material that stand up against the baby's leg to form a gasket. The main chassis elastics, embedded within the outer leg area of the diaper, provide the gentle gathering that pulls the cuff into place. The waistband elastic ensures a snug fit around the baby's back, preventing "blowouts" and adapting to the baby's movements.
The challenge lies in applying the elastic strands. The strands are fed into the machine under tension—they are stretched. They are then bonded to the nonwoven web while in this stretched state. When the tension is released after the diaper is cut, the elastic contracts, gathering the material to create the desired shirring effect. The amount of stretch applied to the elastic directly determines the gathering force and fit of the final product.
Servo-Driven Elastic Control
In older machines, the amount of stretch was often controlled by complex mechanical gearings or simple clutch-brake systems. These systems were difficult to adjust and could not vary the tension dynamically. The definitive best practice in 2026 is the use of independent servo motors to control the elastic unwind.
A servo motor is a highly precise motor that can control position, speed, and torque with incredible accuracy. By using a dedicated servo motor for each group of elastic strands, the machine's control system can:
- Maintain Constant Tension: The servo can precisely control the unwind speed to apply a consistent amount of stretch (elongation) to the elastic, regardless of variations in the material or the speed of the line.
- Create "Zoned" Elastics: This is a key innovation. The servo can be programmed to rapidly change the elastic tension during the application process. This allows for creating zones of higher tension (for a secure seal) and zones of lower tension (for comfort) within the same elasticated area. It can also completely "cut-out" the tension in specific areas, for example, in the zone where the fastening tapes will be applied. This level of dynamic control, detailed as a primary feature of modern machines (diapermachines.com, 2024), is impossible with mechanical systems and is crucial for creating high-performance, comfortable diapers.
The Standing Leg Cuff: A Three-Dimensional Barrier
The creation of the standing leg cuff is an excellent example of multi-layer diaper assembly in miniature. The process involves several steps happening in quick succession. First, a narrow strip of hydrophobic nonwoven material is fed into the machine. Several strands of stretched elastic are then bonded to one side of it. The nonwoven is then folded over onto itself (C-folded or Z-folded) to encase the elastics. This entire composite strip is then bonded, often using the ultrasonic techniques described earlier, onto the main topsheet of the diaper. The precise placement and secure bonding of this component are absolutely vital. A poorly attached cuff will not "stand up" properly and will fail to provide a barrier against leaks.
Practice 5: Integrating Real-Time, Automated Quality Control
Even with the most precise mechanical systems, the high speeds and natural variability of raw materials mean that defects can still occur. The only way to guarantee the quality of every single diaper that leaves the factory is to inspect every single diaper. Relying on manual, periodic spot-checks is a practice of the past. The modern best practice is 100% in-line, automated quality control.
The All-Seeing Eye: High-Speed Vision Systems
The cornerstone of modern quality control is the high-speed vision system. These systems use one or more digital cameras coupled with powerful image processing software to capture and analyze an image of every diaper as it passes by on the production line. This happens in a fraction of a second. The system compares the captured image to a "golden template" of a perfect product and can detect a vast range of potential defects:
- Positional Defects: Is the absorbent core centered? Are the fastening tapes in the correct position? Is the standing leg cuff properly placed?
- Material Defects: Are there any holes, tears, or stains on the topsheet or backsheet?
- Component Presence: Is a fastening tape missing? Is the ADL present?
- Contamination: Is there a foreign object, like a grease spot or an insect, on the product?
Any diaper that deviates from the pre-set tolerances is flagged as defective.
Beyond the Visual: Sensor-Based Verification
While vision systems are powerful, they cannot see everything. Other types of sensors are integrated into the line to verify non-visual parameters.
- Metal Detectors: Placed near the end of the line, these systems ensure no small metal contaminants (e.g., from a broken blade or needle) are present in the final product.
- Splice Detectors: These sensors are programmed to identify the splice made by the automatic splicers. Since the area of the splice is thicker and may not be perfect, these diapers are often flagged for automatic rejection.
- Adhesive Verification Systems: Specialized UV sensors can detect the presence and placement of adhesives that have been formulated with a UV-fluorescent additive. This verifies that the adhesive was applied correctly, even if it is invisible to a standard camera.
- SAP Dosage Verification: Some advanced lines may incorporate microwave or low-power X-ray systems to verify the total amount and distribution of SAP within the core, ensuring consistent absorbency.
The "Reject and Correct" Loop
Detecting a defect is only half the battle. The system must then remove the defective product from the line. This is typically done with a high-speed air jet that precisely blows the flagged diaper into a reject bin without disturbing the adjacent products.
However, the most advanced systems go a step further. They don't just reject; they provide data for correction. The quality control system is integrated with the machine's central PLC. If the system starts detecting a recurring defect—for example, the absorbent core is consistently drifting to the left—it can provide feedback to the operator or even automatically trigger a micro-adjustment in the relevant web guiding system. This data-driven, closed-loop approach is a core principle of Industry 4.0 and is a best practice for moving from simple defect detection to true process optimization. This integration is a key selling point for high-end, customizable diaper manufacturing equipment.
| Defect Type | Common Potential Cause | Best Practice Solution / Prevention |
|---|---|---|
| Absorbent Core Clumping | Inconsistent fluff milling or poor pulp/SAP blend in the forming chamber. | Optimize hammermill settings; use air-laid forming for better homogeneity; monitor airflow and vacuum pressures. |
| Leg Cuff Delamination | Insufficient adhesive application or incorrect ultrasonic bonding parameters (power, pressure). | Calibrate adhesive nozzles; regularly inspect and clean nozzles; verify ultrasonic horn/anvil for wear; optimize bonding parameters. |
| Inconsistent Elastic Tension | Mechanical drag on elastics; fluctuating unwind tension; incorrect servo parameters. | Implement closed-loop servo control for elastic unwind; ensure a clear, low-friction path for all elastic strands. |
| Backsheet Tears or Holes | Excessive web tension; sharp edges on rollers or guides; foreign debris on the line. | Use automated tension control; regularly inspect all web-contacting surfaces for nicks or damage; maintain line cleanliness. |
Practice 6: Mastering the Final Forming and Folding Stages
After the complex process of laminating the layers and applying the components, the continuous web of diaper material must be transformed into individual, neatly folded products ready for packaging. These final mechanical steps are a ballet of high-speed, precision motion. Errors here can undo all the good work that came before.
The Precision of the Cutting Unit
The continuous web is cut into individual diapers by a rotary die cutter. This unit consists of a hardened steel anvil roll and a cutting roll that holds precisely shaped blades. As the web passes between them, the blades cut the final contoured shape of the diaper, including the leg curves. The precision required here is immense. The blades must be exceptionally sharp to produce a clean cut without fraying the nonwoven fibers. A dull blade can create a "fuzzy" edge that is aesthetically unappealing and can feel rough against the skin.
The timing, or "phasing," of the cutting roll relative to the moving web is also critical. It must be perfectly synchronized so that the cut happens in the exact same place on every product, ensuring features like the absorbent core and fastening tapes are correctly positioned on the final, cut diaper. Modern machines use servo motors to control this phasing, allowing for micro-adjustments to be made on the fly to maintain perfect registration.
The Mechanical Ballet of Tri-Folding
Once cut, the individual diaper is still flat. It must be folded into the compact shape consumers are familiar with. The most common method is a tri-fold. This process is a marvel of mechanical engineering. As the flat diaper travels along a conveyor, a series of rotating tucker blades or high-speed revolving paddles quickly and precisely fold the front third and back third of the diaper over its middle. This must happen without wrinkling the product or misaligning the edges, all within a few milliseconds. The design and timing of these folding mechanisms are proprietary to each machine manufacturer and are a key determinant of the machine's maximum stable production speed.
Stacking and Compression: Preparing for Packaging
After folding, the diapers are delivered to a stacker unit. The function of the stacker is to count the diapers, orient them, and collect them into a neat stack of a predetermined quantity (e.g., 25 diapers). Once the stack is complete, it is pushed into a compression chamber. The compression serves two purposes: it squeezes out excess air to create a more compact package, and it helps to "set" the folds of the diaper. The amount of compression is another critical parameter—too little, and the package will be loose; too much, and the fluffy structure of the diaper, particularly the absorbent core, can be permanently damaged. The completed stack is then automatically transferred to the infeed of a diaper packaging machine, which places it in a plastic bag and seals it, completing the production journey.
Practice 7: Adopting a Philosophy of Holistic System Integration
The preceding six practices focus on specific stages of the assembly process. The final, and perhaps most important, best practice is to view them not as separate tasks, but as interconnected parts of a single, integrated system. The performance of a modern diaper production line is governed by its ability to orchestrate all these complex actions in perfect harmony.
The Brain of the Operation: The Centralized PLC
The conductor of this high-speed orchestra is the Programmable Logic Controller, or PLC. The PLC is a ruggedized industrial computer that serves as the brain of the entire machine. It is connected to every motor, sensor, valve, heater, and actuator on the line. The PLC executes a complex program that dictates the precise timing and sequence of every action. It tells the servo motor on the elastic unwind exactly how to profile its speed; it tells the adhesive applicator exactly when to turn on and off; it interprets the signal from the vision system and fires the reject air jet. The stability, speed, and reliability of the entire multi-layer diaper assembly process depend on the power of the PLC and the sophistication of its programming (diapermachines.com, 2024).
Data-Driven Optimization and Predictive Maintenance
In 2026, a production machine is also a data generation machine. Every sensor, every motor drive, every temperature controller is a source of valuable data. A best practice is to capture, log, and analyze this data. By tracking metrics like machine speed, stop times, reject rates, and material consumption, managers can calculate the Overall Equipment Effectiveness (OEE) and identify key areas for improvement.
Furthermore, this data enables a shift from reactive to predictive maintenance. By analyzing trends in motor current, bearing temperatures, or vibration signatures, the system can predict when a component is likely to fail before it actually breaks. This allows maintenance to be scheduled during planned downtime, dramatically reducing costly unplanned stops and extending the life of the machine. This philosophy of using data for continuous improvement is a hallmark of leading manufacturers.
The Human-Machine Interface (HMI) as a Tool for Empowerment
The primary point of interaction between the operator and this complex system is the Human-Machine Interface (HMI), typically a large, industrial-grade touchscreen. A well-designed HMI is more than just a panel of start/stop buttons. It is a window into the process. It should provide a clear, graphical representation of the entire line, displaying real-time information such as machine speed, tension values, temperatures, and production counts.
A best-in-class HMI empowers the operator. It provides detailed alarm diagnostics that not only state what the problem is but suggest potential causes and solutions. It allows for the easy adjustment of key parameters and the storage of "recipes" for different product types. It can even include on-board documentation and training materials. Investing in a machine with a clear, intuitive, and powerful HMI is a direct investment in the skill and effectiveness of the operating team, ensuring that the sophisticated capabilities of the machine are fully utilized. The combination of a powerful PLC, comprehensive data logging, and an intuitive HMI transforms a collection of mechanical parts into a truly intelligent and optimized production system.
Часто задаваемые вопросы (FAQ)
What is the most common point of failure in multi-layer diaper assembly?
While failures can occur anywhere, issues related to material handling and bonding are very common. Inconsistent web tension can cause wrinkles and tears, leading to major stoppages. Improper adhesive application or temperature control is a frequent cause of delamination, resulting in products that fall apart. This is why automated tension control and meticulous maintenance of adhesive systems are critical best practices.
How does the choice of raw materials affect the assembly process?
The raw materials have a profound impact. For example, a thinner, more delicate nonwoven will require lower web tension and more careful handling than a stronger one. Different types of SAP may require different settings on the dosing and blending system. A key best practice is to work closely with material suppliers and to characterize all incoming materials to ensure the machine's "recipe" is perfectly tuned for the specific materials being used.
Can a single diaper machine produce different sizes of diapers?
Yes, modern diaper machines are designed with versatility in mind. Changing sizes (e.g., from Newborn to Junior) typically involves changing out certain format-dependent parts, such as the rotary cutter die, the core-forming pocket, and the folding paddles. On advanced, servo-driven machines, many of the remaining adjustments (like tape position and elastic cut-off points) can be made automatically by loading a new recipe from the HMI. The ease and speed of this changeover process is a major factor in a machine's overall efficiency.
What is the primary role of servo motors in a 2026 diaper machine?
Servo motors are the foundation of modern high-performance diaper machines. They replace older, less flexible mechanical systems like line shafts and gearboxes. Their primary role is to provide highly precise, independent, and dynamically adjustable control over virtually every moving part. This includes driving the main pull-roll groups, controlling elastic tension, phasing the cutting unit, positioning the absorbent core, and applying fastening tapes. This precision allows for higher speeds, better quality, faster changeovers, and the creation of more complex, high-performance products.
How much does a full-servo diaper production line cost in 2026?
The price of a diaper manufacturing machine varies dramatically based on several factors, including production speed, level of automation, and the complexity of the diaper it produces (diapermachines.com, 2025). A smaller, semi-automatic machine might be in the low-to-mid six-figure USD range. A high-speed, full-servo-driven line with advanced features like ultrasonic bonding, vision inspection, and automated packaging can easily cost several million USD. It is crucial for investors to evaluate the Total Cost of Ownership (TCO), which includes not just the purchase price but also installation, training, spare parts, and long-term operational efficiency.
What is the real difference between an air-laid core and a drum-formed core?
The main difference lies in the uniformity and thickness capability. Drum forming is a robust, high-speed method but can struggle to create very thin cores with high concentrations of SAP without density variations. Air-laid technology suspends the pulp and SAP in an air stream, allowing them to settle more gently and uniformly. This gives the producer exceptional control over the core's density profile and is the preferred method for producing the popular ultra-thin, highly absorbent diaper cores.
Заключение
The journey from a roll of nonwoven fabric to a perfectly folded, high-performance disposable diaper is a testament to the power of integrated engineering. As we have seen, achieving excellence in 2026 is not about perfecting one single step, but about mastering the symphony of all seven best practices. It requires precision in the formation of the absorbent core, the very heart of the product. It demands strategic, automated control over the delicate flow of materials. It calls for the adoption of advanced bonding techniques that enhance both strength and comfort. It relies on the intelligent, servo-driven application of elastics to create the perfect fit. This mechanical precision must be overseen by the vigilant eye of automated quality control systems, ensuring that only flawless products proceed. The process culminates in a high-speed mechanical ballet of cutting and folding, preparing the product for its final journey.
Ultimately, all these technological practices are unified by a philosophy of holistic system integration, where a central intelligence orchestrates every action, and data is used not just to monitor, but to optimize and predict. For manufacturers in the dynamic markets of South America, Russia, Southeast Asia, the Middle East, and South Africa, embracing these multi-layer diaper assembly best practices is the definitive path toward producing a product that is not only cost-effective and efficient to make, but one that earns the most valuable asset of all: the trust and confidence of the caregivers who rely on it every day. The final product is more than an assembly of layers; it is a promise of comfort, security, and peace of mind.
Ссылки
Diaper Machines. (2024, June 5). Main features of diaper making machines. https://www.diapermachines.com/2024/06/05/main-features-of-diaper-making-machines/
Diaper Machines. (2025, August 21). Your 2025 guide to diaper manufacturing machine price: 7 factors to know.
Gohil, P. (2023). An overview of nonwovens. In Advanced Nonwoven Materials. IntechOpen.
Stratview Research. (2026, February 4). Super Absorbent Polymers (SAP) market to reach USD 14.61 billion by 2028, says Stratview Research. openPR. https://www.openpr.com/news/4376516/super-absorbent-polymers-sap-market-to-reach-usd-14-61-billion
Womeng Machines. (2025, April 14). Detailed explanation of diaper production process. https://www.womengmachines.com/detailed-explanation-of-diaper-production-process/
Womeng Machines. (2025, December 3). A step-by-step guide: How do diaper machines work in factories? 5 key stages explained. https://www.womengmachines.com/a-step-by-step-guide-how-do-diaper-machines-work-in-factories-5-key-stages-explained/
Womeng Machines. (2025, December 12). Expert guide to how diapers are made: 7 key production stages for 2025. https://www.womengmachines.com/expert-guide-to-how-diapers-are-made-7-key-production-stages-for-2025/
Womeng Machines. (2026, January 30). 7 critical factors for your 2026 pad machine investment: An expert checklist. https://www.womengmachines.com/2026-pad-machine-buyers-guide/
Zohuriaan-Mehr, M. J., & Kabiri, K. (2008). Superabsorbent polymer materials: A review. Iranian Polymer Journal, 17(6), 451–477. https://journal.ippi.ac.ir/article_1033_3733075253896c2b18471e83344ac847.pdf