Özet
The global disposable diaper market in 2026 presents a landscape of intense competition and escalating raw material costs, particularly for manufacturers in emerging economies across South America, Russia, Southeast Asia, the Middle East, and South Africa. In this environment, achieving operational excellence is not merely an advantage but a requisite for survival and growth. This document examines a holistic framework for baby diaper production line optimization. It moves beyond rudimentary adjustments to explore a multi-faceted strategy encompassing technological adoption, process refinement, and human capital development. The analysis focuses on seven key pillars: the transition to full-servo automation, rigorous raw material management, the integration of predictive maintenance through IoT, optimization of the absorbent core formation process, implementation of Manufacturing Execution Systems (MES) for data-driven decisions, comprehensive operator training, and the adoption of sustainable manufacturing practices. The objective is to provide a detailed, actionable guide for producers seeking to enhance Overall Equipment Effectiveness (OEE), minimize waste, reduce operational expenditures, and secure a competitive edge in a demanding marketplace.
Önemli Çıkarımlar
- Transition to full-servo machines for superior precision, speed, and reduced material waste.
- Implement stringent incoming quality control for raw materials to prevent downstream defects.
- Use IoT sensors for predictive maintenance, shifting from reactive repairs to proactive upkeep.
- Focus on perfecting the absorbent core formation for consistent product quality and performance.
- Employ a Manufacturing Execution System (MES) to track OEE and enable real-time decisions.
- Invest in continuous operator training to empower your team for effective production line optimization.
- Adopt sustainable practices like energy reduction and scrap recycling to lower costs.
İçindekiler
- Step 1: Embracing Full-Servo Automation for Precision and Speed
- Step 2: Mastering Raw Material Management and Sourcing
- Step 3: Implementing Advanced Sensor Technology and IoT for Predictive Maintenance
- Step 4: Optimizing the Core Formation Process for Unmatched Quality
- Step 5: Leveraging Manufacturing Execution Systems (MES) for Real-Time Control
- Step 6: Prioritizing Operator Training and Skill Development
- Step 7: Adopting Sustainable Practices for Cost Savings and Market Appeal
- Sıkça Sorulan Sorular (SSS)
- A Final Thought on Continuous Improvement
- Referanslar
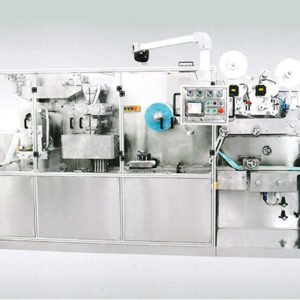
Step 1: Embracing Full-Servo Automation for Precision and Speed
The mechanical heart of any diaper manufacturing facility is its production line. As we navigate the economic currents of 2026, the distinction between surviving and thriving often comes down to the technology driving this heart. For years, semi-automatic or mechanically driven lines were the standard. They were the workhorses of the industry. I remember walking through factories a decade ago where the rhythmic clatter of cams and gears was the soundtrack of production. Yet, that sound, once a symbol of productivity, now often signifies inefficiency, waste, and a ceiling on potential. The conversation has decisively shifted towards full-servo automation, a technological leap that redefines the very possibilities of production.
A full-servo system replaces traditional mechanical transmissions—like gears, chains, and shafts—with independent servo motors controlling each major process station. Imagine a symphony orchestra where each musician (the servo motor) is a virtuoso, playing their part with perfect timing and precision, all guided by a central conductor (the main controller or PLC). This is in stark contrast to a mechanical line, which is more like a player piano, where every action is rigidly linked to a single main shaft. If one key is out of tune or a hammer is stuck, the entire melody is compromised. This fundamental difference in control architecture is the source of a profound transformation in manufacturing efficiency.
The Philosophical Shift: From Mechanical Rigidity to Digital Fluidity
Adopting a full-servo line is more than a hardware upgrade; it represents a philosophical shift in how we approach manufacturing. It is a move from a world of fixed, mechanical causality to one of digital, programmable fluidity. On a mechanical line, changing a product specification—say, adjusting the diaper size or the position of the elastic waistband—is a labor-intensive process. It requires physically changing gears, adjusting cams, and extensive downtime. It is a testament to mechanical ingenuity, but it is rigid.
A full-servo line, however, treats such changes as a matter of software. The parameters are stored as a recipe in the machine's Human-Machine Interface (HMI). An operator can switch from producing a medium-sized diaper to a large one with a few taps on a screen. The PLC sends new instructions to each servo motor, and they adjust their speed, timing, and position in perfect synchrony. This capability, known as "digital size changeover," drastically reduces downtime between production runs, allowing manufacturers to be more agile and responsive to market demands. This agility is paramount in regions like Southeast Asia or South America, where diverse consumer preferences and purchasing powers necessitate a wider variety of product offerings. Modern machinery suppliers like ANDRITZ highlight that their lines are characterized by "full-servo technology with high automation levels," which facilitates this very flexibility and efficiency .
A Comparative Analysis: Semi-Servo vs. Full-Servo Technology
To truly grasp the impact of this shift, a direct comparison is helpful. Let's consider the core operational differences between a traditional semi-servo or mechanical line and a modern full-servo line. The following table breaks down these distinctions across key performance indicators.
| Özellik | Semi-Servo / Mechanical Line | Full-Servo Line |
|---|---|---|
| Control System | Main motor drives a mechanical transmission (shafts, gears, belts). Limited independent control. | Independent servo motors at each station, controlled by a central PLC. |
| Production Speed | Typically lower (e.g., 300-500 pieces per minute). Limited by mechanical vibration and stress. | Significantly higher (e.g., 600-1,200 pieces per minute). Smooth, electronically controlled motion. |
| Size Changeover | Manual and time-consuming (hours). Requires mechanical adjustments and skilled technicians. | Automated and fast (minutes). Recipe-based changes via HMI screen. |
| Material Waste | Higher waste during start-up, ramp-down, and splicing, as all parts run in a fixed ratio. | Lower waste. "Flying splice" capabilities allow for automatic material roll changes at full speed. |
| Precision & Quality | Lower placement accuracy due to mechanical wear and backlash. Product consistency can drift over time. | Extremely high precision (sub-millimeter). Consistent quality as servo positions are constantly monitored. |
| Maintenance | High. Many mechanical wear parts (gears, bearings, chains) require regular lubrication and replacement. | Lower. Fewer mechanical wear parts. Maintenance is often predictive, based on servo feedback. |
| Enerji Tüketimi | Higher. The main motor must overcome the inertia and friction of the entire mechanical drivetrain. | Lower. Motors only draw power when needed. Regenerative braking can capture and reuse energy. |
The Tangible Benefits: Speed, Waste Reduction, and OEE
The theoretical advantages outlined in the table translate into concrete financial gains. The most obvious benefit is speed. A high-speed baby diaper machine with full-servo technology might produce 800 diapers per minute, while a comparable mechanical line tops out at 450. Over a year, that difference amounts to hundreds of millions of additional units, fundamentally altering a factory's output capacity without requiring a larger physical footprint.
Waste reduction is another profound benefit. On a mechanical line, when a material roll runs out and needs to be spliced to a new one, the entire line often has to slow down or stop. During this ramp-down and ramp-up, the products being made are often out of specification and must be discarded. Full-servo lines employ "zero-speed" or "flying" splicers. Sensors detect the end of a roll, and the servo motors controlling the unwind stands can perfectly match the speed of the new material to the expiring web, executing a seamless splice without ever slowing the main production process. This feature alone can reduce raw material waste by 1-2%, a figure that translates to millions of dollars in savings annually for a large-scale producer.
These factors culminate in a higher Overall Equipment Effectiveness (OEE). OEE is the gold standard for measuring manufacturing productivity, and it is a product of three factors: Availability (run time vs. planned time), Performance (actual speed vs. theoretical speed), and Quality (good units vs. total units). Full-servo lines attack all three variables. Availability is increased through reduced changeover times and less frequent maintenance. Performance is higher due to the sheer speed of the motors. Quality is improved through the precision that eliminates defects and the waste reduction features that prevent the creation of non-conforming products. Achieving a high OEE is a cornerstone of any effective baby diaper production line optimization strategy.
Step 2: Mastering Raw Material Management and Sourcing
A diaper, in its essence, is an assembly of specialized materials, each chosen for a specific function: softness, absorption, containment, and fit. The most advanced production line in the world cannot compensate for substandard or inconsistent raw materials. I have seen firsthand how a seemingly minor deviation in the properties of a nonwoven fabric or a batch of superabsorbent polymer (SAP) can bring a multi-million-dollar production line to its knees, creating mountains of waste and hours of frustrating downtime. Therefore, any serious effort at baby diaper production line optimization must begin before the materials even reach the machine. It starts with a rigorous, almost obsessive, focus on sourcing, qualification, and incoming quality control (IQC).
The primary materials in a modern disposable diaper include nonwoven fabrics for the topsheet and backsheet, fluff pulp (typically from wood) and SAP for the absorbent core, polyethylene (PE) film as a waterproof barrier, and various elastics and adhesives sanitarypadmachine.com. Each of these components has a detailed technical specification sheet with dozens of parameters, from the grams per square meter (GSM) of the nonwoven to the absorption capacity of the SAP under load. A deviation in any one of these can cause a cascade of problems.
The Domino Effect of Poor Material Quality
Let's trace a hypothetical scenario. A manufacturer in Russia receives a shipment of fluff pulp that has a slightly higher moisture content than specified. The purchasing department, focused on cost, secured a good price, and the shipment is accepted. What happens next?
- Core Formation Issues: The mill that defibrates the pulp into a fluffy mat has to work harder, consuming more energy. The resulting fluff may have clumps, leading to an uneven absorbent core.
- SAP Application Problems: The uneven fluff density means the SAP is not distributed uniformly. Some areas of the core will have too much SAP, others too little.
- Product Performance Failure: The finished diapers will have inconsistent absorption. Some may leak prematurely because the channels for liquid distribution are compromised by the clumpy pulp. This leads to customer complaints and damages brand reputation.
- Machine Downtime: The clumps in the pulp can clog the drum-forming system or cause web breaks, forcing operators to stop the line for cleaning. This directly impacts OEE.
This entire chain of failure began with a single, seemingly small deviation in a raw material specification. This illustrates why robust IQC is not a cost center; it is a profit protection mechanism.
Building a Fortress of Quality: The IQC Process
A world-class IQC program for a diaper manufacturer involves more than just a cursory visual inspection. It requires a dedicated laboratory and a disciplined process. When a new batch of material arrives, samples should be taken and tested against the golden standard defined in the technical specification.
| Material | Key Parameter to Test | Potential Defect | Impact on Production |
|---|---|---|---|
| Nonwoven Kumaş | Grams per Square Meter (GSM), Tensile Strength, Hydrophilicity (for topsheet) | Low GSM, weak points, poor liquid strike-through time | Web breaks, poor product feel, diaper leakage, customer discomfort. |
| Fluff Pulp | Moisture Content, Brightness, Fiber Length | High moisture, yellowing, short fibers | Clogging in mills, uneven core, poor absorption, requires more energy. |
| SAP | Absorption Under Load (AUL), Centrifuge Retention Capacity (CRC), Particle Size | Low AUL, slow absorption rate, fine dust | Gel blocking (prevents liquid distribution), leakage, SAP dust contaminating machine parts. |
| Elastic Strands | Decitex (dtex), Elongation, Tension | Inconsistent tension, weak spots | Poor fit, leg cuff leakage, "snap-back" issues during application causing downtime. |
| Hot Melt Adhesive | Viscosity, Open Time, Tack | Incorrect viscosity, charring, poor bonding | Weak seals, delamination of layers, clogged nozzles, frequent line stops for cleaning. |
This testing process creates a firewall. It prevents defective materials from ever entering the production environment, saving untold costs in waste and downtime. It also creates a powerful feedback loop with suppliers. When a supplier knows their materials will be rigorously tested, they are incentivized to maintain their own quality control. For manufacturers in markets like South Africa or the Middle East, where supply chains can be long and complex, establishing these strong, quality-focused supplier partnerships is a significant competitive advantage.
Beyond IQC: Strategic Sourcing and Inventory Management
Mastering raw materials extends beyond the laboratory. It involves strategic sourcing. Instead of simply choosing the cheapest supplier, savvy manufacturers cultivate relationships with a few high-quality, reliable vendors. They work collaboratively, sharing production data to help the supplier understand how their material behaves in a real-world setting. Some even engage in joint development projects to create custom materials that provide a competitive edge.
Inventory management is the final piece of the puzzle. The "Just-in-Time" (JIT) philosophy, while efficient, can be risky in regions with volatile logistics. A more resilient approach is a "Safety Stock" strategy, where a calculated buffer of key materials is kept on hand to guard against supply chain disruptions. The cost of warehousing this extra stock is often far less than the cost of shutting down the entire production line for a week while waiting for a delayed shipment of SAP or elastic. The goal of a sophisticated material management strategy in a baby diaper production line optimization plan is to ensure a consistent, uninterrupted flow of perfectly specified materials to the machine, laying the foundation upon which all other optimizations can be built.
Step 3: Implementing Advanced Sensor Technology and IoT for Predictive Maintenance
For decades, the approach to machine maintenance in many factories was brutally simple: run it until it breaks, then fix it. This reactive model is incredibly costly. Unplanned downtime is the single largest contributor to lost production in most manufacturing plants. It not only stops output but also often leads to significant material waste and requires expensive emergency repairs. The next evolution was preventive maintenance, where tasks are performed on a fixed schedule, regardless of the machine's actual condition. This is better, but it can lead to its own inefficiencies, such as replacing parts that are still perfectly functional.
Today, in 2026, we are in the era of predictive maintenance (PdM), a far more intelligent and efficient approach. Enabled by the proliferation of affordable sensors and the Industrial Internet of Things (IoT), PdM is about listening to the machine. It is about using data to predict when a component is likely to fail and intervening just before it does. This proactive stance is a cornerstone of modern baby diaper production line optimization. Imagine driving your car. Reactive maintenance is waiting for the engine to seize on the highway. Preventive maintenance is changing the oil every 5,000 kilometers, as the manual says. Predictive maintenance is having a sensor that analyzes the oil's viscosity in real-time and tells you, "Based on your driving habits and current oil degradation, you should change the oil in the next 450 kilometers for optimal engine health." The difference in efficiency and peace of mind is monumental.
The Nervous System of the Machine: Sensors and Data Acquisition
A modern diaper machine is a high-speed, complex ecosystem. To implement PdM, we must first give it a nervous system—an array of sensors that can monitor its vital signs. These are not just simple on/off switches; they are sophisticated devices measuring temperature, vibration, power consumption, tension, and more.
Here are some key areas where sensors are deployed for PdM on a diaper line:
- Rotary Cutters and Anvils: These components are subject to immense stress and wear. Vibration sensors can detect minute changes in the vibration signature of the bearing housings. As a bearing begins to wear, its vibration pattern changes. Sophisticated algorithms can analyze these changes and predict a failure weeks or even months in advance, allowing maintenance to be scheduled during a planned shutdown. Thermal imaging cameras can also monitor for hot spots that indicate friction and impending failure.
- Servo Motors: The servo motors that form the backbone of a modern line are themselves rich sources of data. The motor's own controller constantly monitors parameters like current draw, torque, and position error. A gradual increase in the current required to perform a specific task can indicate growing mechanical resistance somewhere in the system, perhaps due to a misaligned part or a failing gearbox. This data can be logged and trended to flag anomalies.
- Glue Application Systems: Hot melt adhesive systems are a frequent source of downtime. Temperature sensors in the hoses and nozzles can detect blockages or failing heaters. Flow meters can ensure the precise amount of glue is being dispensed. A drop in flow, when the pump is working correctly, can indicate a partial clog that can be addressed before it becomes a full blockage.
- Web Tension Control: Maintaining the correct tension on the webs of nonwoven fabric, PE film, and tissue as they fly through the machine at hundreds of meters per minute is vital. Load cells (tension sensors) provide real-time feedback to the servo motors controlling the unwind stands. By analyzing the tension data, it is possible to detect issues like a dragging roller or a bad bearing in the web path long before it causes a material break.
From Data to Decisions: The Role of IoT and Analytics
Collecting this data is only the first step. The true power of PdM comes from transmitting, storing, and analyzing it. This is the domain of the Industrial Internet of Things (IoT). Each sensor and motor controller is a "thing" on the network. They send their data to a central gateway, which then pushes it to either an on-premise server or a cloud-based platform.
Once the data is centralized, analytics software takes over. This is where the magic happens. Machine learning algorithms are trained on historical data to recognize the "healthy" signature of the machine. They then watch the incoming real-time data for any deviations from this baseline. When the algorithm detects a pattern that has previously led to a failure—for instance, a specific combination of rising vibration and temperature in a cutter bearing—it automatically generates a work order in the company's Computerized Maintenance Management System (CMMS). The alert doesn't just say "Problem with Cutter #3." It says, "Vibration signature on Cutter #3 bearing indicates a 90% probability of failure within the next 150 operating hours. Recommended action: Replace bearing P/N 54321 during the next planned stop."
This level of insight transforms the maintenance department from a reactive fire brigade into a proactive team of surgical specialists. It allows them to order parts in advance, schedule repairs for times that do not disrupt production, and avoid catastrophic failures that can damage other parts of the machine. The impact on machine Availability, a key component of OEE, is dramatic. Factories that have successfully implemented PdM programs often report a 25-50% reduction in unplanned downtime and a 10-20% reduction in overall maintenance costs. For a manufacturer in a competitive market, these numbers can be the difference between profitability and loss. The journey towards a truly optimized production line is a journey towards a smarter, self-aware machine.
Step 4: Optimizing the Core Formation Process for Unmatched Quality
At the very heart of a disposable diaper lies its purpose: absorption. The absorbent core is the technical centerpiece of the product, the engine that drives its performance. All other components—the soft topsheet, the elastic waistbands, the leak guards—are there to support the core's function. It follows, then, that the core formation process is one of the most consequential stages in the entire production line. I have often told factory managers that if they can achieve perfection in core formation, they have won half the battle for product quality. Optimizing this single station provides a disproportionately large return on investment in any baby diaper production line optimization initiative.
The modern absorbent core is a sophisticated composite, typically a blend of cellulose fluff pulp and superabsorbent polymer (SAP). The fluff pulp acts like a sponge, rapidly acquiring liquid and creating a matrix to hold the structure together. The SAP, a marvel of polymer chemistry, consists of tiny granules that can absorb and lock away many times their own weight in liquid, turning it into a stable gel. The goal of the core formation process is to create a perfectly homogenous blend of these two materials, shaped into a precise pad, at incredibly high speeds.
The Mechanics of Creation: Drum Forming and its Nuances
The most common method for creating this absorbent core is called drum forming. Imagine a large, rotating drum, its surface covered with a fine screen. This drum is enclosed in a housing that is under a strong vacuum. At the top of the housing, a "hammermill" or "defibrator" grinds bales of compressed fluff pulp into a fine, cotton-like fiber. This fluff is then air-laid—blown into the forming chamber—where the vacuum pulls it onto the surface of the rotating drum. The screen on the drum is shaped like the desired absorbent core, so as the drum rotates, it picks up a continuous, shaped mat of fluff.
Simultaneously, a precise metering system sprinkles the SAP granules into the fluff as it is being formed. The placement and concentration of the SAP can be varied, allowing for the creation of profiled cores that have more absorbent material in the target zone. Once formed, this composite mat is transferred from the forming drum onto the nonwoven topsheet web, and it continues its journey down the line. This process, as described by industry suppliers, is a high-precision operation that must be perfectly controlled womengmachines.com.
The Pitfalls of an Un-Optimized Core
While the concept is straightforward, the potential for error is immense. An improperly optimized core formation process can lead to a host of product defects:
- Inconsistent Core Weight: If the vacuum is unstable or the fluff feed is inconsistent, the weight of the absorbent core will vary from one diaper to the next. A lighter core will fail to meet absorption specifications, leading to leaks. A heavier core wastes expensive raw materials (pulp and SAP), directly impacting the cost per piece.
- Poor Pulp/SAP Distribution: If the SAP and pulp are not blended homogenously, the core will have "hot spots" of high SAP concentration and areas with none at all. When liquid hits a hot spot, it can cause "gel blocking"—the SAP swells so rapidly that it forms an impermeable barrier, preventing liquid from distributing to the rest of the core. This is a primary cause of leakage, even in diapers that feel thick and absorbent.
- Core Integrity Issues: The formed fluff mat must have a certain level of structural integrity to withstand the stresses of the rest of the production process and the movements of a baby. A poorly formed core can break apart, leading to clumping and discomfort for the wearer.
I once worked with a plant in South America that was struggling with customer complaints about leakage. Their advanced diaper production equipment was new and top-of-the-line, yet the problem persisted. After careful analysis, we traced the issue to the air handling system in their factory. Fluctuations in ambient air pressure and humidity were subtly affecting the vacuum in their drum formers, leading to inconsistent core density. Once they installed a dedicated, climate-controlled air system for the core formers, the problem vanished. It was a powerful lesson in how sensitive this process is to its environment.
A Multi-Pronged Optimization Strategy
Optimizing the core formation station requires a systematic approach that addresses the machine, the materials, and the process parameters.
- Mechanical and Pneumatic Stability: The foundation of a good core is a stable process. This means ensuring the vacuum system provides a consistent, non-fluctuating negative pressure. All seals on the forming chamber must be perfectly intact. The hammermill must have sharp, well-maintained blades to ensure a consistent fiber length from the pulp. The entire system should be isolated from factory-wide air pressure variations.
- Precision Dosing and Blending: The systems that meter the fluff and SAP must be calibrated with extreme precision. Modern lines use loss-in-weight feeders that constantly measure the amount of material being dispensed and adjust on the fly to maintain the target recipe. The distribution systems must be designed to ensure a "salt and pepper" blend, not layers or clumps. Some advanced systems even use multiple SAP feeders to create complex, layered core structures for enhanced performance.
- Real-Time Quality Control: The most advanced production lines no longer rely solely on periodic manual checks of core weight. They incorporate in-line scanning systems. Immediately after the core is formed, it passes under a sensor (often using microwaves or X-rays) that scans its entire area, creating a real-time map of its weight and density. This system can detect any deviation from the target specification instantly. If a problem is detected, it can trigger an alarm for the operator or even automatically reject the affected diapers, preventing a single out-of-spec product from reaching the customer.
By focusing intense engineering effort on this single, critical stage of production, manufacturers can ensure their product's core performance is second to none. This commitment to quality at the heart of the diaper is a powerful differentiator in a crowded market.
Step 5: Leveraging Manufacturing Execution Systems (MES) for Real-Time Control
In a traditional factory, information flows slowly. An operator on the production floor might notice an increase in defects, but it could be hours or even an entire shift before a manager sees the report. By the time a decision is made, thousands of dollars in waste and lost productivity may have already been incurred. This information lag is a massive barrier to effective optimization. In the data-rich environment of 2026, running a factory without a real-time information system is like trying to navigate a ship in a storm with a map that is a day old.
A Manufacturing Execution System (MES) is the central nervous system for a modern production facility. It is a software layer that bridges the gap between the enterprise-level planning systems (like ERP) and the machine-level control systems (the PLCs). The MES connects directly to the production line, collecting, processing, and visualizing data in real-time. It provides a single source of truth for what is happening on the factory floor, moment by moment. Implementing a robust MES is not just a useful tool; it is a fundamental requirement for any data-driven baby diaper production line optimization program.
The Power of Visibility: From Raw Data to Actionable Intelligence
A diaper production line generates a staggering amount of data. Every servo motor, every sensor, every operator action can be logged. An MES harnesses this torrent of data and transforms it into actionable intelligence. Here’s how it works:
- Data Collection: The MES communicates directly with the PLC of the diaper machine. It automatically records every machine stop, every speed change, every fault code, and every reject signal from the quality inspection cameras. It also tracks the consumption of raw materials and the number of finished products coming off the line.
- Contextualization: Raw data is not very useful. An MES puts it into context. It knows which product is running, which shift is working, and what the target production rate is. It can categorize machine stops, for example, distinguishing between a planned stop for a size change, an unplanned stop for a material splice, and a fault-related stop due to a specific component failure.
- Visualization: The MES presents this information through intuitive dashboards. A large screen on the factory floor might show the line's current OEE, its production speed versus the target, and the top five causes of downtime for the last hour. A plant manager can view these dashboards from their office computer or even a tablet while walking the floor. This immediate visibility allows everyone, from the operator to the CEO, to understand the line's performance at a glance.
Driving OEE Improvement with MES
The primary goal of an MES is often to track and improve Overall Equipment Effectiveness (OEE). As we've discussed, OEE is a composite metric of Availability, Performance, and Quality. An MES provides the granular data needed to attack each of these components systematically.
- Improving Availability: The MES automatically logs every second of downtime and forces operators to assign a reason code for each stop. Over time, this creates a Pareto chart of downtime causes. I once consulted for a factory in the Middle East that believed their biggest downtime problem was their packaging equipment. After implementing an MES, the data revealed that their number one cause of lost time was actually short, frequent stops at the core formation unit, which were never being properly logged. The MES made the invisible problem visible. By focusing their engineering efforts on the true root cause, they increased their line's Availability by over 12% in three months.
- Improving Performance: The MES tracks the actual production speed against the machine's ideal or nameplate speed. It can highlight "slow running" as a form of lost productivity. Often, operators will run a machine slightly below its maximum rated speed to avoid web breaks or other issues. The MES data can help engineers identify the specific process constraints that are preventing the line from running at its full potential. Perhaps the tension control in one section is not stable at high speeds, or the glue system cannot keep up. The data points the way to the bottleneck.
- Improving Quality: An MES integrates with the automated vision inspection systems that check every diaper for defects. It logs every rejected product and categorizes the reason for rejection (e.g., "missing leg cuff," "tab misplaced," "core defect"). This allows quality teams to identify trends in defects and correlate them with other process variables. For example, they might discover that a specific batch of raw material is associated with a spike in a particular defect, allowing them to provide concrete feedback to their supplier.
Beyond OEE: Traceability and Process Control
The benefits of an MES extend beyond OEE. In the hygiene products industry, traceability is becoming increasingly important. An MES can create a complete "birth certificate" for every single pack of diapers. It can link the finished product to the exact time it was made, the machine parameters at that moment, the operators who were on duty, and the specific lot numbers of every raw material that went into it. If a quality issue is ever discovered in the market, the manufacturer can use this data to rapidly trace the problem back to its source and isolate any other affected products, minimizing the scope and cost of a potential recall.
Furthermore, an MES enables advanced process control. By analyzing the relationship between process parameters and quality outcomes, it can help define the optimal "operating window" for each product. It can even alert operators in real-time if a key process variable, like the temperature of the glue or the vacuum in the drum former, drifts outside of this optimal window, allowing them to correct the issue before it starts producing defects. The MES transforms manufacturing from an art based on operator experience into a science based on empirical data.
Step 6: Prioritizing Operator Training and Skill Development
In our rush to embrace automation, IoT, and advanced analytics, it is easy to overlook the most crucial and adaptable component on the factory floor: the human operator. We can install the most sophisticated, multi-million-dollar diaper machine, but its ultimate performance will always be constrained by the skill and engagement of the people who run it. I have seen factories with older, less automated equipment outperform those with brand-new lines, simply because their operators were better trained, more motivated, and more empowered. A comprehensive baby diaper production line optimization strategy that neglects the human element is destined for mediocrity.
Investing in operator training is not a "soft" initiative; it delivers hard, measurable returns. A well-trained operator can reduce changeover times, troubleshoot minor issues before they become major downtime events, and provide invaluable feedback for continuous improvement. They are the frontline sensors, capable of detecting subtle changes in the sound of a machine or the feel of a material that a sensor might miss. To treat them as mere button-pushers is to waste an immense resource.
From Operator to Process Technician: A New Paradigm
The role of the machine operator is evolving. On a simple, manual line, the operator's job was primarily physical labor. On a modern, highly automated line, the job is becoming more cognitive. The operator is less of a laborer and more of a process technician. Their primary task is not to run the machine, but to ensure the machine runs itself perfectly. This requires a new and more sophisticated skill set.
A world-class training program for a modern diaper line operator should cover several key areas:
- Machine Theory and Operation: Operators need to understand not just what buttons to press, but why they are pressing them. They should be taught the function of each station on the line—the unwind stands, the mills, the cutters, the stackers. They should understand how the different materials interact and what the critical quality parameters are for each component. This foundational knowledge allows them to understand the consequences of their actions.
- Troubleshooting and Root Cause Analysis: Operators should be the first line of defense against downtime. They need to be trained in basic troubleshooting methodologies. When the machine stops, they should be able to quickly identify the location of the fault, diagnose the immediate cause, and resolve it. More importantly, they should be trained to think about the root cause. Why did that web break? Was it a bad splice, incorrect tension, or a sharp edge on a guide roller? Encouraging this deeper level of thinking prevents the same problems from recurring.
- Quality Control and Inspection: Operators are the first inspectors of the product. They need to be trained to recognize all potential defects, from a misplaced tab to a subtle inconsistency in the core. They should be proficient in using measurement tools like calipers and scales to perform routine quality checks. When they find a non-conforming product, they should understand the potential process variables that could have caused it.
- HMI and MES Usage: In a modern factory, the operator's primary interface with the machine is the HMI screen, and their primary source of performance information is the MES dashboard. They need to be completely fluent in navigating these systems. They should know how to perform a size changeover from the HMI, how to interpret fault messages, and how to read the OEE dashboard to understand how their line is performing against its targets.
Building a Culture of Ownership and Continuous Improvement
Effective training goes beyond the classroom. It must be embedded in the daily work of the factory and supported by a culture that values the operator's contribution.
- Standardized Work and SOPs: Every key task, from starting the machine to performing a size change, should have a clear, well-documented Standard Operating Procedure (SOP). These SOPs, often enhanced with pictures or videos, ensure that tasks are performed consistently and correctly by every operator on every shift. This is the foundation of a stable process.
- Skills Matrix and Career Progression: A skills matrix can be used to track the competency of each operator across different machines and tasks. This allows managers to identify skills gaps and provide targeted training. It can also form the basis of a career progression path, where operators can earn higher pay and more responsibility as they master new skills. This creates motivation and reduces employee turnover.
- Empowerment and Engagement: The best ideas for improvement often come from the people closest to the process. Manufacturers should create formal systems for operators to submit suggestions for improvement. When an operator's idea to, say, re-route an air hose to make a task easier is implemented, it sends a powerful message that their expertise is valued. This fosters a sense of ownership and engagement.
I once visited a factory in Turkey that had a "Kaizen corner" next to each production line. It was a simple whiteboard where operators could post problems they were facing or ideas they had. Every morning, the shift supervisor, an engineer, and an operator would have a 15-minute meeting at the board to review the items. This simple ritual created a powerful engine for continuous, operator-driven improvement. The results were clear in their steadily climbing OEE numbers. Ultimately, optimizing a production line is a team sport, and the operators are the star players. Investing in their skills is the surest way to win.
Step 7: Adopting Sustainable Practices for Cost Savings and Market Appeal
For a long time, manufacturing and environmental sustainability were often seen as being in opposition. The conventional wisdom was that being "green" was an expensive luxury, a matter of public relations rather than a sound business strategy. That view is now profoundly outdated. In 2026, sustainable manufacturing is no longer a niche concern; it is a powerful driver of both operational efficiency and market competitiveness. For a diaper manufacturer, adopting sustainable practices is a dual-purpose strategy. It directly reduces operating costs by minimizing waste and energy consumption, and it enhances brand reputation in a world of increasingly environmentally conscious consumers. A truly holistic baby diaper production line optimization plan must include a strong sustainability component.
The production of disposable diapers is an energy and resource-intensive process. It consumes large amounts of electricity to power motors, heaters, and air systems. It uses raw materials derived from trees (fluff pulp) and fossil fuels (polymers for nonwovens, SAP, and PE film). It also generates a significant amount of production waste. Each of these areas represents an opportunity for improvement.
The Financial Case for Going Green: Reducing Waste and Energy
The most immediate benefit of sustainability initiatives is cost reduction. Let's examine the key areas:
- Energy Consumption: A diaper line is a major consumer of electricity. The drive motors, pulp mills, vacuum pumps, and hot melt adhesive systems all draw significant power. Modern, eco-friendly production lines incorporate numerous energy-saving features. Full-servo drives are inherently more efficient than mechanical drives, as they only draw power on demand. High-efficiency motors can reduce consumption by several percentage points. Regenerative braking systems on unwind stands can capture the energy from the decelerating roll and feed it back into the system. Even simple things, like properly insulating glue hoses and optimizing the compressed air system to eliminate leaks, can yield substantial savings. Some forward-thinking manufacturers are even installing solar panels on their factory roofs to generate their own clean electricity, hedging against volatile energy prices.
- Raw Material Waste: Production waste is a direct financial loss. It is the cost of raw materials that you paid for but could not sell as a finished product. As we have discussed, modern machines with features like flying splicers dramatically reduce waste during roll changes. Vision inspection systems that reject single diapers rather than entire sections of the web also contribute. The biggest opportunity, however, often lies in recycling the trim waste. The process of cutting the leg holes and shaping the diaper creates a continuous stream of high-quality nonwoven and pulp scrap. Instead of sending this to a landfill (which also incurs disposal costs), it can be collected by a pneumatic system, re-processed, and reintroduced into certain non-critical components of the product or sold to other industries. Some advanced systems can even separate the different components of the scrap for higher-value recycling.
- Adhesive Reduction: Hot melt adhesive is an expensive consumable. Optimizing its use can lead to significant savings. This can be achieved through more precise application technologies, like spray nozzles instead of slot coaters, which can provide the required bond strength with less glue. It also involves careful process control to ensure the adhesive is applied at the optimal temperature and pattern, avoiding wasteful "over-application."
The Market Case: Building a Brand for the Future
Beyond the direct cost savings, sustainability has become a powerful marketing tool. Consumers, particularly the millennial and Gen Z parents who are the core demographic for baby products, are increasingly making purchasing decisions based on a brand's environmental and social credentials. This is true across the globe, from Brazil to Russia to South Africa.
A brand that can credibly tell a story about its commitment to sustainability can build a deeper connection with these consumers. This story can be told in many ways:
- On-Pack Communication: Highlighting the use of sustainably sourced materials (like fluff pulp from certified forests), the reduction in plastic used in the packaging, or the fact that the factory is powered by renewable energy can influence a consumer's choice at the point of sale.
- Corporate Social Responsibility (CSR) Reporting: Transparently reporting on the company's progress in reducing its carbon footprint, water usage, and waste-to-landfill rates builds trust and enhances corporate reputation.
- Product Innovation: The ultimate goal for many in the industry is the development of more biodegradable or compostable diapers. While the technical challenges remain significant, companies that are seen to be investing in this research and development are positioning themselves as leaders for the future.
Manufacturers like SQ Machine acknowledge this trend by highlighting that their equipment "incorporates energy-saving features, helping you reduce environmental impact while optimizing production costs" . This shows that sustainability is no longer an afterthought but a core design consideration for modern machinery.
By integrating sustainability into the core of their operations, diaper manufacturers can create a virtuous cycle. Reducing waste and energy lowers their cost base, making them more competitive. This financial strength allows them to invest further in green technologies and marketing, which in turn attracts more customers and builds a brand that is resilient and well-positioned for the future.
Sıkça Sorulan Sorular (SSS)
1. What is a realistic Overall Equipment Effectiveness (OEE) for a modern baby diaper production line?
For a new, well-maintained full-servo baby diaper line, a world-class OEE target is typically between 80% and 85%. However, many factories operate in the 50-60% range. Achieving world-class OEE requires a holistic approach that includes high-quality machinery, skilled operators, robust maintenance practices, and a stable supply of good raw materials. The optimization strategies discussed here are all aimed at closing the gap between typical and world-class performance.
2. How long does it take to install and commission a new diaper production line?
The timeline can vary depending on the complexity of the machine and the readiness of the factory site. Generally, you should plan for a period of 4 to 6 months from the time the machinery arrives at your facility. This includes mechanical and electrical installation (approx. 4-6 weeks), commissioning and testing (approx. 4-8 weeks), and operator training and ramp-up to full production speed (approx. 4-6 weeks). A detailed project plan shared between you and the machine manufacturer is essential for a smooth process .
3. Can I upgrade my existing semi-servo or mechanical line to improve performance?
While a full conversion to a servo system is often impractical, targeted upgrades can yield significant improvements. Common upgrades include adding modern vision inspection systems to improve quality control, installing new high-speed splicers to reduce material change downtime, or retrofitting specific stations (like the elastic application unit) with servo motors for better precision. It is best to conduct a thorough audit of your current line to identify the biggest bottlenecks and focus your investment there for the highest return.
4. What is the single biggest cause of waste on a diaper production line?
While it varies by factory, the most common major sources of waste are machine stops/restarts and raw material splices on older machines. Every time a line stops and restarts, a certain length of product is created that is out of specification and must be discarded. Unplanned stops are the worst culprits. Production of off-spec products due to poor raw material quality or incorrect machine settings is another significant contributor. A robust process control and quality assurance program is the best defense.
5. How important is the factory environment (humidity, temperature) for diaper production?
The factory environment is extremely important. Many of the raw materials, particularly fluff pulp and nonwovens, are sensitive to humidity. High humidity can cause pulp to clump and elastics to lose tension. Temperature fluctuations can affect the performance of hot melt adhesives. For this reason, maintaining a stable, climate-controlled environment (typically around 22-25°C and 50-60% relative humidity) in the production hall is considered a best practice for ensuring a stable and repeatable process.
6. What are the key differences in producing taped diapers versus diaper pants?
The core production process (absorbent core formation, layering) is similar. The main difference lies in the final chassis construction and sealing. Taped diapers have a flat chassis with adhesive tabs applied. Diaper pants (or pull-ups) require a more complex process to create a 360-degree elastic waistband and are sealed at the sides to form a pant-like shape. This generally requires a more specialized and often more expensive machine with dedicated stations for elastic lamination and side seam welding .
7. How much technical support should I expect from a machine manufacturer after installation?
Reputable manufacturers view installation as the beginning of a long-term partnership. Comprehensive support should include on-site training for your operators and maintenance staff, a warranty period, and ongoing access to technical support via phone or email. Many also offer remote diagnostics, where their engineers can log into your machine's PLC to help troubleshoot problems. A robust after-sales service and spare parts supply program is a critical factor to consider when choosing a machinery supplier.
A Final Thought on Continuous Improvement
The journey of baby diaper production line optimization is not a project with a defined end date. It is a continuous process, a relentless pursuit of perfection. The strategies outlined here—embracing automation, mastering materials, leveraging data, and empowering people—are not independent solutions but interconnected elements of a dynamic system. The market will continue to evolve, new technologies will emerge, and consumer expectations will rise. The manufacturers who will lead the industry in the years to come will be those who embrace a culture of continuous improvement, who see every challenge as an opportunity to learn, and who understand that excellence is built one diaper, one shift, and one small improvement at a time.
Referanslar
ANDRITZ AG. (2025). Nonwoven converting hygiene. Andritz.com. Retrieved from
Gorecky, D., Schmitt, M., & Zühlke, D. (2014). Human-machine-interaction in the Industry 4.0 era. 2014 12th IEEE International Conference on Industrial Informatics (INDIN), 289-294.
Nakajima, S. (1988). Introduction to TPM: Total Productive Maintenance. Productivity Press.
SQ Machine. (2025a). How diapers are made: Materials, machines, and process explained. Sanitarypadmachine.com. Retrieved from https://sanitarypadmachine.com/how-diapers-are-made/
SQ Machine. (2025b). One stop diapers production line solution. Sanitarypadmachine.com. Retrieved from
Stamatis, D. H. (2016). The OEE primer: Understanding Overall Equipment Effectiveness, reliability, and maintainability. CRC Press.
Sunree Hygiene. (2025). Manufacturing machines. Sunreehygiene.com. Retrieved from
Womeng Machines. (2025). Detailed explanation of diaper production process. Womengmachines.com. Retrieved from https://www.womengmachines.com/detailed-explanation-of-diaper-production-process/