Nov 7, 2025 | Nouvelles

Abstract
This document provides a comprehensive examination of the sachet wet wipes machine, a pivotal piece of equipment in the modern hygiene products industry. It is intended for prospective buyers and industry professionals, particularly those operating within the emerging markets of South America, Russia, Southeast Asia, the Middle East, and South Africa. The analysis moves beyond a superficial overview, offering a deep, structured exploration of the five fundamental factors that should govern a purchasing decision in 2025. These factors include production capacity alignment with market demand, the nuances of folding technology and its impact on user experience, the precision of liquid dosing systems for product quality, the integrity of packaging and sealing for shelf life, and a holistic calculation of the total cost of ownership and return on investment. The discussion is framed within a practical, empathetic lens, acknowledging the real-world operational challenges and economic considerations faced by manufacturers. By integrating technical specifications with market-specific insights, the text aims to equip readers with the necessary knowledge to make an informed, strategic, and profitable investment in a sachet wet wipes machine.
Principaux enseignements
- Align machine speed with your specific market demand to avoid over-or under-capacity.
- Evaluate folding technology for its impact on user experience and brand perception.
- Prioritize precise liquid dosing systems to ensure consistent product quality and safety.
- Invest in a sachet wet wipes machine with superior sealing to guarantee product shelf life.
- Analyze the total cost of ownership, not just the initial purchase price, for long-term ROI.
- Consider machine adjustability for producing various wipe sizes and formulations.
- Verify the manufacturer's after-sales support and spare parts availability in your region.
Table des matières
Understanding the Core Mechanics of a Sachet Wet Wipes Machine
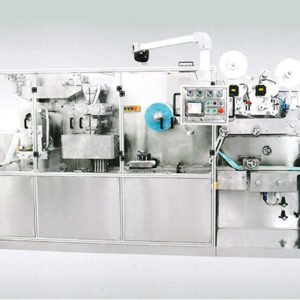
Before one can judiciously select a piece of industrial equipment, a foundational understanding of its inner workings is not merely helpful; it is a prerequisite for a sound decision. A sachet wet wipes machine, at its heart, is a marvel of electromechanical synchronization. It transforms raw materials—large rolls of non-woven fabric, liquid formulations, and packaging film—into the small, convenient, single-use packets that have become ubiquitous in our daily lives. To appreciate the differences between models and manufacturers, we must first trace the path of a single wipe through this intricate process. It is a journey from an undifferentiated state to a specific, functional, and packaged good.
Imagine the machine not as a single entity, but as a sequence of specialized stations, each performing a critical task with precision. The failure or inefficiency of any one station compromises the entire output. The process begins with the raw fabric and ends with a sealed, ready-to-ship sachet, all within a few seconds.
The Journey from Non-Woven Fabric to Packaged Wipe
The genesis of a wet wipe begins at the unwinding station. Here, a large parent roll of dry non-woven fabric, often weighing hundreds of kilograms, is mounted onto a spindle. The material itself is an engineered textile, perhaps a spunlace or air-laid fabric, chosen for its specific properties of softness, strength, and absorbency (Chapman, 2021). A sophisticated tension control system is paramount at this stage. If the tension is too loose, the fabric may drift or wrinkle, leading to folding errors downstream. If it is too tight, the fabric might stretch or even tear, causing a line stoppage. Modern machines use sensors and feedback loops to maintain constant, optimal tension, regardless of the roll's decreasing diameter as it is consumed.
From the unwinder, the web of fabric travels to the folding unit. This is where the wide sheet is transformed into the narrow, folded configuration the consumer will eventually pull from the sachet. The folding process is purely mechanical, using a series of plates and guides to create precise creases. The type of fold is a defining characteristic of the final product. After folding, the continuous strip of folded fabric proceeds to the cutting station. Here, a high-speed rotary or guillotine cutter slices the strip into individual wipe lengths. The accuracy of this cut determines the final dimensions of the wipe and the consistency of the product.
Simultaneously, the liquid formulation is prepared. In a separate tank, purified water is mixed with surfactants, moisturizers, preservatives, and fragrances according to a precise recipe. This solution is then pumped to the wetting station. As each dry, cut wipe passes through, a nozzle system applies a measured dose of the liquid, instantly transforming it into a "wet wipe." The final station is the packaging unit, where the now-wet wipe is married with its sachet, sealed, and discharged from the machine.
Key Stations: Unwinding, Folding, Wetting, Cutting, and Packaging
To deepen our understanding, let's examine each station as a distinct functional module.
- Unwinding and Guiding: The parent roll is held on an expanding shaft. An automatic web guiding system, often using ultrasonic or infrared sensors, detects the edge of the fabric and makes micro-adjustments to the roll's lateral position. This ensures the fabric enters the folding section perfectly centered, which is foundational for all subsequent processes.
- Folding: This is arguably the most mechanically intricate part. For a simple V-fold (a single fold), the process is straightforward. For more complex folds, the fabric is guided through a more elaborate path. The design and build quality of these folding plates directly influence the neatness and consistency of the final folded wipe.
- Wetting (Liquid Dosing): Precision is the operative word here. The machine must deliver the exact amount of liquid to each wipe. Too little, and the wipe is ineffective and feels dry. Too much, and the sachet may leak, leading to product spoilage and a negative consumer experience. High-end machines use servo-driven pumps that can be programmed with extreme accuracy.
- Découpage : After wetting, the folded, wet fabric strip is cut. The cutter must be sharp, durable, and perfectly timed with the movement of the fabric. A dull or misaligned blade can cause frayed edges or inconsistent lengths.
- Packaging (Form-Fill-Seal): This station operates in parallel. A roll of packaging film is unwound and formed into a tube. The individual wet wipe is inserted into this tube. Then, a set of heated sealing jaws clamps down, creating the top seal of the trailing sachet and the bottom seal of the leading sachet, all while a rotary knife cuts them apart. This "form-fill-seal" (FFS) process is a standard in the packaging industry (Robertson, 2013).
The Role of PLC Systems and Servo Motors in Modern Machines
What orchestrates this high-speed ballet of mechanical parts? The answer lies in the machine's central nervous system: the Programmable Logic Controller (PLC). The PLC is a ruggedized industrial computer that receives input from dozens of sensors across the machine—sensors for fabric position, liquid levels, registration marks on the film, temperature of the sealing jaws, and more. Based on its programming, it sends output signals to control the motors, pumps, and actuators.
The "muscles" of the machine are increasingly powered by servo motors. Unlike traditional induction motors, servo motors offer precise control over position, speed, and torque. A servo motor connected to the film-pulling rollers can advance the packaging film by an exact length, ensuring the printed artwork is perfectly centered on each sachet. A servo motor driving the liquid pump can dispense a volume of fluid with milliliter accuracy. The use of a comprehensive servo-driven system, coordinated by a powerful PLC and accessed through a human-machine interface (HMI) touchscreen, is a hallmark of a high-quality, modern sachet wet wipes machine. This combination provides the speed, accuracy, and flexibility required for today's competitive market.
Factor 1: Production Capacity and Speed – Aligning Output with Market Demand
The first question any prospective buyer grapples with is one of scale: "How fast does the machine need to be?" The answer is not simply "as fast as possible." A machine's production speed, typically measured in packs per minute (PPM), is a defining specification that has profound implications for cost, operational complexity, and market responsiveness. Choosing the right capacity is an exercise in foresight and honest self-assessment of your business plan and the specific character of your target market. An imbalance between production capacity and actual sales can be a source of significant financial strain.
Calculating Your Required Production Speed (PPM)
Instead of being swayed by impressive top-speed figures in a brochure, one should begin with a market-driven calculation. Start with your sales forecast. How many individual sachets do you realistically project to sell per month?
Let's construct a hypothetical calculation. Suppose your market research for a region in Southeast Asia suggests you can sell 1,500,000 sachets per month. Your production plan must account for operational realities, not theoretical maximums. Assume you will operate the machine for 8 hours per day, 25 days a month.
- Total production hours per month: 8 hours/day * 25 days/month = 200 hours
- Total production minutes per month: 200 hours * 60 minutes/hour = 12,000 minutes
Now, consider the machine's Overall Equipment Effectiveness (OEE). No machine runs at 100% efficiency, 100% of the time. There will be planned stops for cleaning and changeovers, and unplanned stops for material replenishment or minor faults. A realistic OEE for a well-maintained machine might be 80%.
- Effective production minutes per month: 12,000 minutes * 80% OEE = 9,600 minutes
Finally, calculate the required speed:
- Required PPM = Total monthly sales / Effective production minutes
- Required PPM = 1,500,000 sachets / 9,600 minutes ≈ 156 PPM
This calculation suggests that a machine capable of a stable, consistent output of around 160 PPM would be an appropriate choice. Purchasing a machine with a 400 PPM capacity would mean a much higher capital investment and potentially excessive idle time, while a 100 PPM machine would fail to meet demand, leading to lost sales opportunities.
Single-Lane vs. Multi-Lane Machines: A Comparative Analysis
Production speed is directly related to the number of "lanes" the machine operates. A single-lane machine produces one sachet per cycle. A multi-lane machine, such as a 2-lane or 4-lane model, produces multiple sachets simultaneously with each cycle. The choice between them is a classic trade-off between output, cost, and flexibility.
| Fonctionnalité |
Single-Lane Sachet Wet Wipes Machine |
Multi-Lane Sachet Wet Wipes Machine |
| Production Speed |
Lower (e.g., 60-120 PPM) |
Higher (e.g., 120-500+ PPM) |
| Initial Investment |
Lower |
Significantly Higher |
| Footprint |
Smaller, more compact |
Larger, requires more floor space |
| Product Changeover |
Faster and simpler |
More complex and time-consuming |
| Flexibility |
High; ideal for multiple small-batch products |
Lower; best for long runs of a single product |
| Ideal Application |
Start-ups, niche markets, contract manufacturing |
Large-scale, high-volume, mass-market production |
| Maintenance |
Simpler, fewer synchronized parts |
More complex, requires higher skill level |
As the table illustrates, a multi-lane sachet wet wipes machine is a tool for mass production. It achieves high speeds by essentially running several production lines in parallel within one chassis. However, this parallelism comes at a cost. The initial purchase price is substantially higher, and changing from one product size to another is more involved because adjustments must be made and verified for each lane. A single-lane machine offers greater agility, making it a more suitable instrument for businesses that cater to diverse clients with smaller order quantities or for those entering a new market and wishing to test different product variations.
The Pitfalls of Over-Specifying and Under-Specifying Capacity
The temptation to purchase a machine with the highest possible speed—over-specifying—is a common psychological trap. It is fueled by ambition and a desire to "future-proof" the investment. However, the consequences can be severe. A high-speed machine is not just more expensive to buy; it is more expensive to run. It consumes more power and compressed air, and its more complex components may have a shorter service life, leading to higher maintenance costs. More critically, if the market does not absorb the high output, the machine sits idle, representing a non-performing asset and a drain on capital.
Conversely, under-specifying capacity is equally perilous. A machine that cannot keep up with orders leads to stockouts, disappointed customers, and a reputation for unreliability. It forces the business into a reactive mode, perhaps running extra shifts at overtime pay rates, which erodes profitability. It also cedes market share to competitors who can supply the demand. The key, therefore, is the careful, data-driven alignment of machine capacity with a realistic, 12-to-24-month sales forecast.
Market-Specific Speed Considerations: South America vs. Southeast Asia
The "right" speed is also context-dependent. In some South American markets, for instance, where economic conditions might be volatile and import logistics complex, a more conservative approach might be prudent. A flexible single-lane or a modest 2-lane machine that allows for product diversification—perhaps running restaurant wipes one week and cosmetic wipes the next—could be a more resilient strategy than investing in a high-capacity line dedicated to a single product.
In contrast, in a densely populated, rapidly growing market in Southeast Asia, the calculus might be different. If a contract is secured to supply a major hotel or airline chain, the volume requirements could immediately justify a multi-lane, high-speed sachet wet wipes machine. The competitive landscape might also demand the economies of scale that only high-speed production can offer. The decision must be informed by an intimate understanding of the specific commercial environment in which the machine will operate.
Factor 2: Folding Technology and Wipe Dimensions – Precision and Versatility
Beyond the sheer number of wipes produced, the quality and character of the wipe itself are defined in large part by how it is folded. The folding station of a sachet wet wipes machine is a place of mechanical precision, where a flat sheet of fabric is artfully transformed into a compact, easy-to-use format. This process is not merely about fitting the wipe into a small packet; it has a direct bearing on the end-user's experience, the product's functionality, and the overall perception of the brand. A potential investor must look deeply into the folding capabilities and dimensional flexibility of a machine.
Common Folding Types for Sachet Wipes
While numerous custom folds exist, most sachet wipes utilize one of a few standard configurations. Each has its own mechanical process and presents a different "unfurling" experience for the user.
- V-Fold (1/2 Fold): This is the simplest fold. The fabric is folded in half once along its length. It is mechanically straightforward and reliable at high speeds. The resulting wipe is a simple folded rectangle. It's common for basic cleaning or antiseptic wipes where presentation is secondary to function.
- Z-Fold (1/3 Fold): The fabric is folded into three panels, resembling the letter 'Z' in cross-section. This creates a slightly more compact and thicker folded wipe than a V-fold from the same initial sheet size. It feels more substantial in the hand and is often used for higher-quality personal care or cosmetic wipes.
- C-Fold (1/3 Fold): Similar to a Z-fold in that it has three panels, but the two outer panels fold in toward the center. The cross-section looks like the letter 'C'. The user experience is similar to the Z-fold.
- Multi-Panel Folds (e.g., 1/4, 1/5, 1/6 Fold): For larger initial wipes that need to fit into a very small sachet, more complex folds are used. A 1/4 fold, for example, might involve a V-fold followed by another V-fold. These more intricate folds require a more sophisticated and precisely tuned folding unit on the sachet wet wipes machine.
The choice of fold is a strategic one. A premium facial wipe, for example, might benefit from a Z-fold to give it a more luxurious feel, while a simple lens cleaning wipe might be perfectly served by a V-fold to keep production costs at a minimum.
The Impact of Folding on User Experience and Product Perception
One must not underestimate the subtle psychology at play when a consumer opens a sachet. A wipe that unfolds neatly and intuitively creates a sense of quality and thoughtful design. A wipe that is awkwardly folded, difficult to open, or tears during unfolding can create frustration and a perception of cheapness, regardless of the quality of the fabric or the formulation.
Think of the difference in experience. A Z-folded wipe presents a clean edge to be grasped, and it unfolds in a predictable sequence. A poorly executed V-fold might require the user to fumble to find the edges to pull it apart. The fold, therefore, is part of the product's "human interface." A machine that can produce a consistently neat, tight, and perfectly symmetrical fold is producing a superior product. When inspecting a machine, it is wise to request samples produced at various speeds and to scrutinize the quality and consistency of the fold.
Adjustability and Changeover: How Easily Can You Switch Products?
Market needs are not static. Today you might be producing a 15cm x 20cm wipe for cosmetic use; tomorrow, a client might request a smaller 12cm x 15cm wipe for airline meal trays. The versatility of a sachet wet wipes machine is determined by how easily and quickly it can be adjusted to produce different wipe sizes and fold types. This process is known as a "changeover."
A machine with superior design facilitates quick changeovers. Changing the wipe length might be a simple parameter adjustment on the HMI touchscreen, as the servo-driven cutter can be electronically programmed. Changing the wipe width is more mechanical. It typically involves adjusting the position of the folding plates or, in some cases, swapping out a "folding group" cassette. A machine that requires hours of intricate adjustments with specialized tools is a liability in a fast-moving market. In contrast, a machine designed with quick-release handles, calibrated setting scales, and modular components can be changed over in under an hour. When evaluating a machine, a live demonstration of a complete size changeover is an invaluable data point.
Material Compatibility: Handling Different Non-Woven Fabrics
The world of non-woven fabrics is diverse. Materials vary in thickness (measured in grams per square meter, or GSM), composition (polyester, viscose, cotton, blends), and texture. A robust sachet wet wipes machine should be able to handle a reasonable range of these materials without extensive modification.
A very thin, lightweight fabric (e.g., 35 GSM) behaves differently from a thick, plush fabric (e.g., 70 GSM). The thin fabric is more prone to wrinkling and requires delicate tension control, while the thicker fabric requires more force to fold and cut cleanly. The machine's fabric transport system, its folding geometry, and the power of its cutting system must all be designed with this variability in mind. A manufacturer should be able to provide clear specifications on the range of fabric GSM and types their machine can process effectively. Testing the machine with the specific fabrics you intend to use is a crucial step in the due diligence process. A machine that performs well with one type of material may struggle with another.
A "wet wipe" is defined by its liquid component. The application of this liquid is a process that demands scientific precision. The sachet wet wipes machine's liquid dosing system is the heart of product quality, responsible for ensuring that every single wipe delivered to the consumer has the correct level of moisture and the proper blend of active ingredients. An inconsistent or inaccurate wetting process can lead to a cascade of problems, from ineffective cleaning and dry-out to microbial contamination and product recalls. Therefore, a deep scrutiny of the machine's liquid handling capabilities is not optional.
The goal is not simply to spray some liquid onto a fabric. The goal is to achieve complete and uniform saturation throughout the folded wipe's matrix. A wipe that is wet on the outside but has dry patches on the inside is a defective product. Achieving uniformity is a challenge of fluid dynamics and material science.
The liquid must be applied in a way that allows it to wick rapidly and evenly through the layers of the folded non-woven fabric. High-quality machines often use a multi-point injection or a controlled drip-bar system. The nozzles are designed to produce a specific spray pattern—not a fine mist that could evaporate, but a direct stream or fan that penetrates the fabric. The timing is also exact. The liquid is applied to the fabric at a precise moment, just before the final cut or as the cut wipe is being transferred to the packaging station. The machine's design must ensure that the applied liquid does not splash or drip onto mechanical parts, which could cause corrosion or contamination.
Dosing Systems: Peristaltic Pumps vs. Piston Pumps
The pump is the core component of the dosing system, responsible for measuring and delivering the precise volume of liquid for each wipe. The two most common technologies used in a sachet wet wipes machine are peristaltic pumps and piston pumps.
-
Piston Pumps: A piston pump operates like a syringe. A piston retracts, drawing a specific volume of liquid into a cylinder, and then extends, pushing that liquid out to the nozzles. They are known for their high accuracy and repeatability, especially with low-viscosity (water-like) fluids. They are robust and can generate high pressure if needed. However, they have mechanical seals and moving parts (the piston and check valves) that are in direct contact with the liquid. These parts can wear over time and may be more difficult to clean, especially when changing between different formulations.
-
Peristaltic Pumps: A peristaltic pump works by a different principle. A flexible tube containing the liquid is housed within a circular pump casing. A rotor with a series of rollers or "shoes" rotates and squeezes the tube, creating a "peristalsis" effect that pushes the fluid forward. The primary advantage of this design is that the liquid never touches any mechanical parts of the pump itself; it is always contained within the tube. This makes them ideal for hygienic applications, as the tube can be easily cleaned, sterilized, or simply replaced between batches, virtually eliminating the risk of cross-contamination. They are also excellent at handling a wide range of fluid viscosities. While historically they were sometimes considered slightly less accurate than piston pumps, modern servo-controlled peristaltic systems offer exceptionally high precision.
For most wet wipe applications, especially those involving sensitive cosmetic or medical formulations, the peristaltic pump is often the superior choice due to its hygienic design and ease of cleaning.
Maintaining Formulation Integrity: Material Choices for Liquid Contact Parts
Every component that touches the liquid formulation—from the holding tank and pipes to the pump tubing and nozzles—must be made of materials that will not react with or contaminate the product. The industry standard for these "contact parts" is high-grade stainless steel, specifically Type 316L.
Why 316L? Standard stainless steel (like Type 304) is resistant to corrosion. However, many wet wipe formulations contain chlorides or other ingredients that can be aggressive. Type 316L stainless steel contains molybdenum, an element that significantly enhances its resistance to corrosion from chlorides and other chemicals (Gardner, 2005). Using a lower-grade material can lead to leaching of metallic ions into the formulation, which can destabilize the product, cause discoloration, or even present a safety issue. When inspecting a machine, it is imperative to verify that all liquid-contact parts are certified 316L stainless steel. For tubing in peristaltic pumps, materials like food-grade silicone or specialized polymers are used, chosen for their chemical inertness.
Quality Control Mechanisms for Liquid Application
How does one ensure the dosing system remains accurate over millions of cycles? Advanced sachet wet wipes machines incorporate several layers of quality control.
- Servo Control with Feedback: The pump's motor is a servo motor, which allows the PLC to command a precise number of rotations or a precise stroke length, corresponding to an exact volume. Feedback sensors confirm that the motor has executed the command correctly.
- Flow Meters: In highly critical applications, an in-line flow meter can be installed between the pump and the nozzles. This device directly measures the volume of liquid passing through and can send an alert or stop the machine if the volume deviates from the setpoint.
- No-Wipe, No-Liquid Logic: The machine's sensors can detect if a wipe is missing from the production line. The PLC is programmed to inhibit the liquid dosing for that cycle, preventing liquid from being sprayed into an empty sachet or onto machine parts.
- Level Sensors: The main formulation tank is equipped with level sensors that alert the operator when the liquid is running low, preventing the pump from running dry, which could cause damage and introduce air into the system.
A sophisticated liquid dosing system is a sign of a well-engineered machine. It demonstrates a manufacturer's commitment not just to production speed, but to the quality and safety of the final product.
Factor 4: Packaging and Sealing Integrity – The Final Touchpoint
The sachet is more than just a container; it is a miniature, self-contained environment designed to protect the wet wipe from the outside world. It must preserve the moisture of the wipe, protect it from microbial contamination, and serve as a vehicle for branding and information. The packaging station of the sachet wet wipes machine is where this protective barrier is created. The integrity of the sachet, particularly its seal, is directly responsible for the product's shelf life and its condition upon reaching the consumer. A failure in packaging renders all previous production steps worthless.
Sachet Material Selection: PE/PET, PE/AL/PET Films
The choice of packaging film is a foundational decision. The film is typically a multi-layered laminate, with each layer contributing a specific property. Common structures include:
- PET/PE (Polyethylene Terephthalate / Polyethylene): In this two-layer structure, the outer PET layer provides a high-quality surface for printing, giving the sachet a glossy, premium appearance. It also provides stiffness and strength. The inner PE layer is the sealing layer; it melts at a lower temperature and fuses to itself to create the seals. This is a common and cost-effective choice for many standard wet wipes.
- PET/AL/PE (Polyethylene Terephthalate / Aluminum / Polyethylene): This three-layer laminate includes a micro-thin layer of aluminum foil. The aluminum provides a near-perfect barrier to moisture, oxygen, and light (Robertson, 2013). This structure is essential for wipes with sensitive formulations, such as those containing alcohol (which would otherwise evaporate) or active ingredients that degrade with exposure to light or oxygen. It is the gold standard for ensuring maximum shelf life, often extending it from months to years.
The sachet wet wipes machine must be able to handle the chosen film type. The film transport system (pulling rollers) needs to grip the film securely without scratching the printed surface. The sealing system must be able to apply the correct temperature and pressure to effectively seal the specific laminate structure.
Sealing Mechanisms: Heat Sealing vs. Ultrasonic Sealing
The vast majority of sachet machines use direct heat sealing. The process involves a pair of heated metal jaws that press the film together. The heat is conducted through the film to the inner PE layer, causing it to melt and fuse. The quality of the seal depends on three interdependent parameters, often remembered by the acronym D-W-T:
- Dwell Time: The amount of time the jaws are in contact with the film.
- Temperature: The temperature of the jaws.
- Pressure: The force with which the jaws clamp the film.
A well-designed machine provides precise, independent control over all three parameters via the HMI. The temperature is controlled by a PID (Proportional-Integral-Derivative) controller for high accuracy. The pressure is adjustable, and the dwell time is a function of the machine's cycle speed.
An alternative, though less common for standard wipes, is ultrasonic sealing. This technology uses high-frequency vibrations to generate localized, instantaneous heat at the interface of the film layers, causing them to fuse. Its main advantage is that it does not apply significant heat to the product itself, which can be beneficial for heat-sensitive wipes. It can also seal through minor contamination in the seal area. However, ultrasonic systems are typically more expensive and complex than traditional heat sealers. For most applications, a properly controlled heat-sealing system is perfectly adequate and more cost-effective.
The Importance of a Hermetic Seal for Shelf Life
The goal of sealing is to create a hermetic seal—one that is completely airtight. Any microscopic channel or imperfection in the seal can become a pathway for moisture to escape or for bacteria and mold spores to enter. A "leaker" is a product that will either be dry or contaminated by the time it reaches the consumer.
The reliability of a machine's sealing station is paramount. Look for robustly built sealing jaws that maintain perfect alignment. The heating elements should be of high quality to provide even temperature distribution across the entire face of the jaw. Poorly made jaws can have "hot spots" and "cold spots," leading to inconsistent seals. The machine should also have a mechanism for detecting registration marks printed on the film, ensuring that the sealing and cutting actions are perfectly synchronized with the printed artwork on each sachet. Exploring a range of versatile wet wipes machinery can reveal different approaches to ensuring this critical seal integrity.
Printing and Coding Options: Date, Batch, and Branding
The sachet is a communication tool. Brand logos and graphics are pre-printed on the film roll by a specialized supplier. However, variable information, such as the expiration date, manufacturing date, and batch number, must be printed on each sachet in real-time by the sachet wet wipes machine. This is not just for regulatory compliance; it is essential for quality control and traceability.
| Technology |
Principle |
Print Quality |
Vitesse |
Cost per Print |
Maintenance |
| Hot Stamp Coder |
A heated metal die presses a pigmented foil onto the film, transferring the characters. |
Basic, indented characters. |
Lower speed applications. |
Very low. |
Simple; requires foil changes and die cleaning. |
| Thermal Transfer Overprinter (TTO) |
A thermal printhead heats a ribbon, transferring ink onto the film to create high-resolution text, barcodes, and graphics. |
High to very high. |
Medium to high speed. |
Moderate. |
Requires ribbon changes; printhead is a consumable. |
| Continuous Inkjet (CIJ) |
A jet of tiny, electrostatically charged ink droplets is directed onto the film to form characters. |
Good, non-contact printing. |
Very high speed. |
Low, uses bulk ink. |
More complex; requires solvent top-ups and routine cleaning. |
For a modern, professional operation in 2025, a Thermal Transfer Overprinter (TTO) represents the best balance of quality, flexibility, and cost. It can print clear, legible text, as well as barcodes and simple logos, directly onto the film as it passes through the machine. This capability adds a layer of professionalism and traceability that is increasingly expected by consumers and required by regulators.
Factor 5: Cost of Ownership and ROI – A Holistic Financial Analysis for 2025
An intelligent investment decision for a piece of capital equipment like a sachet wet wipes machine extends far beyond the number on the price tag. The initial purchase price is merely the entry fee. The true cost of the machine unfolds over its entire operational lifespan. A seemingly cheaper machine can become a financial burden through high operational costs, frequent downtime, and poor support. A comprehensive Return on Investment (ROI) analysis requires a shift in perspective from "What does it cost to buy?" to "What does it cost to own and operate?"
Beyond the Initial Price Tag: Installation, Training, and Shipping
The full landed cost of the machine is the first step in this broader analysis. This includes:
- Shipping and Logistics: For international purchases, this involves freight costs, insurance, customs duties, and import taxes. These can add a substantial percentage to the factory price and vary significantly depending on the destination country (e.g., navigating the port logistics in South America versus the Middle East).
- Installation and Commissioning: Most reputable manufacturers offer the services of a technician to oversee the installation and commissioning of the machine. While this service has a cost, it is an invaluable investment. A factory-trained technician ensures the machine is set up correctly, calibrated for your specific products, and running at optimal efficiency from day one.
- Operator Training: A machine is only as good as the people who run it. Proper training for your operators and maintenance staff is not a luxury; it is essential for maximizing uptime and minimizing errors. The cost of this training, whether conducted at your site or the manufacturer's facility, must be factored into the initial investment.
Calculating Operational Costs: Power, Labor, and Consumables
Once the machine is running, it begins to incur operational costs (OpEx). A thorough ROI calculation must account for these recurring expenses.
- Power Consumption: The machine's motors, heaters, and control systems consume electricity. The manufacturer should provide a clear specification for the machine's power rating (in kW). You can then calculate the monthly energy cost based on your local industrial electricity rates. A machine with more energy-efficient motors and better-insulated heaters will have a lower long-term cost.
- Compressed Air: Most sachet wet wipes machines use pneumatic actuators for various small movements. These require a supply of clean, dry compressed air. The cost of running an air compressor to meet the machine's demand (measured in liters per minute or CFM) is a direct operational cost.
- Labor: How many operators are required to run the line? A well-automated machine might require only one operator to load raw materials and oversee its function. A less automated or more temperamental machine might require more hands-on attention, increasing labor costs.
- Consumables: These are the raw materials—non-woven fabric, liquid formulation, and packaging film. While not a cost of the machine itself, the machine's efficiency directly impacts consumable waste. A machine with poor tension control or inconsistent sealing will produce more scrap, directly eating into profit margins.
Maintenance Schedules and Spare Parts Availability: A Look at Long-Term Viability
Every machine requires maintenance. The question is how much, how often, and at what cost. A manufacturer should provide a recommended preventive maintenance schedule. This includes routine tasks like cleaning, lubrication, and inspection.
More importantly, one must consider the cost and availability of spare parts.
- Wear Parts: Certain components, by their nature, wear out and require periodic replacement. These include cutting blades, sealing jaw heaters, peristaltic pump tubes, and belts. The manufacturer should provide a list of these parts and their expected service life and cost.
- Critical Spares: For critical components that could shut down the entire line if they fail (e.g., a main drive motor or a PLC module), it is wise to keep a spare on-site. The cost of this spare parts inventory is part of the investment.
- After-Sales Support: What happens when a problem arises that your team cannot solve? The manufacturer's after-sales support is a lifeline. Do they offer remote diagnostic support via an internet connection to the machine? How quickly can they dispatch a technician to your region? Is support available in your local language? For buyers in regions like Russia or South Africa, the logistical ability of the manufacturer to provide timely support is a major consideration.
Case Study: ROI Analysis for a Mid-Sized Operation in the Middle East
Let's imagine a startup in Dubai aiming to supply premium, alcohol-free cosmetic wipes to hotels. They are choosing between two sachet wet wipes machines.
- Machine A: Lower initial cost ($80,000). It is a basic model with less automation and uses a hot stamp coder. Its OEE is estimated at 70%.
- Machine B: Higher initial cost ($120,000). It is a more advanced, servo-driven model from a reputable manufacturer, featuring a TTO printer and remote diagnostics. Its OEE is conservatively estimated at 85%.
The business plan requires producing 2,000,000 sachets per month. Each sachet generates a net profit of $0.01 after accounting for consumables.
Machine A Analysis:
- Required PPM = 2,000,000 / (25 days * 8 hours * 60 mins * 70% OEE) = 238 PPM. This speed might be at the machine's absolute limit, causing stress and frequent downtime.
- Let's assume it can only reliably produce 1.5M sachets/month.
- Monthly Profit = 1,500,000 * $0.01 = $15,000.
- Time to recover initial cost = $80,000 / $15,000/month ≈ 5.3 months (not including other costs).
Machine B Analysis:
- Required PPM = 2,000,000 / (25 days * 8 hours * 60 mins * 85% OEE) = 196 PPM. This is well within the comfortable operating range of the machine.
- Monthly Profit = 2,000,000 * $0.01 = $20,000.
- Time to recover initial cost = $120,000 / $20,000/month = 6.0 months (not including other costs).
While Machine B takes slightly longer to pay back its initial cost, it generates $5,000 more profit each month. Over a year, that's an additional $60,000 in profit. Furthermore, its higher reliability, better print quality (TTO), and superior support reduce the risk of costly downtime and product recalls. This simple analysis shows that the more expensive machine offers a far superior long-term ROI. When seeking out equipment, exploring a comprehensive portfolio of single-pouch wet wipes production lines allows for a more nuanced comparison based on features that drive long-term value, not just initial price.
Navigating the Global Landscape: Regional Considerations for Machine Acquisition
A sachet wet wipes machine does not operate in a vacuum. It is a piece of industrial hardware that must function effectively within a specific economic, logistical, and environmental context. A machine that is perfectly suited for a factory in Germany may face unexpected challenges in the high humidity of Southeast Asia or the vast logistical distances of Russia. A prudent buyer must therefore apply a "regional filter" to their evaluation, considering the unique characteristics of their operating environment.
South America: Economic Fluctuations and Import Logistics
Markets in South America can be characterized by their dynamism, but also by potential economic volatility and complex import regulations.
- Financial Prudence: Currency fluctuations can impact the cost of an imported machine and the price of spare parts. This reality may favor a machine with a lower initial investment and a reliance on locally sourceable components where possible. A flexible, single-lane machine that can cater to various smaller clients might be a more resilient business model than a high-capacity line dependent on a single large contract.
- Logistical Robustness: Port clearance and inland transportation can be challenging. It is vital to partner with a machine manufacturer who has experience shipping to the region and can provide thorough documentation to facilitate a smooth customs process. The availability of local or regional technical support is a significant advantage, as flying in a technician from Asia or Europe can be both costly and time-consuming.
Russia & CIS: Robustness and Cold-Weather Operation
The vast geographical expanse and demanding climate of Russia and the Commonwealth of Independent States (CIS) place a premium on machine durability.
- Mechanical Durability: The machine should be of robust construction, with a heavy-duty frame and high-quality components. Simplicity in design can be a virtue, as overly complex systems may be more difficult to service in remote locations.
- Climate Considerations: For factories in regions with harsh winters, the machine's operating temperature range is a relevant specification. Electronic components and lubricants must be rated to perform reliably in potentially cold startup conditions. The manufacturer's ability to provide remote diagnostics via an internet connection can be incredibly valuable, potentially saving a long and expensive service visit for a minor issue.
Southeast Asia: High Humidity and Diverse Consumer Needs
The hot and humid climate of many Southeast Asian countries presents a unique set of technical challenges.
- Corrosion Resistance: High humidity accelerates corrosion. A machine destined for this region must have excellent protection for all its components. This means high-grade stainless steel construction (like 316L for contact parts and 304 for frames and panels), and sealed electrical cabinets with proper ventilation or cooling to protect the sensitive PLC and servo drives from moisture.
- Market Agility: The consumer markets in this region are vibrant, diverse, and fast-changing. A machine with excellent flexibility is a major asset. The ability to quickly change over between different wipe sizes, formulations, and sachet designs allows a business to respond rapidly to new trends, such as the sudden popularity of a new cosmetic ingredient or a demand for antibacterial wipes during a health scare.
The Middle East: Demand for Premium and Specialized Wipes
Markets in the Middle East, particularly in the Gulf Cooperation Council (GCC) countries, often show strong demand for premium and high-quality products.
- Aesthetics and Quality: Production quality is paramount. The sachet wet wipes machine must be capable of producing a flawlessly packaged product. This means perfect sealing, high-resolution date coding (favoring TTO or CIJ printers), and precise folding. Any visual imperfection can lead to product rejection in a market that values luxury and quality.
- Specialized Formulations: There may be strong demand for specialized products, such as alcohol-free perfume wipes, oud-scented wipes, or wipes with specific skin-soothing ingredients. The machine's liquid handling system must be able to manage these potentially more viscous or complex formulations, and its hygienic design (e.g., peristaltic pumps, 316L steel) is non-negotiable.
South Africa: Balancing Cost-Effectiveness with Quality Standards
As a major economic hub on the continent, South Africa presents a market where both value and quality are key purchasing drivers.
- Cost of Ownership: While the initial investment is a consideration, the total cost of ownership is even more significant. A reliable, efficient machine that minimizes waste and downtime will be more profitable in the long run. Buyers should seek manufacturers who can provide a clear breakdown of operational costs and a strong ROI case.
- Reliable Support: Given the geographical distance from major machine manufacturing centers in Asia and Europe, the quality and accessibility of after-sales support are critically important. A manufacturer with a local or regional agent who stocks spare parts and has trained technicians can provide a significant competitive advantage by ensuring machine uptime.
By thoughtfully considering these regional factors, a buyer can select a sachet wet wipes machine that is not just technically sound, but also strategically aligned with the realities of their specific place in the world.
Foire aux questions (FAQ)
What is the typical power consumption of a sachet wet wipes machine?
The power consumption varies significantly based on the machine's size, speed, and features. A small, single-lane machine might consume around 3-5 kW, while a large, high-speed multi-lane machine could require 10-15 kW or more. The largest power draws are typically the motors and the heaters for the sealing jaws. Always refer to the manufacturer's technical specifications for the exact power rating and ensure your facility can provide the required voltage and phase (e.g., 380V, 3-Phase).
How much factory floor space is needed for a machine?
A single-lane sachet wet wipes machine is relatively compact, often requiring a footprint of approximately 4 meters in length by 1.5 meters in width. However, you must also account for space around the machine for operator access, maintenance, and staging of raw materials (fabric rolls, film rolls, liquid tanks). A complete production line, including the machine, a liquid mixing tank, and space for finished product, might require a dedicated area of at least 20-30 square meters. Multi-lane machines are significantly larger and require more space.
What kind of training is required to operate the machine?
Modern machines with user-friendly HMI touchscreens are designed to be relatively easy to operate for day-to-day production. A trained operator should be able to start/stop the machine, load materials, and make minor adjustments. However, more in-depth training is essential for maintenance staff and line supervisors. This training, usually provided by the manufacturer, covers machine setup, product changeovers, troubleshooting, and preventive maintenance procedures.
Can one sachet wet wipes machine produce different wipe and sachet sizes?
Yes, a key feature of a versatile machine is its ability to be adjusted for different product dimensions. The wipe length can usually be changed easily via the HMI. Changing the wipe width and sachet width is a more mechanical process that involves adjusting the folding unit and the sachet-forming parts. The range of possible sizes is a critical specification to check. A machine might be adjustable for wipe lengths from 100mm to 200mm and widths from 100mm to 180mm, for example.
What is the average lifespan of a sachet wet wipes machine?
With proper preventive maintenance and the periodic replacement of wear parts, a well-built machine from a reputable manufacturer should have an operational lifespan of 10 to 15 years, or even longer. The frame, core drive systems, and control electronics are designed for longevity. The lifespan is less about the machine "wearing out" and more about it being superseded by newer, more efficient technology.
How do I choose the right non-woven fabric for my wipes?
The choice depends on your product's application and target cost. Spunlace fabric is common for personal care wipes due to its softness and strength. The composition (e.g., a blend of polyester for strength and viscose for absorbency) and thickness (GSM) are key variables. It is highly recommended to test your desired fabric on the machine you intend to purchase to ensure compatibility.
What are the most common maintenance issues to expect?
The most common issues are related to wear parts. Cutting blades will become dull over time and need replacement to ensure a clean cut. The heating elements or thermocouples in the sealing jaws can fail and need to be replaced. Peristaltic pump tubing has a finite life and must be replaced periodically. Keeping a stock of these essential, low-cost spare parts is the key to minimizing unplanned downtime.
Conclusion
The acquisition of a sachet wet wipes machine is a significant strategic step for any business in the hygiene products sector. As we have explored, the path to a wise decision does not lie in a simple comparison of price or top speed. It demands a more profound, empathetic mode of inquiry—one that considers the intricate mechanics of the machine, the specific character of the target market, the subtle psychology of the end-user, and the long-term financial realities of ownership.
The five core factors—production capacity, folding technology, liquid dosing precision, packaging integrity, and total cost of ownership—serve as a structured framework for this inquiry. Each factor opens a window into a different aspect of the machine's performance and its potential to generate value. By moving through this analysis, from the raw calculation of required PPM to the nuanced consideration of regional logistics, a prospective buyer transforms from a mere shopper into a well-informed investor. The ideal machine is not the fastest or the cheapest; it is the one that aligns most harmoniously with your specific business plan, creating a foundation for sustainable growth, product quality, and lasting profitability in the dynamic global market of 2025.
Références
Chapman, J. (2021). Nonwovens: A global perspective. INDA, Association of the Nonwoven Fabrics Industry.
Gardner, F. (2005). Corrosion of stainless steels. ASM International.
Robertson, G. L. (2013). Food packaging: Principles and practice (3rd ed.). CRC Press. https://doi.org/10.1201/b13298
Yundu. (2025, May 12). How wet wipes are made: Process, machinery, and principles. Yundu Filling Machine. https://yundufillingmachine.com/how-wet-wipes-are-made-process-machinery/
Yundu. (2025, June 5). How are wet wipes made? Industrial wet wipes manufacturing & machinery. Yundu Filling Machine. https://yundufillingmachine.com/wet-wipes-manufacturing-process-machinery/
DiaperMachines. (2023, November 13). A comprehensive guide – Wet wipes machine. Diaper Machines. https://www.diapermachines.com/2023/11/13/a-comprehensive-guide-wet-wipes-machine/
DiaperMachines. (2023, December 25). The production process of wet wipes in this industry. Diaper Machines. https://www.diapermachines.com/2023/12/25/the-production-process-of-wet-wipes-in-this-industry/
Wet Wipe Factory. (2024, July 20). Wet wipes classification & process introduction. WetWipeFactory.com.
Nov 5, 2025 | Nouvelles

Abstract
An investment in a tissue wet wipes machine represents a significant strategic decision for any enterprise operating within the fast-moving consumer goods sector. This document provides a comprehensive examination of the critical factors that prospective buyers must evaluate to ensure a successful acquisition and long-term operational viability. The analysis moves beyond superficial specifications to explore the nuanced interplay between production capacity, material versatility, mechanical precision, and automation. It investigates the core processes of a wet wipes production line, from the handling of non-woven substrates to the complexities of folding, liquid application, and final packaging. By framing the selection process through seven distinct yet interconnected factors, this guide aims to equip business leaders, particularly in emerging markets like South America, Russia, and the Middle East, with the analytical tools necessary to assess machinery not merely on its initial price but on its total cost of ownership and potential return on investment, thereby aligning capital expenditure with sustainable profitability and market competitiveness.
Principaux enseignements
- Evaluate production speed against your specific market growth projections.
- Select machinery compatible with diverse non-woven materials for future flexibility.
- Understand how different folding types impact the end-user experience and packaging.
- Prioritize a tissue wet wipes machine with precise liquid control for consistent product quality.
- Balance automation levels with local labor costs to optimize operational efficiency.
- Assess the machine's integrated packaging capabilities to ensure product integrity.
- Calculate the total cost of ownership, not just the purchase price, for accurate ROI.
Table des matières
A Foundational Examination of Wet Wipes Production
Embarking on the production of wet wipes requires a deep appreciation for the machinery that transforms raw materials into the finished goods consumers use daily. A tissue wet wipes machine is not a single, monolithic entity; it is more accurately conceptualized as a sophisticated, integrated production line. Each module within this line performs a specific, sequential function, and the harmony between these modules dictates the efficiency of the entire operation and the quality of the final product. Understanding this sequence is the first step for any prospective investor.
The process begins with the unwinding of a large parent roll of non-woven fabric. This fabric is the skeleton of the wipe. The machine then guides this continuous sheet through a series of rollers and tension controls, a seemingly simple step that is paramount for preventing tears and ensuring uniformity. Next, the fabric enters the folding unit, a marvel of mechanical engineering that pleats the fabric into the familiar Z-fold or C-fold stacks. Simultaneously or immediately after, the liquid application system saturates the folded wipes with a carefully formulated solution. The now-moistened stack is cut to the desired length and width before being transferred to the packaging unit. Here, the wipes are inserted into flexible packaging or canisters, sealed to maintain moisture, and prepared for shipment. Each of these stages—unwinding, folding, wetting, cutting, and packaging—must be perfectly synchronized. A failure in one stage creates a bottleneck or defect that reverberates through the entire line (Yundu Filling Machine, 2025).
Factor 1: Production Capacity and Speed – Aligning Output with Market Demand
The first question any potential investor must grapple with concerns scale. How many wipes do you need to produce, and how quickly? The production speed of a tissue wet wipes machine, typically measured in pieces per minute (pcs/min) or packs per minute, is arguably its most prominent specification. However, selecting a speed is not a simple matter of choosing the biggest number. It demands a thoughtful and honest projection of your market demand, not just for today but for the foreseeable future.
Defining Production Speed and Its Implications
Let's consider what these numbers truly mean. A machine rated at 400-800 pcs/min might be ideal for a new market entrant or a company serving a niche segment. It allows for controlled growth without an exorbitant initial capital outlay. In contrast, a high-capacity line running at 2000-3000 pcs/min or more is suited for an established brand with significant market share or a business acting as an original equipment manufacturer (OEM) for large retailers.
The choice has profound consequences. A machine with excessive capacity for your needs will sit idle, depreciating in value while failing to generate revenue to cover its cost. Its high energy consumption and maintenance requirements become a financial drain. Conversely, a machine with insufficient capacity creates a different set of problems. You may be unable to fulfill large orders, lose contracts to competitors, and miss out on the economies of scale that lower your cost per unit. The frustration of having demand you cannot meet is a difficult position for any growing business.
How to Forecast Your Demand Accurately
Forecasting is both an art and a science. It begins with rigorous market research. For businesses in South America or Southeast Asia, this means analyzing population growth, disposable income trends, and cultural attitudes toward hygiene products. Are you targeting the baby care segment, the cosmetics market, or the household cleaning niche? Each has a different growth trajectory.
A practical exercise is to build a three-tiered forecast:
- Conservative Estimate: Based on secured contracts and a modest market penetration rate.
- Moderate Estimate: Based on your marketing plan's targets and expected growth.
- Aggressive Estimate: An optimistic scenario assuming high market acceptance and competitive wins.
Your ideal machine capacity should comfortably meet your moderate estimate while having the potential to stretch toward your aggressive estimate, perhaps by running extra shifts. It should not be so large that it is unprofitable under your conservative scenario.
Production Speed Tiers and Typical Applications
| Speed Tier |
Wipes per Minute (pcs/min) |
Packs per Minute (Approx.) |
Ideal Business Profile |
Strategic Considerations |
| Entry-Level |
300 – 800 |
30 – 80 |
Startups, niche markets, R&D |
Lower initial investment, flexible for small batches. |
| Mid-Range |
800 – 2000 |
80 – 200 |
Growing businesses, regional brands |
Balances capacity with investment, good for scaling. |
| High-Capacity |
2000 – 4000+ |
200 – 400+ |
National brands, OEM suppliers |
High capital cost, requires consistent high-volume demand. |
Factor 2: Material Compatibility and Versatility – Preparing for Future Product Diversification
The wipe itself is a composite of a fabric substrate and a liquid solution. The tissue wet wipes machine you choose must be able to handle the specific materials you intend to use, and ideally, those you might use in the future. A lack of versatility in material handling can severely limit your ability to innovate and adapt to changing consumer preferences.
Understanding Non-Woven Fabrics
Wet wipes are not made from traditional paper or woven cloth. They are constructed from non-woven fabrics, which are sheets of fibers bonded together mechanically, chemically, or thermally. The type of non-woven fabric determines the wipe's softness, strength, absorbency, and cost.
Think of it like choosing the right kind of paper for a book. A glossy, heavy stock feels premium, while a thin, porous paper is economical. Similarly, different non-wovens serve different purposes:
- Spunlace: This is the most common material for personal care wipes. It is created by entangling fibers with high-pressure water jets, resulting in a soft, strong, and cloth-like feel. It is excellent for baby wipes and cosmetic removers.
- Airlaid: This material is known for its exceptional absorbency, making it a prime choice for industrial or cleaning wipes where spill absorption is key. It has a fluffier, paper-like texture.
- Spunbond: Produced by spinning and then bonding filaments, spunbond fabrics are strong and cost-effective but often less soft than spunlace. They are frequently used in medical or protective applications.
Your machine's unwinding, tensioning, and cutting systems must be calibrated to handle the specific characteristics of your chosen fabric. A system designed for robust spunbond might tear a delicate, low-GSM spunlace fabric.
The Importance of Grams per Square Meter (GSM)
GSM is a measure of the fabric's density or weight. A higher GSM generally means a thicker, plusher, and more durable wipe. A baby wipe might be 45-60 GSM, while a heavy-duty cleaning wipe could be 70 GSM or higher. Your machine must have adjustable settings to accommodate a range of GSMs. If it can only handle a narrow range, you are locked into a specific product quality tier. Ask potential suppliers about the machine's tested GSM range.
Future-Proofing: Can the Machine Handle Biodegradable Materials?
As environmental consciousness grows globally, so does the demand for sustainable products. Materials like viscose, bamboo, and polylactic acid (PLA) are becoming popular alternatives to traditional polypropylene (PP) and polyethylene (PE) fibers. These biodegradable materials often have different physical properties—they might be less strong or more prone to stretching.
A forward-thinking investment is a tissue wet wipes machine that has been tested with or can be easily adapted for these eco-friendly substrates. This versatility ensures that as consumer demand shifts toward greener products, your manufacturing capabilities can shift with it, providing a significant competitive advantage.
Factor 3: Folding and Stacking Mechanisms – The Heart of Product Presentation
How a wipe is folded and presented to the user is a critical, though often overlooked, aspect of product design. The folding mechanism is the mechanical heart of the tissue wet wipes machine. Its precision and reliability directly affect the consumer's experience and the efficiency of the packaging process. A poorly folded wipe can frustrate the user and cause jams on the production line.
Common Folding Types: Z-fold, C-fold, and Interfold
Imagine pulling a single wipe from a pack. Does another one pop up, ready for use? Or do you have to dig for the next one? This experience is dictated by the fold.
- Z-Fold: In this configuration, each wipe is folded in a "Z" shape and interleaved with the next one. When you pull one wipe, it partially pulls out the next, creating the classic "pop-up" feature. This is highly convenient for single-handed use, making it the standard for baby wipes.
- C-Fold: Each wipe is simply folded in half, like a "C". The wipes are stacked on top of each other but are not interlinked. This is a non-pop-up presentation. The user must reach into the pack to grab the next wipe. It is simpler mechanically but less convenient for the end-user.
- Interfold: This is a variation of the Z-fold, where the wipes are intertwined in a way that ensures reliable dispensing one at a time. The precision required for a good interfold is a key indicator of a machine's quality.
The choice of fold type is a strategic one. A Z-fold adds perceived value and convenience, while a C-fold might be sufficient for a budget product. A high-quality machine should offer the ability to produce a perfect, consistent Z-fold or even allow for changing between fold types with some adjustments.
Pop-up vs. Non-Pop-up Dispensing
The distinction between pop-up and non-pop-up is fundamental. Pop-up dispensing, enabled by interfolding, is the gold standard for convenience. However, it requires a more complex and precise folding head on the machine. Non-pop-up stacks are easier to produce but can lead to users pulling out multiple wipes at once, causing waste and frustration. For markets where convenience is a major selling point, investing in a machine with reliable pop-up folding capability is paramount.
Folding and Stacking Type Comparison
| Fonctionnalité |
Z-Fold (Interfold) |
C-Fold (Non-Interfold) |
| Dispensing |
Pop-up, one-at-a-time |
Non-pop-up, manual separation |
| User Convenience |
High (ideal for single-handed use) |
Moderate (requires two hands) |
| Mechanical Complexity |
High (requires precise interleaving) |
Low (simple stacking) |
| Common Application |
Baby wipes, facial wipes |
Some disinfectant wipes, budget products |
| Waste Potential |
Low (dispenses one wipe) |
Higher (risk of pulling multiple wipes) |
Stacking Precision and its Impact on Packaging
After folding, the continuous sheet is cut into individual stacks of a predetermined count—for example, 80 wipes per stack. The machine's stacking unit must create neat, uniform stacks. If the stack is crooked or uneven, it will not fit properly into the packaging. This can cause the packaging machine to jam, leading to costly downtime and wasted materials. A precise stacking mechanism, often controlled by servo motors, is a hallmark of a superior machine de fabrication de lingettes humides. It ensures that each stack is a perfect cuboid, ready for seamless insertion into the final package.
Factor 4: Liquid Application and Control Systems – Ensuring Consistency and Quality
The "wet" in "wet wipes" is the liquid solution that performs the cleaning, moisturizing, or disinfecting function. The application of this liquid is a delicate process. Too little liquid results in a dry, ineffective wipe. Too much liquid leads to a soggy, dripping mess and increases costs. The liquid application system of a tissue wet wipes machine is therefore central to product quality and profitability.
Spraying vs. Dripping Systems: A Comparative Analysis
There are two primary methods for applying the solution to the non-woven fabric:
- Spraying Systems: These use a series of nozzles to spray a fine mist of liquid onto the fabric as it passes by. High-quality systems use multiple spray bars on both the top and bottom of the fabric to ensure even coverage. The advantage of spraying is its ability to provide a very uniform application and to be finely controlled. The amount of liquid can be adjusted precisely by changing the pressure and the duration of the spray.
- Dripping or Soaking Systems: In these systems, the folded and cut stacks of wipes are passed through a bath or under a "waterfall" of liquid. This method ensures thorough saturation but can be harder to control. It can sometimes lead to wipes at the bottom of the stack being much wetter than those at the top. It is a simpler, often less expensive technology, but may lack the precision of a modern spraying system.
For most personal care applications, a sophisticated spraying system is preferable. It allows for precise control over the liquid-to-fabric ratio, which is a key quality parameter.
Uniform saturation is the goal. A consumer should not be able to tell the difference between the first wipe and the last wipe in a pack. A good machine achieves this through several mechanisms. As mentioned, multiple spray bars are one method. Another is the use of squeeze rollers. After the liquid is applied, the fabric passes through a pair of rollers that gently squeeze it, helping to distribute the liquid evenly throughout the fibers and remove any gross excess. The pressure of these rollers must be adjustable to suit different fabric types and GSMs.
Wet wipe solutions can range from water-thin liquids to more viscous lotions. The machine's liquid system—including the pumps, pipes, and nozzles—must be able to handle the viscosity of your specific formulation without clogging. If you plan to produce different types of wipes (e.g., a water-based baby wipe and a lotion-based makeup remover wipe), the system should be easy to clean and purge between production runs to prevent cross-contamination. This is known as Clean-in-Place (CIP) capability. A machine with a robust, easy-to-clean liquid system provides the flexibility to diversify your product line without major hardware changes.
Factor 5: Level of Automation and Integration – Balancing Labor Costs with Capital Investment
A modern tissue wet wipes machine is a testament to the power of automation. The decision of how much automation to invest in is a strategic calculation that balances the cost of labor against the cost of technology. In regions with high labor costs, full automation is often a straightforward choice. In markets like South Africa or parts of Southeast Asia, where labor may be more affordable, the calculation is more nuanced.
Semi-Automatic vs. Fully Automatic Lines
Let’s clarify the terms. A fully automatic production line is a seamless, integrated system. The raw fabric is loaded at one end, and sealed, ready-to-ship packs of wet wipes emerge from the other. The transfer of materials between stages—from folding to cutting to packaging—is handled by robotic arms and conveyors without human intervention. This minimizes labor, reduces the risk of contamination, and maximizes throughput (Diaper Machines, 2023).
A semi-automatic line, by contrast, involves one or more manual steps. For example, a machine might fold, wet, and cut the wipes into stacks, but a human operator would then have to manually move those stacks to a separate packaging machine. While the initial investment for a semi-automatic line is lower, it introduces higher long-term labor costs and can become a bottleneck as production scales up.
The choice depends on your business model. For a small-scale operation, a semi-automatic line can be a sensible starting point. However, for any business with ambitions of growth, investing in one of the available fully automatic wet wipes production lines is almost always the wiser long-term decision. The gains in efficiency, consistency, and hygiene typically outweigh the higher initial cost over the lifetime of the machine.
The Role of PLC, HMI, and Servo Motors
Understanding the components that drive automation can help you evaluate a machine's sophistication.
- PLC (Programmable Logic Controller): Think of the PLC as the machine's brain. It is an industrial computer that controls and synchronizes all the machine's functions—the timing of the cutter, the speed of the rollers, the action of the packaging unit. A machine with a reputable PLC brand (like Siemens, Mitsubishi, or Allen-Bradley) is generally a sign of quality and reliability.
- HMI (Human-Machine Interface): This is the machine's face—typically a touchscreen panel. The HMI is where the operator inputs commands, sets parameters (like wipe count and pack size), and monitors the machine's status. An intuitive, user-friendly HMI in the local language is vital. It reduces training time and minimizes the risk of operator error.
- Servo Motors: If the PLC is the brain, servo motors are the precise, powerful muscles. Unlike standard motors, servos can be controlled with extreme precision in terms of position, speed, and torque. They are used for critical actions like cutting the wipes to an exact length, precisely placing a stack, or accurately applying a plastic lid. A machine that uses servo motors for key functions will be more accurate, faster, and more reliable than one that uses older mechanical or pneumatic systems.
Integrating with Upstream and Downstream Equipment
A tissue wet wipes machine does not operate in a vacuum. Consider how it will connect to other parts of your factory. Upstream, you might have a water purification system that feeds your liquid solution. Downstream, you might have a case packer that automatically puts the finished packs into shipping boxes, and a palletizer that stacks those boxes onto pallets. A truly "smart" machine will have the communication protocols (like Ethernet/IP or Profinet) to integrate seamlessly with this ancillary equipment, creating a fully automated "end-to-end" production process.
Factor 6: Packaging and Sealing Capabilities – The Final Touchpoint with the Consumer
The package is more than just a container; it is your product's first impression on the shelf and its primary defense against drying out. The packaging module of a tissue wet wipes machine is therefore just as important as the wipe-making section. An integrated machine that handles both wipe production and packaging in a single line offers the best efficiency and control.
Types of Packaging: Flow-wrap, Canister, and Lid Application
The most common packaging format for wet wipes is the flexible flow-wrap pack. The machine forms a tube of film around the stack of wipes, seals it at both ends, and creates a longitudinal seal along the back. A die-cutter then creates an opening on the top, and a resealable label or a rigid plastic lid is applied over it.
Alternatively, some wipes, particularly for household cleaning, are packaged in rigid plastic canisters. This requires a different type of machine that rolls the continuous sheet of wipes and inserts the roll into a pre-made canister.
A versatile machine will have its packaging section designed in a modular way. It might primarily be a flow-wrapper, but with the option to add a separate lid-applying robot. The ability to apply both simple resealable labels and more premium rigid lids gives you flexibility in your product positioning.
Sealing Integrity: Preventing Leaks and Contamination
The quality of the seal is non-negotiable. A weak or incomplete seal will allow the liquid solution to evaporate, rendering the wipes useless, and can permit bacteria to enter the pack. High-quality machines use precise temperature and pressure controls on their sealing jaws to create strong, consistent seals every time. Advanced systems even incorporate inspection cameras that can detect a faulty seal and automatically reject the defective pack from the line. When evaluating a machine, pay close attention to the design of the sealing unit. It is a direct reflection of the manufacturer's commitment to quality.
Date Coding and Lot Tracking Integration
For product safety and regulatory compliance, every pack of wipes must be marked with a production date, an expiry date, and a lot or batch number. This is usually done with a small inkjet or thermal transfer printer that is integrated into the packaging line. This traceability is essential. In the unlikely event of a product recall, the lot number allows you to identify and isolate only the affected batches, saving your company from a much larger and more costly recall. Ensure that the machine you choose can easily integrate a reliable date coding system.
Factor 7: Calculating Total Cost of Ownership (TCO) and Return on Investment (ROI)
The price tag on a tissue wet wipes machine is only one part of its true cost. A savvy investor looks beyond the initial purchase price to calculate the Total Cost of Ownership (TCO). This holistic view is necessary to accurately project your Return on Investment (ROI) and make a financially sound decision.
Beyond the Sticker Price: Installation, Training, and Maintenance
The purchase price is the beginning, not the end, of your investment. Consider these additional costs:
- Shipping and Installation: The cost of transporting a large industrial machine to your facility and having it professionally installed and commissioned by the manufacturer's technicians.
- Training: Your operators and maintenance staff will need to be trained to use and care for the new equipment. A good supplier will include comprehensive training as part of the package.
- Spare Parts: Machines have wearable parts that will need to be replaced over time. A prudent buyer will purchase a recommended spare parts package along with the machine to minimize future downtime.
- Maintenance: Regular preventive maintenance is key to a long and productive machine life. This involves costs for lubricants, cleaning supplies, and technician time.
Calculating Operational Costs: Power, Labor, Consumables
Once the machine is running, it will incur ongoing operational costs.
- Power Consumption: A large, high-speed machine can be a significant consumer of electricity. Request the machine's power rating (in kW) from the supplier to estimate your monthly energy bill.
- Labor: Even a fully automatic line requires operators to oversee the process, load raw materials, and handle finished goods. Calculate the number of operators needed per shift and their associated wages.
- Raw Materials: This is your largest ongoing cost. It includes the non-woven fabric, the packaging film, and the liquid solution. Even a small percentage of waste due to machine inefficiency can add up to a substantial financial loss over a year. A reliable, efficient machine minimizes this waste.
A Framework for Projecting ROI
Calculating ROI helps you justify the investment. A simplified formula is:
ROI (%) = ( (Net Profit from Wipes – Total Investment) / Total Investment ) * 100
To project your net profit, you need to estimate your revenue (number of packs sold x price per pack) and subtract all your operational costs (materials, labor, energy, etc.). The "Total Investment" is the TCO we discussed above.
Let’s imagine a thought experiment. Machine A costs $300,000. Machine B, a more efficient model with better automation, costs $450,000. Machine A requires three operators per shift, while Machine B requires only one. Machine A has a material waste rate of 3%, while Machine B's is 1%. Over a five-year period, the savings in labor and reduced material waste from Machine B could easily surpass the initial $150,000 price difference, resulting in a higher long-term ROI. When exploring various wet wipe machine options, it is this long-term thinking that separates successful enterprises from those that struggle.
Foire aux questions (FAQ)
What is the average lifespan of a tissue wet wipes machine? With proper maintenance and care, a well-built tissue wet wipes machine from a reputable manufacturer can have a productive lifespan of 15 to 20 years or even longer. The key is consistent preventive maintenance and the timely replacement of wearable parts like blades, belts, and bearings.
How much factory space do I need for a full production line? This varies greatly depending on the machine's configuration and speed. A complete, fully automatic line, including space for raw material storage and finished goods, can require anywhere from 150 to 400 square meters (approximately 1600 to 4300 square feet). Always request a detailed layout drawing from the manufacturer.
Can one machine produce different sizes of wet wipes? Yes, most modern machines are designed with a degree of flexibility. You can typically adjust the wipe's length and the number of wipes per stack via the HMI. Changing the wipe's width, however, usually requires a more significant mechanical changeover, such as swapping out the folding unit or slitting blades.
What are the main maintenance requirements? Daily maintenance includes cleaning the machine, especially the liquid application and sealing systems. Weekly tasks might involve lubricating moving parts and inspecting blades for sharpness. Monthly and annual checks are more thorough and may involve inspecting electrical components and motors. The manufacturer will provide a detailed maintenance schedule.
How does the electrical supply in my region affect machine choice? This is a vital consideration. You must ensure the machine's electrical specifications (voltage, phase, and frequency) match your local power supply. For example, a machine built for Europe's 400V/50Hz supply will not work correctly on North America's 480V/60Hz supply without modification. Inform the manufacturer of your region's electrical standards at the beginning of the purchasing process.
What is the difference between a baby wipe machine and a disinfectant wipe machine? While the basic principles are similar, there are key differences. Disinfectant wipe machines often require more robust materials for the machine itself (like higher-grade stainless steel) to resist corrosive cleaning solutions. The liquid application system may also be more specialized to handle alcohol-based or more aggressive chemical formulations.
Conclusion
Choosing the right tissue wet wipes machine is a complex but manageable process when approached with diligence and a clear strategic framework. It is an exercise that extends far beyond a simple comparison of price and speed. It requires a deep, empathetic understanding of your target market, a realistic forecast of your business growth, and a commitment to quality that touches every aspect of the machine's design—from its material handling and folding precision to its automation and sealing integrity. By carefully evaluating these seven critical factors, you transform a daunting capital expenditure into a calculated, strategic investment. You are not merely buying a piece of equipment; you are acquiring the engine for your company's growth, a tool that will enable you to deliver consistent, high-quality products to consumers and secure a profitable, long-term position in a competitive global market.
Références
Clean-Wipe. (2025). How wet wipes are made | Complete guide. Clean-Wipe.com. https://clean-wipe.com/how-wet-wipes-are-made.html
Diaper Machines. (2023, November 13). A comprehensive guide – Wet wipes machine. https://www.diapermachines.com/2023/11/13/a-comprehensive-guide-wet-wipes-machine/
Diaper Machines. (2023, December 25). The production process of wet wipes in this industry. https://www.diapermachines.com/2023/12/25/the-production-process-of-wet-wipes-in-this-industry/
Yundu Filling Machine. (2025, March 26). The ultimate guide to wet wipes making machines: Revolutionizing efficiency and quality in modern production. https://yundufillingmachine.com/guide-to-wet-wipes-making-machines
Yundu Filling Machine. (2025, March 26). Wet wipes manufacturing machine. https://yundufillingmachine.com/wet-wipes-manufacturing-machine-guide
Yundu Filling Machine. (2025, May 12). How wet wipes are made: Process, machinery, and principles. https://yundufillingmachine.com/how-wet-wipes-are-made-process-machinery/
Oct 31, 2025 | Nouvelles

Abstract
The global diaper manufacturing industry in 2025 faces a confluence of economic and environmental pressures, primarily driven by escalating energy costs and a growing market demand for sustainable practices. This analysis examines the financial and operational rationale for adopting an energy-efficient diaper production line. It posits that such a transition is not merely an ecological consideration but a fundamental strategic imperative for maintaining profitability and market competitiveness. The investigation deconstructs the core technologies underpinning these advanced systems, with a particular focus on full-servo motors, intelligent sensor networks, and optimized raw material handling processes. By quantifying direct energy savings and ancillary benefits—such as reduced material waste, lower maintenance overhead, and decreased operational downtime—the document demonstrates a clear and compelling return on investment (ROI). It argues that the implementation of energy-efficient machinery can yield operational cost reductions of up to 40%, thereby securing a manufacturer's long-term financial viability and brand reputation in a dynamic global market.
Principaux enseignements
- Upgrade to full-servo motors to slash direct energy consumption and improve precision.
- Integrate smart sensors to enable predictive maintenance and minimize costly downtime.
- Optimize raw material handling to significantly reduce both waste and energy usage.
- Calculate the complete ROI of an energy-efficient diaper production line for a clear financial case.
- Conduct a thorough energy audit to identify the most impactful areas for improvement.
- Partner with an experienced machine supplier to ensure a smooth technological transition.
- Focus on efficient auxiliary systems, like dust collection, for cumulative energy savings.
Table des matières
The Shifting Landscape: Why Energy Efficiency in Diaper Manufacturing is No Longer Optional in 2025
The calculus of manufacturing has always been a delicate balance of inputs and outputs, of costs and revenues. For decades, the primary focus in the disposable hygiene sector has been on production speed and raw material costs. Yet, the economic and social climate of 2025 presents a new, unignorable variable that has fundamentally altered this equation: the cost of energy. What was once a manageable line item on an operational budget has now become a central determinant of profitability and, indeed, of survival for many manufacturers. The question is no longer whether to consider energy efficiency, but how quickly and effectively one can integrate it into the core of the production process. For producers of disposable diapers, a high-volume, energy-intensive product, this question is particularly acute. The path forward lies not in incremental tweaks but in a wholesale rethinking of the production line itself.
Analyzing the Surge in Global Energy Costs: A Regional Perspective
The narrative of rising energy prices is not a uniform one; it unfolds with unique characteristics across different regions. In South America, burgeoning industrial sectors and fluctuating grid reliabilities have created a volatile energy market. Manufacturers there face the double bind of high tariffs and the potential for production stoppages due to power inconsistencies. A production line that consumes less power is not just cheaper to run; it is also more resilient, capable of operating with smaller, more affordable backup power systems during outages.
Consider Russia, where despite its status as an energy producer, industrial electricity prices have been subject to policy shifts and the need to modernize an aging grid infrastructure. The incentive structure is moving towards penalizing heavy consumption, making every kilowatt-hour saved a direct contribution to the bottom line. For manufacturers competing on a global scale, domestic energy policy can become a factor that erodes international price competitiveness if not actively managed.
In the Middle East and Southeast Asia, rapid economic development and population growth are driving unprecedented demand for electricity. Governments are increasingly looking towards demand-side management, encouraging industries to become more efficient rather than building new power plants indefinitely. Subsidies are being reconsidered, and the true cost of energy is beginning to be reflected in industrial rates. For a diaper manufacturer in these regions, the social and political winds are blowing firmly in the direction of efficiency. Investing in an energy-efficient diaper production line becomes a way to align with national policy and secure a more predictable cost structure in a future of diminishing energy subsidies. The cost of manufacturing diapers is a complex topic, with energy now playing a more significant role than ever before (diapermachines.com, 2025).
From Operational Overhead to Strategic Imperative: Redefining Manufacturing Costs
The traditional view of manufacturing costs often compartmentalizes expenses: raw materials, labor, maintenance, and utilities. Energy was filed under utilities, a cost to be paid, not a variable to be strategically managed. This perspective is now dangerously outdated. In the current climate, energy consumption must be viewed as a direct production input, as tangible as fluff pulp or non-woven fabric. Its cost is volatile and its impact on the final product price is profound.
An inefficient diaper machine is like a leaky bucket. You can keep pouring more resources—more capital, more labor—into it, but a significant portion will be lost as waste heat, friction, and unnecessary motion. This waste is a direct subtraction from your profit margin. An energy-efficient line, by contrast, is a tightly sealed vessel. Every unit of energy is applied with purpose and precision, translating directly into the production of a saleable good.
This redefinition transforms the investment in new machinery. A higher initial capital outlay for an energy-efficient model is not just a purchase; it is a long-term hedge against energy price volatility. It is a strategic decision that insulates the business from external market shocks and provides a sustainable competitive advantage. Imagine two companies: Company A continues to operate its older, mechanically driven lines, while Company B invests in a new, fully servo-driven system. When the next energy price hike occurs, Company A must either absorb the cost, eroding its profits, or pass it on to consumers, risking market share. Company B, with its lower energy consumption per unit, is far better positioned to weather the storm, maintaining its pricing and profitability.
The Hidden Costs of Inefficiency: Beyond the Electricity Bill
The most obvious cost of an inefficient production line is the monthly electricity bill. Yet, this is merely the tip of the iceberg. The hidden costs, the secondary and tertiary effects of poor energy management, are often far greater and more corrosive to a business.
First, consider maintenance. Older, mechanically complex machines with gearboxes, belts, and long driveshafts are systems with numerous points of friction and wear. They generate more vibration and heat, which accelerates the degradation of components. This leads to more frequent breakdowns, a greater need for spare parts inventory, and higher labor costs for the maintenance team. A modern, servo-driven line, with its direct drives and fewer mechanical transfer points, inherently runs cooler and smoother, significantly reducing the maintenance burden (Wang et al., 2019).
Second is the cost of material waste. Inconsistent power or the jerky movements of a mechanical system can cause problems with web tension, leading to material stretching or tearing. Start-up and shut-down sequences on older machines are often less precise, resulting in a higher number of non-conforming products during these phases. Each rejected diaper is a complete loss of all its constituent raw materials, from the superabsorbent polymer to the packaging. An energy-efficient line, characterized by its precision control, minimizes these fluctuations, ensuring a higher percentage of first-quality products.
Finally, there is the cost of downtime. Every hour the line is not running is an hour of lost revenue. Inefficient machines, with their higher maintenance needs, are simply down more often. The time spent waiting for a replacement part, diagnosing a mechanical failure, or clearing a jam caused by inconsistent operation is a direct drain on the company's productive capacity. The reliability and predictive maintenance capabilities of modern, sensor-equipped lines transform downtime from a frequent crisis into a rare, scheduled event.
Deconstructing the energy-efficient diaper production line: A Technological Deep Dive
To appreciate the leap in performance and savings that modern equipment offers, one must look inside the machine. It is not a single invention, but a symphony of interconnected technologies working in concert to minimize waste in all its forms: wasted energy, wasted materials, and wasted time. The design philosophy has shifted from brute force mechanics to intelligent, precise control. Understanding these core components is the first step for any manufacturer contemplating an upgrade. It is about moving from a system that simply works to a system that works intelligently.
The Heart of Efficiency: The Role of Full-Servo Motors vs. Traditional Drive Systems
At the core of any diaper machine is the drive system, the collection of motors and mechanisms that move the raw materials through the process. For many years, the standard was a single large motor driving a complex network of shafts, gears, and belts. Think of it as an old industrial powerhouse. A new, innovative diaper machine uses a different philosophy: multiple, independent full-servo motors.
A full-servo motor is a smart motor. It consists of the motor itself, a controller, and an encoder that provides precise feedback on its position and speed. This closed-loop system allows for incredible accuracy. Instead of a single large motor running continuously at full power, each servo motor is responsible for a specific task—pulling the non-woven fabric, cutting the leg elastic, placing the frontal tape—and it only draws significant power when it is actively performing that task. This "power-on-demand" approach is the primary source of direct energy savings.
The difference in operational philosophy is profound. A mechanical line is always "on"—the main motor spins, the shafts turn, and clutches engage or disengage to start or stop a function. This generates constant noise, vibration, and heat, all of which are forms of wasted energy. A full-servo line is quiet and still when idle. Motion is initiated instantly and precisely when needed and stops just as quickly. This reduces wear, heat, and, most of all, the baseline energy consumption of the machine. The precision of servo motors also means less material waste. Because the positioning of each component is accurate to a fraction of a millimeter, there are fewer rejects due to misaligned layers or incorrectly cut materials.
| Fonctionnalité |
Full-Servo Drive System |
Traditional Mechanical/Semi-Servo System |
| Energy Consumption |
Low; motors operate on-demand, reducing idle power draw. |
High; main motors run continuously, consuming power even when idle. |
| Precision & Control |
Extremely high due to closed-loop feedback, minimizing material waste. |
Lower; mechanical linkages have backlash and wear, leading to inconsistencies. |
| Maintenance |
Low; fewer mechanical parts (gears, belts, shafts) mean less wear and tear. |
High; requires regular lubrication, tensioning, and replacement of mechanical parts. |
| Changeover Time |
Fast; size changes are programmed via the HMI, no mechanical adjustments. |
Slow; requires manual adjustment or replacement of gears, cutters, and other parts. |
| Operational Speed |
High; capable of faster and more stable production speeds. |
Limited by mechanical constraints and vibration. |
| Noise & Vibration |
Low; smoother operation with direct drives. |
High; significant noise and vibration from gears, chains, and shafts. |
The Brains of the Operation: Smart Sensors and IoT Integration for Real-Time Optimization
If servo motors are the heart of the modern machine, then the network of smart sensors and its connection to the Internet of Things (IoT) is its nervous system and brain. An energy-efficient diaper production line is studded with hundreds of sensors that monitor every aspect of its operation in real time. There are photoelectric sensors tracking the edge of the material web, ultrasonic sensors verifying the placement of components, temperature sensors in the adhesive applicators, and vibration sensors on the motor bearings.
This constant stream of data is fed into the machine's central PLC (Programmable Logic Controller). In the past, this data was primarily used for basic process control—if a sensor detected a broken web, it would stop the machine. Today, the role of this data is far more sophisticated. Through IoT integration, this operational data can be collected, aggregated, and analyzed on a larger scale.
This enables a concept called predictive maintenance. Instead of waiting for a part to fail, the system can detect the early warning signs. For instance, a slight increase in the vibration of a motor bearing or a fractional rise in its operating temperature might indicate that it is beginning to wear out. The system can automatically flag this component for inspection or replacement during the next scheduled maintenance window, long before it fails catastrophically and stops the entire production line. This transforms maintenance from a reactive, fire-fighting activity into a proactive, planned process, maximizing uptime and production output.
Furthermore, this data allows for continuous process optimization. By analyzing sensor data over weeks and months, engineers can identify subtle inefficiencies. Perhaps a specific roll of raw material consistently causes micro-stops, or a certain machine speed leads to slightly higher energy consumption per unit. This data-driven approach allows for fine-tuning the machine for peak performance, squeezing out every last bit of efficiency.
Material Genius: Innovations in Raw Material Handling to Reduce Waste and Energy
The journey of a diaper from raw materials to finished product is a high-speed ballet of unwinding, joining, cutting, and folding. Every step of this process presents an opportunity to save energy and reduce waste. Modern machines incorporate numerous innovations in this area.
One key area is web tension control. The various layers of a diaper—the non-woven top sheet, the acquisition layer, the pulp core, the polyethylene back sheet—are all unwound from large rolls. Maintaining the perfect tension on these webs of material is paramount. If the tension is too loose, the layers can misalign. If it is too tight, the material can stretch, leading to out-of-spec products and potential tears. Traditional systems used mechanical brakes or simple motors, which provided coarse control. An energy-efficient diaper production line uses servo-driven unwind stands. These systems use sensors to measure the diameter of the roll and the tension of the web in real time, constantly adjusting the motor's speed and torque to maintain perfectly consistent tension from the beginning of the roll to the very end. This not only reduces waste from web breaks but also saves energy by avoiding the need to constantly fight against overly tight brakes.
Another innovation is the auto-splicing unit. In older machines, when a roll of material runs out, the entire line must be stopped. An operator then manually threads the start of the new roll into the machine. This process is slow and generates significant waste. Modern auto-splicers operate "on the fly." As one roll is about to run out, the machine automatically prepares the next roll. At the last possible moment, it splices the end of the old roll to the beginning of the new roll at full production speed. There is almost no downtime and minimal waste, dramatically improving the overall equipment effectiveness (OEE) of the line.
Auxiliary Systems Reimagined: Efficient Dust Collection, Air Compression, and Adhesive Application
The main drive system is not the only consumer of energy in a diaper plant. Auxiliary systems, often overlooked, can account for a substantial portion of a factory's total energy bill. Optimizing these systems is a key part of a holistic approach to energy efficiency.
The process of forming the absorbent core from fluff pulp generates a significant amount of dust. This dust must be collected for safety, quality, and environmental reasons. Traditional dust collection systems use a single, large fan running at constant speed, sized for the maximum possible load. This is highly inefficient, as the dust load is not always at its maximum. Modern systems use variable frequency drives (VFDs) on the fan motors. Sensors monitor the pressure in the ducts, and the VFD adjusts the fan speed to the minimum required to effectively capture the dust, saving a tremendous amount of energy.
Compressed air is another major utility in a diaper factory, used for pneumatic actuators and air jets. It is also notoriously inefficient. Leaks in the compressed air network are a common source of wasted energy. Modern machine design minimizes the use of pneumatics, favoring more efficient servo-electric actuators where possible. For the compressed air that is still needed, using modern, variable-speed compressors and implementing a rigorous leak detection program can yield significant savings.
Finally, consider the application of hot-melt adhesives, which are used to bond the various layers of the diaper together. These adhesives must be kept at a precise temperature. Older "tank" systems kept a large volume of adhesive melted 24/7, consuming energy even when the line was not running. Modern "tank-free" or "melt-on-demand" systems heat only the small amount of adhesive that is about to be used. This dramatically reduces standby energy consumption and also improves adhesive quality by minimizing its "pot life" or time spent in a molten state (Schiraldi & Feke, 2018).
The 40% Cost Reduction Promise: Calculating the Tangible ROI of Your Investment
A claim of cutting costs by up to 40% can sound ambitious, but it is grounded in the cumulative impact of the technological advances just discussed. This figure is not a marketing slogan; it is the result of a rigorous analysis of direct and indirect savings. For any factory owner or financial officer, the decision to invest millions of dollars in new capital equipment must be supported by a clear and credible calculation of the return on that investment (ROI). The process involves more than just looking at the sticker price of the machine; it requires a comprehensive audit of current costs and a realistic projection of future savings. The beauty of modern, data-rich machines is that they make this calculation more precise than ever before.
A Step-by-Step Framework for Calculating Your ROI
Calculating the ROI of an energy-efficient diaper production line is a systematic process. It begins with establishing a baseline of your current operational costs and then projecting the savings the new machine will generate.
-
Establish the Baseline (Current Machine):
- Energy Costs: Install a power meter on your existing line for a period of several weeks to get an accurate measure of its actual energy consumption (kWh per hour or kWh per 1,000 diapers produced). Multiply this by your utility rate to find the annual energy cost.
- Material Waste: Carefully track and weigh all waste material generated by the line, including start-up waste, rejected products, and trim waste. Calculate the monetary value of this waste based on your raw material costs.
- Maintenance Costs: Sum all costs related to maintenance for the past year, including spare parts, lubricants, and the labor hours of your maintenance staff dedicated to this line.
- Downtime Costs: Log all unplanned downtime. Calculate the value of the lost production by multiplying the downtime hours by the line's standard production rate and the profit margin per unit.
-
Project Savings (New Machine):
- Energy Savings: The machine supplier can provide a guaranteed maximum energy consumption figure (e.g., kWh/1,000 diapers). The difference between this and your baseline is your direct energy saving.
- Waste Reduction: Based on the machine's specifications (e.g., guaranteed efficiency of >98%, auto-splicing), project the percentage reduction in material waste.
- Maintenance Savings: Based on the reduced number of mechanical parts and the move to predictive maintenance, estimate a percentage reduction in maintenance costs. A conservative estimate might be 50-75%.
- Increased Production: The new machine will likely have a higher stable running speed and significantly less downtime. Calculate the value of this additional output.
-
Calculate the ROI:
- Total Annual Savings: Sum the projected savings from energy, waste, maintenance, and increased production.
- Net Investment: This is the total cost of the new machine, including shipping, installation, and training, minus any resale value of the old machine.
- Simple Payback Period (in years): Net Investment / Total Annual Savings.
- Return on Investment (ROI %): (Total Annual Savings / Net Investment) * 100.
| Cost Category |
Example: Old Mechanical Line (Annual) |
Example: New Full-Servo Line (Annual) |
Annual Savings |
| Direct Energy Costs |
$250,000 (at 500 kWh/hr) |
$150,000 (at 300 kWh/hr) |
$100,000 |
| Material Waste Costs |
$180,000 (at 5% waste rate) |
$72,000 (at 2% waste rate) |
$108,000 |
| Maintenance Costs |
$80,000 (parts & labor) |
$20,000 (predictive, fewer parts) |
$60,000 |
| Downtime Losses |
$150,000 (at 10% unplanned downtime) |
$30,000 (at 2% unplanned downtime) |
$120,000 |
| Total Operational Costs |
$660,000 |
$272,000 |
$388,000 |
| Net Investment |
– |
$2,000,000 |
– |
| Simple Payback Period |
– |
5.15 Years |
– |
Note: The figures above are illustrative examples. Actual savings will vary based on local utility rates, labor costs, and specific machine models.
Direct Energy Savings: Quantifying the Kilowatt-Hour Reduction
The most straightforward component of the ROI calculation is the direct reduction in electricity consumption. As explored earlier, this stems primarily from the use of full-servo motors, variable frequency drives on auxiliary systems, and melt-on-demand adhesive systems. A typical older, mechanically-driven diaper machine might consume between 450-600 kWh of power. A state-of-the-art, full-servo machine of equivalent or greater output can consume as little as 250-350 kWh.
Let's put that into perspective. A difference of 200 kWh, over a year of operation (assuming 6,000 operating hours), amounts to 1,200,000 kWh of saved energy. Even at a modest electricity price of $0.12/kWh, that translates to $144,000 in direct savings, year after year. For manufacturers in regions with higher electricity costs, the savings are even more dramatic. This is not a theoretical number; it is a measurable, verifiable reduction in operational expenditure. The adoption of such efficient motor systems is one of the most impactful strategies for reducing industrial energy demand (Ferreira et al., 2012).
Indirect Financial Gains: Decreased Material Waste, Lower Labor Costs, and Reduced Downtime
While direct energy savings are significant, the indirect gains often contribute even more to the overall ROI. These are the savings that are not printed on the utility bill but are just as real on the profit and loss statement.
Decreased material waste is a huge factor. A diaper is a product of assembled materials. If the waste rate drops from 5% to 2% (a conservative improvement for a modern machine), the impact is substantial. On a line producing 500 million diapers a year, that 3% difference means 15 million fewer diapers are thrown away. That is 15 million units' worth of fluff pulp, superabsorbent polymer, non-woven fabric, and elastic that you did not have to purchase.
Lower labor costs are another benefit, though perhaps in a less obvious way. It is not about employing fewer people, but about using their time more effectively. On an older machine, operators spend a great deal of time clearing jams, making manual adjustments, and responding to alarms. Maintenance personnel are constantly engaged in reactive repairs. On a new, automated line with features like auto-splicing and predictive maintenance, operators can oversee multiple lines or focus on higher-value tasks like quality control. Maintenance becomes a scheduled, efficient process. This leads to a higher output per labor hour, which is a fundamental measure of productivity. The move to fully automatic baby diaper making machines is a key enabler of this shift (diapermachines.com, 2023).
Reduced downtime has a direct and powerful effect on revenue. A modern line's high reliability and predictive maintenance capabilities can increase uptime from a typical 85-90% to 95-98%. That additional uptime is pure profit. It is extra production capacity achieved without building a new factory or adding another shift. It allows you to meet customer demand more reliably and take on new orders with confidence.
Case Study Simulation: A Mid-Sized Manufacturer in Southeast Asia
Let's imagine a hypothetical manufacturer, "ASEAN Hygienics," operating in a country like Vietnam or Indonesia. They run a ten-year-old, semi-servo diaper line producing 600 diapers per minute. Their electricity cost is $0.15/kWh, and they face growing competition.
- Current Situation: Their line consumes 400 kWh, has a waste rate of 6%, and experiences about 12% unplanned downtime. Their annual energy bill for the line is $360,000. Their material waste costs them over $250,000 a year.
- The Investment: They decide to invest $2.5 million in a new, full-servo energy-efficient diaper production line that runs at 800 diapers per minute.
- The Results: The new line consumes only 280 kWh. The waste rate drops to 1.5% due to superior precision and auto-splicing. Unplanned downtime falls to under 3%.
- The Calculation:
- Energy Savings: The power draw is lower, but the speed is higher. The new machine is more efficient on a per-diaper basis. The new annual energy bill, despite higher output, is projected to be around $294,000, saving $66,000 annually.
- Waste Savings: The waste rate reduction saves them approximately $200,000 per year.
- Productivity Gain: The combination of higher speed (33% faster) and increased uptime (9% more running time) results in roughly 45% more diapers produced per year. This additional volume, sold at their existing margin, generates over $500,000 in additional gross profit.
- Total Annual Benefit: $66,000 (Energy) + $200,000 (Waste) + $500,000 (Productivity) = $766,000.
- Payback Period: $2,500,000 / $766,000 = ~3.26 years.
For ASEAN Hygienics, the investment is not just a cost-saving measure. It is a transformational project that increases their capacity, lowers their unit cost, and makes them vastly more competitive in their home market.
Beyond the Balance Sheet: The Qualitative and Strategic Advantages of Efficiency
The financial arguments for investing in an energy-efficient diaper production line are compelling, with clear returns demonstrated through reduced operational costs and increased output. However, to view this investment solely through a financial lens is to miss a significant part of its value. The adoption of this advanced technology ripples through an organization, bringing a host of qualitative and strategic benefits that, while harder to quantify in a spreadsheet, are just as profound in shaping the company's future success. These advantages touch upon product quality, brand perception, operational resilience, and human capital.
Enhancing Product Quality and Consistency Through Precision Engineering
A diaper is a surprisingly technical product. Its performance—its ability to absorb fluid quickly, lock it away from the skin, and fit comfortably without leaking—is a direct function of its construction. The precise placement of each component is not an aesthetic choice; it is a functional necessity.
The superior control offered by a full-servo system translates directly into a higher quality, more consistent product. Think about the absorbent core. Its shape, density, and position within the diaper chassis are the most important factors for performance. A mechanical system, with its inherent backlash and vibration, might have a placement tolerance of a few millimeters. This variability can lead to inconsistent performance from one diaper to the next. A servo system, guided by sensor feedback, can place that core with sub-millimeter accuracy, every single time, even at speeds of 1,000 pieces per minute.
This same precision applies to the application of elastics for the leg cuffs. If the tension is inconsistent, some diapers may have a tight, uncomfortable fit, while others may be too loose, leading to leaks. A servo-driven system applies the elastic with exact, unvarying tension, creating a perfect fit on every diaper. The result is a product that consumers can trust. This consistency builds brand loyalty, reduces customer complaints, and ultimately allows for a premium positioning in the market. In a crowded marketplace, predictable quality is a powerful differentiator.
Building a Sustainable Brand: Meeting Consumer and Regulatory Demands for Eco-Consciousness
The global consumer of 2025 is more informed and conscientious than ever before. They are not just buying a product; they are buying into a brand's values. This is particularly true for parents, the primary purchasers of baby diapers, who are making choices for the next generation. Sustainability is no longer a niche concern; it is a mainstream expectation. A brand that can legitimately claim to be produced with less energy, less water, and less waste has a powerful story to tell.
Investing in an energy-efficient production line provides the substance behind this story. You can market your diapers as being "produced with 40% less energy." You can have your factory certified under international standards like ISO 50001 for energy management. These are not empty marketing claims; they are verifiable facts that resonate with modern consumers. This can be a deciding factor on a crowded supermarket shelf.
Moreover, the regulatory landscape is evolving. In many regions, governments are implementing or considering carbon taxes, emissions trading schemes, and stricter environmental regulations for industrial operations. A company that has already invested in energy efficiency is not only compliant with current regulations but is also well-prepared for future ones. This proactive stance avoids the risk of future penalties, costly mandatory retrofits, or a damaged public image. It transforms a potential liability into a strategic asset.
Future-Proofing Your Operations: Adaptability in a Volatile Market
The disposable hygiene market is anything but static. Consumer preferences change, new material innovations emerge, and competitive pressures force rapid product evolution. One year, the trend might be for thinner diapers; the next, it might be for diapers with novel plant-based materials. A production line must be able to adapt to these changes quickly and cost-effectively.
This is where the software-driven nature of a full-servo machine provides a decisive advantage. On an old mechanical line, changing the diaper size or design is a major undertaking. It involves physically changing gears, cams, and cutting dies. This process can take a full shift or even longer, during which the line is producing nothing. The cost of this downtime and the engineering labor involved can be substantial, discouraging frequent product updates.
On a modern, full-servo line, most of these changes are a matter of software. To change the length of the diaper, the operator simply enters a new value into the HMI (Human-Machine Interface). The servo motors automatically adjust their motion profiles. To change the shape of a cut, a new cutting pattern is loaded from a file. A product changeover that once took eight hours can now be completed in under 30 minutes. This agility allows a manufacturer to be incredibly responsive to the market. You can run smaller batches of different products economically, test new designs quickly, and stay ahead of your competitors. This flexibility is a form of "future-proofing," ensuring that your capital investment remains productive and relevant for many years to come.
Improving Workplace Safety and Operator Morale
The factory floor is a human environment. The safety, comfort, and engagement of the workforce are not just ethical concerns; they are directly linked to productivity and quality. An energy-efficient diaper production line is, by its nature, a safer and more pleasant environment to work in.
Older mechanical lines are noisy, often operating at levels that require hearing protection. They have many exposed moving parts—shafts, belts, and chains—that create pinch points and entanglement hazards. The constant vibration and heat contribute to operator fatigue.
A modern full-servo machine is dramatically quieter. Its direct-drive design means that most of the moving parts are enclosed. Advanced light curtains and safety interlocks create a much safer operational envelope. The reduction in heat and vibration creates a less physically taxing environment. Furthermore, the intuitive, graphical HMI and the shift from manual adjustments to software-based control make the operator's job less about physical labor and more about skilled oversight. This can lead to a more engaged, motivated workforce, lower employee turnover, and a better safety record. A happy, safe operator is a more attentive and productive operator, which ultimately contributes to the overall efficiency of the operation.
Navigating the Transition: Practical Steps to Upgrading or Implementing Your Production Line
Understanding the immense benefits of an energy-efficient diaper production line is the first step. The next is the practical journey of implementation. This transition, whether it involves upgrading an existing facility or establishing a new one, is a significant undertaking that requires careful planning, strategic decision-making, and the right partnerships. It is a path that moves from abstract analysis to concrete action, ensuring that the theoretical ROI becomes a reality on your factory floor. A methodical approach can de-risk the project and maximize the chances of a smooth and successful outcome.
Conducting a Comprehensive Energy Audit of Your Current Operations
Before you can plan your journey, you must know your starting point. A comprehensive energy audit is the foundational step in any efficiency project. This is more than just looking at the electricity bill; it is a detailed investigation into how, where, and when your facility consumes energy. While you can hire external consultants for this, much of the initial work can be done in-house.
The audit should focus on the primary production equipment. This involves using portable power analyzers to measure the real-world energy consumption of your current diaper machines under various operating conditions—start-up, stable running, idle, and during changeovers. This provides the crucial baseline data for your ROI calculation.
However, the audit should not stop there. It must also encompass the auxiliary systems. Map your compressed air network and use ultrasonic leak detectors to find and quantify leaks—it is not uncommon for leaks to account for 20-30% of a compressor's output. Analyze the operation of your dust collection systems, your lighting, and your HVAC systems. This holistic view will often reveal "low-hanging fruit"—opportunities for significant savings with relatively low investment, which can be pursued alongside the major machinery upgrade. The insights from this audit will not only justify the investment but will also help in designing the new system to be maximally efficient.
Selecting the Right Partner: What to Look for in a Diaper Machine Manufacturer
The choice of your machinery supplier is arguably the most important decision in this process. You are not just buying a machine; you are entering a long-term technical partnership. A good partner will be a source of expertise and support long after the installation is complete.
When evaluating potential suppliers, look beyond the initial price. Consider their technical expertise. Do they have a deep understanding of full-servo technology and energy optimization? Ask for detailed data on their machines' energy consumption, certified and proven in real-world installations. Discuss their approach to remote diagnostics and IoT integration. A forward-thinking manufacturer will offer robust systems for remote monitoring and support, which can be invaluable for troubleshooting and optimization.
Examine their track record and references. Speak to other manufacturers who have purchased their equipment. Ask about the reliability of the machines, the quality of the after-sales service, and the availability of spare parts. For regions like South America or the Middle East, having a supplier with a strong regional presence or a proven system for rapid international support is vital. A reputable supplier of diaper production equipment will be transparent and eager to connect you with their existing customers. Finally, evaluate their capacity for customization and training. Your needs are unique, and the supplier should be willing to work with you to configure a machine and a training program that perfectly fits your products and your team.
Phased Implementation vs. Full Overhaul: A Strategic Decision
For a manufacturer with existing operations, a key strategic question is whether to perform a full, factory-wide overhaul or to take a phased approach, upgrading one line at a time. There are valid arguments for both strategies.
A full overhaul is a "rip and replace" approach. It is disruptive and requires significant capital, but it can be faster in the long run. It allows you to redesign the entire factory layout for optimal material flow and to standardize on a single technology platform, simplifying maintenance and training. This approach is often best for companies that are building a new facility or whose existing equipment is uniformly obsolete.
A phased implementation is less disruptive to current production and spreads the capital investment over time. You can replace your oldest, least efficient line first. The savings and productivity gains from this first new line can then help finance the purchase of the next one. This approach allows your team to learn the new technology on a single line before it is deployed more broadly. It is often the more pragmatic choice for companies that need to maintain production continuity and manage cash flow carefully. The decision depends on your specific financial situation, market demands, and tolerance for operational disruption.
Training Your Team: Maximizing the Potential of New Technology
The most advanced machine in the world will not perform to its potential if the team operating and maintaining it is not properly trained. The transition from a mechanical mindset to a servo-electronics mindset is a significant one. Your investment in training is just as important as your investment in the hardware.
Training should begin long before the machine arrives. Key personnel, including lead operators and maintenance technicians, should be sent to the manufacturer's facility for in-depth training. This allows them to understand the machine's philosophy and mechanics in a controlled environment.
Once the machine is installed, the supplier's technicians should conduct comprehensive on-site training for the entire operations team. This training must cover not only basic operation (starting, stopping, loading materials) but also the more advanced functions: how to perform a size changeover using the HMI, how to interpret diagnostic messages, and how to use the data from the sensor systems for basic troubleshooting.
For the maintenance team, the training needs to be even deeper. They must move from being mechanics to mechatronics technicians. They need to be comfortable with reading electrical schematics, diagnosing issues with servo drives and controllers, and using software tools to analyze the machine's performance. Investing in laptops with the appropriate diagnostic software and providing continuous training on these tools is not an expense; it is an investment in uptime and efficiency. A well-trained team is empowered, proactive, and capable of unlocking the full 40% cost reduction that the technology promises.
Foire aux questions (FAQ)
1. What is the primary difference between a full-servo and a semi-servo diaper machine?
A full-servo machine uses independent, software-controlled servo motors for all major drive functions. This allows for extreme precision, on-demand energy use, and rapid, software-based changeovers. A semi-servo machine uses a mix of technologies, typically a main mechanical driveshaft for some functions and servo motors for others (like material placement), offering some of the benefits but with less overall efficiency and flexibility than a full-servo system.
2. How much can I realistically save by switching to an energy-efficient production line?
While savings of up to 40% on operational costs are achievable, a realistic expectation depends on your starting point. A typical manufacturer moving from an older mechanical line to a modern full-servo line can expect direct energy savings of 30-50%, a reduction in material waste from 5-7% down to 1-2%, and a significant increase in overall equipment effectiveness (OEE) due to higher speeds and reduced downtime.
3. What is the typical payback period for such an investment?
The payback period, or the time it takes for the accumulated savings to equal the initial investment, typically ranges from three to six years. This calculation is highly dependent on local factors such as electricity and labor costs, the cost of raw materials, and the total initial investment in the machinery.
4. Do these machines require more specialized maintenance?
They require a different kind of specialization. The need for mechanical maintenance (lubrication, gear replacement) is drastically reduced. However, your maintenance team will need to be proficient in electronics and software diagnostics. Technicians will need skills in troubleshooting servo drives, sensors, and PLCs. Most manufacturers provide extensive training to build these "mechatronics" skills.
5. How does an energy-efficient line handle different raw materials and diaper sizes?
This is one of its greatest strengths. The software-driven nature of a full-servo line makes it highly adaptable. Different diaper sizes and constructions are stored as "recipes" in the machine's HMI. An operator can switch from a newborn size to a junior size in minutes by selecting the new recipe, which automatically adjusts all motor positions, cutting patterns, and timings. The precise tension control systems also adapt automatically to different types of raw materials, ensuring stable operation.
6. Can existing production lines be upgraded for better energy efficiency?
Partial upgrades are possible but often have limited effectiveness. For example, you could replace a main motor with a more efficient one or add VFDs to fan motors. However, to capture the full benefits of precision, waste reduction, and speed, a full replacement of the drive system with a complete servo-based architecture is necessary. Retrofitting a full-servo system onto an old mechanical frame is technically complex and rarely cost-effective compared to investing in a new, integrated machine.
7. What kind of data do smart sensors provide?
Smart sensors provide a continuous stream of data on virtually every machine parameter. This includes material web tension, component placement accuracy, adhesive temperature and pressure, motor vibration and temperature, and production counts. This data is used for real-time process control, automatic quality rejection, and, most importantly, for predictive maintenance and long-term performance analysis.
Conclusion
The decision to invest in an energy-efficient diaper production line in 2025 transcends a simple equipment purchase. It represents a fundamental strategic pivot, an acknowledgment that the paradigms of manufacturing have shifted. The confluence of volatile energy markets, heightened consumer awareness of sustainability, and the relentless pressure of global competition has rendered older, inefficient technologies untenable. The path forward is not paved with incremental improvements but with a decisive embrace of a more intelligent, precise, and resource-conscious mode of production.
The adoption of full-servo motors, integrated sensor networks, and optimized auxiliary systems is not merely about reducing an electricity bill; it is a holistic strategy that enhances product quality, minimizes material waste, boosts productivity, and builds a resilient, future-proof operation. The demonstrable return on investment, often realized in a few short years, provides a powerful financial justification. Yet, the less tangible benefits—a stronger brand reputation, greater operational agility, and a safer, more motivated workforce—are equally compelling. For manufacturers in South America, Russia, Southeast Asia, the Middle East, and Africa, this technological evolution is the key to unlocking sustainable profitability and securing a leadership position in the demanding market of tomorrow.
Références
diapermachines.com. (2025, April 8). What is the cost of manufacturing diapers? A breakdown for new investors and manufacturers. diapermachines.com
diapermachines.com. (2023, December 11). Fully automatic baby diaper making machine: Revolutionizing hygiene and convenience. diapermachines.com
Ferreira, F. J. T. E., de Almeida, A. T., & Baoming, G. (2012). Technical and economical analysis of energy-efficient technologies in electric motor systems of a pulp and paper mill. Energy, 41(1), 226-237.
Schiraldi, C., & Feke, D. L. (2018). Energy considerations for industrial hot melt adhesive applications. 2018 IEEE Green Technologies Conference (GreenTech), 151-155.
Wang, J., Gao, R. X., & Yan, R. (2019). A review of recent advances in machine health monitoring. IEEE Transactions on Instrumentation and Measurement, 69(3), 669-688.
Oct 29, 2025 | Nouvelles

Abstract
The global hygiene products market, particularly in developing economies across South America, Russia, Southeast Asia, the Middle East, and South Africa, presents a landscape of immense opportunity coupled with intense competitive pressure. For manufacturers of disposable diapers, the mechanical heart of the operation—the diaper machine—dictates profitability and market position. This document provides a comprehensive examination of diaper machine performance optimization as a strategic imperative for 2025. It moves beyond rudimentary maintenance to explore a holistic framework encompassing Overall Equipment Effectiveness (OEE) as a core metric, the implementation of predictive maintenance schedules powered by IoT and data analytics, rigorous control over raw material consumption to minimize waste, and the cultivation of an empowered, highly skilled workforce. The analysis demonstrates that achieving peak operational efficiency is not a singular project but a continuous process of improvement, demanding a cultural shift towards data-driven decision-making and proactive problem-solving to secure a sustainable competitive advantage and maximize return on investment.
Principaux enseignements
- Adopt Overall Equipment Effectiveness (OEE) to measure availability, performance, and quality.
- Shift from reactive repairs to a predictive maintenance schedule using IoT sensors.
- Implement automated splicing and stringent quality control to reduce material waste.
- Invest in advanced operator training to improve troubleshooting and changeover speed.
- Use data analytics for continuous diaper machine performance optimization and improvement.
- Standardize operating procedures (SOPs) to ensure consistent quality and efficiency.
- Focus on reducing minor stops, as their cumulative effect significantly lowers output.
Table des matières
1. Mastering Overall Equipment Effectiveness (OEE) as a Foundational Metric
In any manufacturing endeavor, the pursuit of efficiency is the central narrative. For a diaper production facility, where machines run at incredible speeds, converting rolls of nonwoven fabric and polymers into finished products, efficiency is not merely a goal; it is the bedrock of financial viability. The language we use to speak about this efficiency must be precise, universal, and actionable. This is the role of Overall Equipment Effectiveness, or OEE. It serves as a composite metric, a powerful lens through which we can scrutinize the health and productivity of a production line. OEE tells a story in three parts: were we running when we were scheduled to run (Availability)? How fast were we running compared to our potential (Performance)? How many of the products we made were good enough to sell (Quality)? The mathematical product of these three scores gives us a single, unforgiving number that represents our true productivity. A score of 100% is a theoretical ideal—a line that runs for every scheduled minute, at its maximum designed speed, producing zero defective products. While no real-world operation achieves this, the pursuit of it is what drives meaningful improvement. Understanding OEE is the first step toward genuine diaper machine performance optimization.
Let's dissect these three pillars. Think of them as three gates through which your total potential production time must pass. Any loss at one gate diminishes the final output.
Availability is the first gate. It measures the percentage of scheduled time that the machine is actually running. The primary enemy of availability is downtime. Downtime itself can be categorized into two types: planned stops and unplanned stops. Planned stops are necessary evils—time allocated for product changeovers, scheduled maintenance, or team meetings. While they are planned, they still represent a loss from 100% availability, and a key optimization strategy is to minimize the duration of these planned events. Unplanned stops are the true villains of production. These are equipment failures, material shortages, or unexpected jams. Every minute of an unplanned stop is a direct hit to your bottom line. Calculating availability is straightforward: Availability = Run Time / Planned Production Time. If you planned to run for an 8-hour shift (480 minutes) but experienced 60 minutes of unplanned downtime, your run time is 420 minutes, and your availability is 420/480 = 87.5%.
Performance is the second gate. It accounts for the speed at which the machine operates. A machine might be running, but is it running as fast as it could be? Performance losses come from two main sources: minor stops and reduced speed. Minor stops are the brief, often unrecorded, pauses—a quick jam cleared by an operator, a sensor that needs wiping, a misaligned roll that is quickly adjusted. Individually, they seem insignificant, but cumulatively, they can represent a substantial loss. Reduced speed occurs when the machine is deliberately run slower than its ideal or designed cycle time. This might be due to poor quality raw materials, an inexperienced operator, or the fear of causing a major breakdown by running at full capacity. The formula is: Performance = (Ideal Cycle Time × Total Count) / Run Time. If your machine's ideal speed is 600 diapers per minute, but over a 420-minute run time you only produced 231,000 diapers (an average of 550 per minute), your performance score would be 550/600 = 91.7%.
Quality is the final gate. It simply measures the good products as a percentage of the total products made. It accounts for products that are rejected during production or after inspection due to defects—improper sealing, misplaced tabs, incorrect absorbent core distribution, or aesthetic flaws. Rework, if it exists in your process, is also a quality loss. The calculation is simple: Quality = Good Count / Total Count. If you produced 231,000 diapers in total, but 4,620 were rejected, your good count is 226,380. Your quality score is 226,380 / 231,000 = 98%.
To find the OEE score, we multiply the three factors: 87.5% (Availability) × 91.7% (Performance) × 98% (Quality) = 78.6%. This number tells a powerful story. While a 98% quality rate might seem excellent on its own, the combined losses from downtime and reduced speed reveal a significant gap between current performance and ideal potential.
Setting Realistic OEE Benchmarks for Diaper Production Lines
Knowing your OEE score is one thing; knowing what to do with it is another. The first step is to establish a benchmark. What constitutes a "good" OEE score? While a world-class OEE is often cited as 85%, this figure can be misleading without context. For a complex, high-speed process like diaper manufacturing, the benchmark can vary based on the age of the equipment, the product mix, and the maturity of the operational processes.
A newly installed, state-of-the-art diaper machine running a single, high-volume product might realistically target an OEE of 80-85%. In contrast, an older line that has to handle frequent changeovers between ten different diaper sizes and specifications might find an OEE of 60-65% to be a more achievable, yet still challenging, initial target. The key is not to fixate on a universal number but to use OEE as a tool for internal improvement. Your most important benchmark is your own historical performance.
The table below provides a general framework for OEE levels in a diaper manufacturing context. It helps to contextualize performance and set tiered goals.
| OEE Score |
Performance Level |
Typical Characteristics in Diaper Manufacturing |
| Below 40% |
Poor |
High levels of unplanned downtime, frequent material jams, significant quality defects, lack of standardized procedures. |
| 40% – 60% |
Average |
Some downtime control, but performance losses from minor stops and reduced speed are significant. Basic maintenance in place. |
| 60% – 75% |
Good / Industry Typical |
Stable operation, planned maintenance schedules are followed, quality issues are tracked, but root cause analysis is inconsistent. |
| 75% – 85% |
World-Class |
Low unplanned downtime, line runs close to ideal speed, high first-pass quality yield, strong culture of continuous improvement. |
The goal-setting process should be collaborative, involving operators, maintenance staff, and management. Start by reliably measuring your baseline OEE. Once you have several weeks or months of data, you can identify your biggest loss category. Is it availability? Then your focus should be on analyzing and reducing unplanned downtime. Is it performance? Then you need to investigate the causes of minor stops and reduced speed. A targeted approach to improving the weakest of the three pillars will yield the fastest gains in your overall OEE score.
Practical Strategies for Improving Availability: Reducing Downtime
Availability is often the lowest of the three OEE scores in many diaper plants, making it the most fertile ground for improvement. Reducing downtime is a systematic process of investigation and action.
First, you must distinguish between planned and unplanned downtime. For planned downtime, the primary target is changeover time. The process of switching from producing a "Newborn" size diaper to a "Size 5" can involve changing cutting dies, adjusting guides, swapping raw material rolls, and re-calibrating sensors. Applying principles from Single-Minute Exchange of Die (SMED) can be transformative. The core idea of SMED is to convert as many "internal" setup steps (those that can only be done when the machine is stopped) to "external" steps (those that can be prepared while the machine is still running). For example, preparing the new raw material rolls and pre-setting the guides for the next size on a separate cart before the current run finishes is a classic externalization strategy. A well-executed SMED program can often cut changeover times by 50% or more, directly boosting availability.
For unplanned downtime, the approach must be rooted in data. Your machine control system should log every stop, tagging it with a time, duration, and, most importantly, a reason. Operators must be trained to accurately assign a reason for each stop from a predefined list. Is it a "Web Break – Nonwoven"? A "Jam at Stacker"? A "Glue System Fault"?
Once you have this data, a Pareto analysis is your best friend. This simple tool helps you identify the "vital few" causes that are responsible for the majority of your downtime minutes. You will likely find that 80% of your downtime comes from just 20% of the possible causes. Focus your problem-solving efforts on the top 3-5 reasons for downtime. For each one, form a small, cross-functional team (operator, maintenance technician, engineer) to perform a root cause analysis. Techniques like the "5 Whys" can be incredibly effective. A web break might seem like the problem, but by asking "why" repeatedly, you might discover the root cause is improper tension control, which is caused by a worn-out roller, which is caused by a lack of proper lubrication, which is caused by an unclear maintenance procedure. Fixing the procedure prevents the problem from ever recurring, which is far more valuable than just getting good at re-threading the web.
Enhancing Performance: Tackling Minor Stoppages and Reduced Speed
Performance losses are often called the "hidden factory." The machine is running, so from a distance, everything looks fine. However, the constant, brief interruptions and the failure to run at the designated speed silently steal a massive amount of potential output. Overcoming these losses requires a different mindset.
Tackling minor stoppages begins with making them visible. Many control systems do not automatically log stops under a certain duration (e.g., 30 seconds). This threshold should be lowered or eliminated. The goal is to see every single interruption. When operators have to clear a small jam or adjust a sensor multiple times an hour, they may see it as "just part of the job." It is not. Each intervention is a signal of an underlying instability in the process. Encourage operators to log these micro-events. Use high-speed cameras focused on problem areas (like the point where the elastic leg cuffs are applied) to slow down reality and see exactly what is causing the intermittent fault. Often, these issues are related to subtle variations in raw materials or slight misalignments that accumulate over time.
The issue of reduced speed is equally complex. An operator might intentionally slow down the machine because running at the full 800 pieces per minute (PPM) rate leads to more web breaks or quality defects. In their mind, running at 720 PPM with higher stability is better than frequent stops at 800 PPM. They are not wrong in their logic, but this masks the real problem. The question management should ask is not "Why are you running slow?" but "What is preventing you from running at the designed speed?" The answer could be an underperforming glue system that cannot keep up, a batch of super absorbent polymer (SAP) with inconsistent properties, or a cutting unit that vibrates excessively at high speeds. Addressing these technical bottlenecks is a core component of diaper machine performance optimization. It allows the entire line to run faster and more stably, unlocking a new level of throughput without compromising quality.
Elevating Quality: Minimizing Defects and Rework
The quality component of OEE is typically the highest of the three, but this can be deceptive. A 98% quality rate sounds great, but on a line producing 800 diapers per minute, that 2% loss equates to 16 defective diapers every minute. Over an 8-hour shift, that is over 7,500 wasted diapers. The financial cost of the raw materials, energy, and labor embodied in those defects is substantial.
Improving quality begins with a robust detection system. Modern diaper machines are equipped with vision systems that inspect every single diaper for dozens of attributes: tab placement, core integrity, leg cuff bonding, backsheet printing alignment, and more. Any diaper that fails these checks is automatically rejected. The first step is to ensure these systems are properly calibrated and maintained. A dirty camera lens or a misconfigured inspection parameter can lead to either letting bad products escape (a risk to your brand reputation) or rejecting good products (a direct financial loss).
The second, more profound step is to move from detection to prevention. The data from your vision system is a goldmine. It should not just be used to trigger a reject gate; it should be used to provide real-time feedback to the process. If the vision system detects that the absorbent core is starting to drift to the left, it should not wait until it is out of tolerance to start rejecting products. Instead, that data should be used to signal an alarm to the operator or, in a more advanced system, to automatically make a micro-adjustment to the core-forming unit to bring the process back to the center of its specification. This is the essence of Statistical Process Control (SPC). By monitoring trends and reacting to small deviations, you can prevent defects from ever occurring. This proactive approach to quality is a hallmark of a world-class manufacturing operation and a cornerstone of effective diaper machine performance optimization.
2. Implementing a Predictive Maintenance and Smart Monitoring Framework
The traditional approach to maintenance in many factories has been reactive. A component fails, the machine stops, and a maintenance technician is called to fix it. This "breakdown maintenance" model is the most expensive and disruptive way to manage equipment. It leads to long, unplanned downtime, frantic scrambles for spare parts, and often, collateral damage to other parts of the machine. The next evolution was preventive maintenance, based on a fixed schedule. "Change the oil every 3 months," "replace the cutting blades every 500 hours of operation." This is a significant improvement, as it prevents many failures. However, it is also inefficient. It often leads to replacing components that are still perfectly healthy, wasting parts and labor. Or, it can fail to predict a premature failure that occurs before the scheduled replacement.
The paradigm for 2025 and beyond is predictive maintenance (PdM). PdM uses technology to monitor the actual condition of the equipment to determine when maintenance should be performed. It is about fixing a component just before it is about to fail. This approach promises the best of both worlds: minimizing unplanned downtime while also maximizing the useful life of each component. For a high-speed, complex asset like a modern diaper machine, a PdM framework is not a luxury; it is a fundamental strategy for achieving elite levels of performance.
The Shift from Reactive to Predictive Maintenance: A Paradigm Change
Making the shift from a reactive to a predictive maintenance culture requires more than just new technology; it demands a change in mindset from the plant floor to the corner office. It is a move from being firefighters to being detectives.
In a reactive culture, the maintenance team is rewarded for speed. How quickly can they get a downed machine back up and running? Their success is measured in minutes of downtime. In a predictive culture, the team is rewarded for foresight. How many potential failures did they identify and prevent this month? Their success is measured in the absence of downtime. This is a profound shift.
This transition requires a structured approach. It starts with a criticality analysis of the diaper machine. Not all components are created equal. A failure of the main drive motor is a catastrophe. A failure of a sensor bracket is a minor inconvenience. You must identify the components whose failure would have the most severe consequences for safety, quality, and production. These critical components become the first candidates for your predictive monitoring program.
The table below contrasts the old and new paradigms, illustrating the benefits of embracing a predictive approach.
| Aspect |
Reactive Maintenance ("Fix it when it breaks") |
Predictive Maintenance ("Fix it before it breaks") |
| Trigger |
Equipment failure |
Data indicating potential failure (e.g., vibration, temperature) |
| Downtime |
Unplanned, often long and disruptive. |
Planned, short, and scheduled for non-production times. |
| Coût |
High. Includes overtime labor, express shipping for parts, and lost production. |
Low. Maintenance is planned, parts are ordered in advance, no lost production. |
| Spare Parts |
Large inventory of "just in case" parts must be kept. |
Minimal inventory needed. Parts are ordered "just in time." |
| Component Life |
Parts are either run to failure (risky) or replaced too early (wasteful). |
Maximum useful life is extracted from every component. |
| Safety |
Higher risk of catastrophic failure and associated safety incidents. |
Lower risk, as developing problems are identified early. |
Embracing this change means investing in training. Your maintenance technicians need to become data analysts. They need to learn how to interpret a vibration spectrum or a thermal image, not just how to turn a wrench. It's a journey, but one that leads directly to a more stable, predictable, and profitable operation.
Key Technologies: IoT Sensors, Thermal Imaging, and Vibration Analysis
Predictive maintenance is powered by data, and that data comes from a suite of technologies designed to listen to the "voice" of the machine. For a diaper machine, three technologies are particularly powerful.
1. Vibration Analysis: Every rotating component on a diaper machine—motors, bearings, rollers, cutting units—has a unique vibration signature when it is healthy. As a component begins to wear out, develop an imbalance, or become misaligned, its vibration signature changes. By placing small, wireless vibration sensors (part of the Internet of Things, or IoT) on critical rotating assets, you can continuously monitor these signatures. Sophisticated software analyzes the data, looking for tell-tale frequencies that indicate specific fault types. For example, a peak at a particular frequency might indicate a microscopic flaw on the inner race of a bearing, while a different frequency might point to a misalignment between a motor and a gearbox. This technology can often provide weeks or even months of warning before a bearing seizes, allowing you to schedule its replacement during a planned stop.
2. Thermal Imaging (Thermography): Problems in mechanical and electrical systems often manifest as heat before they lead to failure. A handheld or fixed thermal imaging camera can instantly reveal these hotspots. On a diaper machine, thermography is invaluable for scanning electrical cabinets to find loose connections or overloaded circuits, which are a major fire risk. It can identify failing motor bearings, which run hot before they seize. It can even be used to check the performance of the adhesive application systems; a clogged nozzle or a failing heater on a glue tank will show up as a cold spot in the thermal image. Regular thermal scans of the entire machine can be a quick, non-invasive way to get a health check and spot developing issues.
3. Oil Analysis and Lubrication Management: Lubrication is the lifeblood of any machine. For the numerous gearboxes and hydraulic systems on a diaper line, the condition of the oil provides a wealth of diagnostic information. Sending small samples of oil to a lab for analysis can reveal the presence of microscopic metal particles, indicating wear in gears or bearings. It can detect contamination from water or other fluids, which can degrade lubricating properties. It can also measure the depletion of critical additives in the oil. A robust lubrication management program, guided by oil analysis, ensures that components are protected, and oil is changed based on its actual condition, not just a generic schedule. This is a simple yet incredibly effective form of diaper machine performance optimization.
These technologies work best when used in concert. A rising vibration level on a gearbox might be corroborated by a hotspot detected by a thermal camera and the presence of iron particles in the oil sample. This confluence of data gives you an extremely high degree of confidence that a failure is developing, allowing you to act proactively.
Building a Data-Driven Maintenance Schedule
The output of your PdM technologies is a stream of data. The next challenge is to turn that data into a concrete maintenance plan. This requires a Computerized Maintenance Management System (CMMS). A modern CMMS acts as the brain of the maintenance operation.
When a sensor detects an anomaly—for instance, the vibration on a fan motor exceeds a preset "alert" threshold—it can automatically generate a work order in the CMMS. This work order is not an emergency request. It is a notification to the maintenance planner: "The bearing on fan motor F-101 is showing early signs of wear. Estimated time to failure is 4-6 weeks."
The planner can then look at the production schedule and see that there is a major product changeover planned in 3 weeks. They can add the replacement of the F-101 bearing to the list of tasks to be performed during that planned stop. They can check the inventory to ensure a spare bearing is available or order one with standard shipping. A maintenance technician is assigned the job. The procedure for replacing the bearing is attached to the work order.
On the day of the changeover, the technician performs the replacement. They close the work order in the CMMS, and the system records how long it took and what parts were used. The vibration sensor on the new bearing confirms that the signature is back to its healthy baseline.
This closed-loop process is the essence of data-driven maintenance. It is calm, organized, and efficient. It transforms the maintenance department from a chaotic emergency room into a well-oiled machine, systematically eliminating the sources of unplanned failure. It is a critical enabler of high OEE and a pillar of sustainable diaper machine performance optimization.
Case Study: How Predictive Maintenance Reduced Unplanned Stops by 40%
Consider the case of a mid-sized diaper manufacturer in Southeast Asia. Their primary production line was approximately seven years old and was experiencing an average of 10-12 hours of unplanned downtime per week. A Pareto analysis revealed that over half of this downtime was caused by failures of rotating components: bearings in the fluff pulp mill, rollers in the web tensioning system, and the main drive gearbox.
They initiated a pilot PdM program, focusing on these critical assets. They installed wireless vibration sensors on 30 key bearings and rollers and contracted a service to perform quarterly thermal imaging surveys and oil analysis on the main gearbox.
Within the first three months, the system flagged two issues. The vibration signature on a primary tensioning roller showed a clear bearing-wear frequency, predicting a failure within 2-3 weeks. The maintenance team replaced the bearing during the next scheduled weekend maintenance. Upon inspection, the old bearing showed significant visible pitting on the outer race; it was close to catastrophic failure. The second issue was a hotspot on a contactor in the main electrical panel, identified by the thermal scan. It was caused by a loose connection, which was tightened in minutes. Left undetected, it would have likely led to a major electrical failure and a significant fire risk.
After one year, the results were dramatic. Unplanned downtime attributed to mechanical failures on the monitored components had decreased by over 80%. The overall unplanned downtime for the entire line was reduced by 40%. The initial investment in sensors and training was paid back in less than six months through the value of the saved production time. This real-world example illustrates the tangible power of shifting from a reactive to a predictive maintenance strategy.
The Role of Machine Learning in Predicting Component Failure
The next frontier in predictive maintenance involves machine learning (ML). While traditional PdM relies on predefined thresholds (e.g., "alert if vibration exceeds X"), machine learning models can learn the normal operating behavior of a machine in a much more nuanced way.
An ML algorithm can take in data from dozens or even hundreds of sensors simultaneously—vibration, temperature, speed, web tension, glue pressure, etc. It learns the complex correlations between all these variables during normal, healthy operation. It essentially builds a highly detailed "digital twin" of the machine's behavior.
Then, the ML model continuously compares the live data stream from the machine to its learned model of "normal." When it detects a subtle deviation—a pattern that does not match what it has learned—it can flag an "anomaly." This anomaly might be a pattern that is too complex for a human to spot or for a simple threshold to catch. For example, it might learn that a small increase in the vibration of motor A, combined with a tiny drop in temperature at sensor B, and a slight increase in the current draw of drive C, is a unique precursor to a specific type of jam that occurs 30 minutes later.
By identifying these complex, multi-variate patterns, ML-based predictive maintenance can not only predict that a failure will occur but can also provide a more accurate diagnosis of what is about to fail and why. As these systems become more accessible and easier to implement, they will offer an even more powerful tool for manufacturers striving for the highest levels of diaper machine performance optimization and operational stability.
3. Optimizing Raw Material Handling and Consumption
In the economics of diaper manufacturing, raw materials represent the single largest component of the cost of goods sold, often accounting for 50-70% of the final product cost. The main ingredients—nonwoven fabrics for the topsheet and backsheet, fluff pulp and super absorbent polymer (SAP) for the absorbent core, elastics, and adhesives—are consumed at a prodigious rate. A high-speed line can consume several tons of these materials every day. Consequently, even a small percentage of waste can have a massive financial impact. Optimizing the handling and consumption of these materials is not just a peripheral activity; it is a central front in the battle for profitability. Every gram of wasted SAP, every meter of trimmed nonwoven, is profit that is literally being thrown away. An effective strategy for diaper machine performance optimization must therefore place a heavy emphasis on material efficiency.
The Financial Impact of Material Waste in Diaper Manufacturing
Let's put some numbers to this to understand the scale. Imagine a diaper line running 24/7, producing 700 diapers per minute. That's just over one million diapers per day. If the raw material cost per diaper is, for example, $0.08, the daily material consumption is $80,000.
Now, consider a waste level of 5%. This might sound acceptably low to some, but it represents $4,000 in lost material every single day. Over a year, that's nearly $1.5 million of waste for a single production line. If you could reduce that waste from 5% to 3%, you would be adding over half a million dollars directly to your annual profit.
Waste in diaper production comes from several sources:
- Startup/Shutdown Waste: The first few hundred diapers produced after a startup or a major stop are often out of specification and must be scrapped.
- Splice Waste: When one roll of material (e.g., nonwoven) runs out, it must be spliced to a new roll. The machine slows down or stops, and the diapers produced during this splice sequence are typically rejected.
- Trim Waste: The process of cutting the diaper shape from the continuous web of materials generates a significant amount of trim, particularly from the leg contour area.
- Quality Rejects: Any diaper rejected for a quality defect represents a total loss of its constituent materials.
- Over-consumption: Using slightly more material than is specified in the product design, such as applying a thicker layer of adhesive or a heavier absorbent core, is a hidden form of waste that can add up significantly.
Tackling these sources of waste requires a combination of technology, process control, and operator diligence.
Automated Splicing Systems: The Key to Uninterrupted Production
One of the most significant sources of both waste and downtime is the roll change process. On a high-speed line, a large roll of nonwoven fabric might be consumed in less than an hour. A manual or semi-automatic splicing process requires the operator to slow or stop the machine, thread the new material, and make the splice. This process is slow, generates a significant amount of waste, and is a major cause of availability loss in the OEE calculation.
The solution is a fully automatic, zero-speed splicer. This sophisticated piece of equipment holds the new roll of material in standby. As the current "running" roll is about to expire, the splicer accumulates a buffer of the material in a "festoon" or "accumulator." This buffer allows the main process to continue running at full speed. At the precise moment the roll runs out, the splicer automatically clamps the end of the old web, cuts it, and instantly joins it to the start of the new web using tape or heat. The entire splice is made while the web entering the accumulator is momentarily stationary (hence "zero-speed"), but the web exiting the accumulator and feeding the machine never stops.
The benefits are enormous. Downtime for roll changes is completely eliminated, providing a massive boost to the Availability component of OEE. Because the splice is made automatically and at high speed, the amount of waste material is reduced to a minimum—often just one or two diaper lengths, compared to dozens or hundreds in a manual process. The splice itself is more reliable and consistent, reducing the risk of a web break after the splice. While the investment in an automatic splicer is significant, the ROI for a high-speed line is typically very rapid, often under 12 months, due to the combined savings from increased uptime and reduced material waste. Any serious effort at diaper machine performance optimization must evaluate the implementation of these systems for all primary web materials.
Quality Control for Incoming Materials: Nonwovens, SAP, and Adhesives
There is an old saying in manufacturing: "You cannot inspect quality into a product." This is especially true in diaper manufacturing. You cannot create a high-quality diaper from low-quality raw materials. Inconsistent materials are a primary cause of machine instability, downtime, and defects. A robust incoming quality control (IQC) program is therefore not just a quality function; it is a machine performance function.
Your suppliers are your partners in production. You must work with them to establish clear, measurable specifications for every material you purchase.
- Nonwoven Fabrics: Key parameters include basis weight (grams per square meter), tensile strength, elongation, and wettability (for the topsheet). A roll of nonwoven that has inconsistent basis weight will cause problems in the core-forming unit and can lead to web breaks. You should have the equipment in your lab to test a sample from each new batch of material that arrives to verify it meets your specifications before it is ever loaded onto the machine.
- Super Absorbent Polymer (SAP): SAP is the magic ingredient, the material that absorbs and locks away liquid. Its properties are critical. You need to test for absorption capacity, absorption speed, and particle size distribution. A batch of SAP with too many fine particles can create dust, which can clog filters and cause sensor faults. A batch with poor absorption speed will lead to a diaper that leaks, a catastrophic quality failure.
- Adhesives: The hot-melt adhesives used for construction and elastic attachment are also critical. Their viscosity (thickness) must be consistent. If the viscosity is too low, the glue may spray or "string," contaminating other parts of the machine. If it is too high, it may not apply properly, leading to weak bonds and delamination of the diaper layers. Working with your adhesive supplier to ensure consistent quality and optimizing the application temperature and pressure on the machine are key.
When you do detect an out-of-spec material, you must have a clear procedure. The material should be quarantined and not used. You must provide clear data to your supplier to explain the rejection. A good supplier will use this feedback to improve their own processes. Over time, this collaborative approach leads to a more stable and predictable supply chain, which directly translates to a more stable and predictable production line. This is a foundational aspect of achieving long-term diaper machine performance optimization. Exploring options like comprehensive solutions for baby diaper machines can provide integrated systems that are better equipped to handle minor material variations.
Even with perfect materials and uninterrupted running, the diaper design itself can be a source of waste. The "T-shape" or contoured shape of a modern diaper means that when the leg cutouts are made, the trimmed material is waste. On some products, this "trim waste" can be as high as 10-15% of the total web material.
There are several strategies to combat this. The first is design optimization. Can the shape of the diaper be slightly modified to "nest" more efficiently on the web, reducing the space between units? Can the trim from one area be repurposed for another component? Some advanced processes, for example, can reclaim the nonwoven trim, re-process it, and use it as part of the material for a non-critical layer like the acquisition distribution layer (ADL).
The second strategy is process optimization. The precision of the cutting unit is paramount. A dull or misaligned cutting die can create a ragged edge, leading to more defects. It can also drift, increasing the amount of trim. Using high-precision rotary die cutters and ensuring they are meticulously maintained is key.
Another major area for material optimization is the absorbent core. The core is a precise mixture of fluff pulp and SAP. The goal is to place this expensive material exactly where it is needed for absorption and nowhere else. Modern core-forming technology allows for "contoured" or "profiled" cores, which are thicker in the target zone and thinner at the edges. This not only improves comfort and fit but also saves a significant amount of material compared to a simple rectangular core of uniform thickness. However, this requires precise control. The forming system must be able to maintain a consistent basis weight profile across the core, and the vision system must verify this on every diaper. Any deviation can lead to either poor performance or wasted material. Fine-tuning the core-forming process to meet the absorbency target with the absolute minimum amount of pulp and SAP is a high-level form of diaper machine performance optimization.
Integrating Supply Chain Data with Production Planning
A final, more advanced strategy for material optimization is to digitally integrate your supply chain with your production floor. Imagine a system where your production schedule is directly linked to your suppliers' inventory and production systems.
When you schedule a run of 5 million "Size 4" diapers, the system automatically calculates the exact amount of each required raw material. It then checks your current inventory and communicates with your suppliers' systems to issue purchase orders and delivery schedules. This ensures that materials arrive "just-in-time," reducing the amount of capital tied up in inventory and minimizing the need for large warehouses.
This integration can also work in the other direction. If your SAP supplier informs the system that a particular batch has a slightly lower-than-average absorption capacity (but is still within an acceptable range), this information can be passed to the diaper machine. The machine's control system could then automatically make a micro-adjustment, increasing the basis weight of the core by 0.5% for the duration of that batch's use, ensuring that the final product still meets its performance specifications.
This level of digital integration creates a truly "smart" factory, where information flows seamlessly from the supply chain through the production process and back again. It allows the entire system to be more resilient, more efficient, and more responsive to the inevitable variations that occur in any real-world manufacturing environment. It represents the pinnacle of material management and a key future direction for the industry.
4. Empowering Your Workforce: Advanced Operator Training and Skill Development
In the sophisticated world of modern manufacturing, it is tempting to focus exclusively on the hardware. We celebrate the speed of the motors, the precision of the cutters, and the intelligence of the sensors. However, this focus can obscure a fundamental truth: the single most important component on any production line is the human operator. A state-of-the-art, multi-million-dollar diaper machine in the hands of an untrained or unmotivated operator will underperform. Conversely, a skilled, engaged, and empowered operator can coax surprising levels of performance out of even older equipment. Investing in your people is not a "soft" initiative; it is one of the highest-return investments you can make in your pursuit of diaper machine performance optimization. The goal is to transform operators from simple machine-minders into true process owners.
Beyond Basic Operation: Cultivating a Culture of Ownership
Traditional operator training often focuses on the "how": how to start the machine, how to stop it, how to load materials, how to clear a basic jam. This is necessary, but it is not sufficient. A culture of ownership is cultivated when training also emphasizes the "why."
Why is tension control so important? An operator who understands that incorrect tension is the root cause of web breaks, wrinkles, and registration errors is more likely to be vigilant about monitoring and adjusting it. Why must we be so careful with adhesive temperature? An operator who knows that the wrong temperature can lead to weak bonds that cause customer complaints is more likely to treat the glue system with respect. Why do we track minor stops? An operator who sees minor stops not as an annoyance but as data points that reveal process instability will be a valuable partner in problem-solving.
Cultivating this culture starts with respect. Operators are the people who spend eight hours a day with the machine. They know its sounds, its quirks, and its personality. Their insights are invaluable. Management must create channels for these insights to be heard and acted upon. Daily team huddles around a production whiteboard, formal suggestion programs, and the inclusion of operators on continuous improvement teams are all practical ways to do this.
When operators feel that their knowledge is valued and that they have the authority to make small adjustments and improvements, their relationship with the machine changes. It is no longer "the company's machine"; it becomes "my machine." They take personal pride in its OEE score, its quality rate, and its cleanliness. This sense of ownership is an incredibly powerful, self-sustaining driver of performance.
Structured Training Modules for Fault Diagnosis and Troubleshooting
While a sense of ownership is the foundation, it must be supported by technical competence. When a machine stops, the clock is ticking. The ability of an operator to quickly and accurately diagnose the cause of the stop is a critical skill that directly impacts the Availability component of OEE. Relying on "tribal knowledge" passed down from senior to junior operators is unreliable and inconsistent. A structured, competency-based training program is essential.
This program should be broken down into modules, covering each major section of the diaper machine: the web handling and unwinds, the mill and core-forming unit, the chassis application section, the elastic application systems, the cutting units, and the stacker and bagger.
For each module, the training should follow a logical progression:
- Theory of Operation: How does this section work? What is its purpose? What are the key process variables?
- Normal Operation: What does it look like, sound like, and feel like when this section is running correctly?
- Common Faults: What are the top 5-10 most common reasons for a stoppage or defect in this area? (This information should come from your downtime data analysis).
- Troubleshooting Guides: For each common fault, provide a clear, step-by-step diagnostic process. For a "Web Break" fault, the guide might start with "1. Check material roll for defects. 2. Check splice integrity. 3. Check web tension reading. 4. Inspect rollers for adhesive buildup."
- Assessment: At the end of each module, there should be a practical assessment where the operator has to demonstrate their ability to identify and resolve simulated faults.
This structured approach ensures that every operator receives the same high-quality training and possesses a consistent baseline of troubleshooting skill. It professionalizes the role of the operator and equips them with the confidence to solve a wider range of problems on their own, without always having to wait for a maintenance technician.
Utilizing Simulators and Augmented Reality for Safe, Effective Training
One of the challenges of training on a high-speed production line is that it is difficult—and often unsafe—to practice on the real machine. You cannot deliberately cause a major jam just for training purposes. This is where modern technology can be a game-changer.
Training Simulators: Many manufacturers of explore our advanced diaper machine technology now offer sophisticated software simulators that replicate the machine's control interface (HMI). A new operator can sit at a computer and learn to navigate the screens, respond to alarms, and practice changeover procedures in a completely safe, virtual environment. The simulator can be programmed with various fault scenarios, allowing the trainee to practice their troubleshooting skills without risking any real downtime or material waste.
Augmented Reality (AR): AR takes this a step further. An operator wearing a set of AR glasses can look at the physical machine and see digital information overlaid on their view. For a maintenance task, the AR system could highlight the exact bolts that need to be removed, show the correct torque specification, and play a video of the procedure right in their line of sight. For troubleshooting, an operator could look at a faulty sensor, and the AR system could display its live reading, its historical trend, and the relevant page from the electrical schematic. This technology can dramatically reduce the time it takes to perform complex tasks and reduce the risk of human error. It can also be used for remote assistance, where an expert in another country can see what the local operator sees and guide them through a difficult repair in real time. These technologies represent the future of industrial training.
The connection between operator skill and machine performance is direct and measurable. A well-trained operator contributes to all three components of OEE.
- Availability: By quickly diagnosing and resolving minor stops, they reduce the "death by a thousand cuts" that kills performance. By performing efficient and correct changeovers, they minimize planned downtime. Their ability to spot the early warning signs of a developing mechanical problem (a new noise, a slight vibration) and report it can help prevent a major unplanned breakdown.
- Performance: A skilled operator understands the delicate balance of the process and has the confidence to run the machine closer to its ideal design speed. They know how to make the fine adjustments to tension, temperature, and pressure that allow the process to run stably at high speed.
- Quality: An operator trained in quality awareness is the first line of defense against defects. They are constantly performing visual checks, noticing subtle changes in the product, and taking corrective action before the automated vision system even has to reject a diaper. They understand the importance of proper setup and calibration to ensure that every product is made to specification.
Investing in operator competency is, therefore, a direct investment in OEE. The financial return comes in the form of more products shipped per hour, less material wasted, and a more reliable and predictable operation. This is a crucial element of a holistic approach to diaper machine performance optimization.
Creating Standard Operating Procedures (SOPs) for Fast Changeovers
Nowhere is the combination of skill and process more important than during a product changeover. As discussed earlier, changeover time is a direct hit to Availability. The key to reducing it is standardization. Every operator should perform the changeover in the exact same way—the most efficient way. This is achieved through the creation and use of Standard Operating Procedures (SOPs).
An SOP for a changeover is not just a simple checklist. It is a detailed, visual guide. It should include:
- A list of all tools and parts that need to be prepared before the machine stops (the external setup).
- A step-by-step sequence of tasks to be performed after the machine stops (the internal setup), with target times for each step.
- Clear photographs or diagrams for each step, especially for complex adjustments.
- The specific settings for the new product (e.g., "Set tension controller TC-101 to 45 Newtons," "Load recipe 'Size 3 Super' on HMI").
- A checklist for verification and startup after the changeover is complete.
These SOPs should be developed by a team that includes the most experienced operators and maintenance technicians. Once created, they should be used for training and should be physically present at the machine during every changeover. By following the SOP, even a less experienced operator can perform a changeover efficiently and correctly. The SOP turns a complex, variable process into a standardized, repeatable routine. This standardization is the secret to achieving consistently fast changeovers and is a powerful, practical tool for boosting machine availability.
5. Leveraging Data Analytics and Process Control for Continuous Improvement
If empowered operators are the heart of an optimized production line, then data is its nervous system. In the past, manufacturing was often run on experience and intuition. A seasoned operator "knew" how to run the machine based on its sounds and feel. While that experience is still valuable, it is no longer enough to compete at the highest level. The complexity and speed of modern diaper machines generate a torrent of data every second. The ability to collect, analyze, and act on this data is what separates good manufacturers from great ones. A culture of continuous improvement, fueled by data analytics, is the final and most sustainable pillar of diaper machine performance optimization. It creates a virtuous cycle where the machine gets smarter, the process becomes more stable, and performance consistently trends upward.
Establishing a Centralized Data Collection System
You cannot manage what you do not measure. The first step in any data-driven journey is to establish a comprehensive and reliable system for data collection. On a modern diaper machine, this data comes from many sources:
- The PLC (Programmable Logic Controller): This is the machine's brain. It contains data on cycle times, machine states (running, stopped, faulted), alarm histories, and the status of every motor and valve.
- The HMI (Human-Machine Interface): This is the screen where operators interact with the machine. It logs operator actions, recipe changes, and the reasons entered for downtime.
- Sensor Networks: This includes the data from your predictive maintenance sensors (vibration, temperature) as well as process sensors measuring web tension, glue temperature and pressure, and airflow.
- Vision Systems: The quality inspection system generates a huge amount of data on the precise measurements of every diaper and the reasons for any rejects.
- Manufacturing Execution System (MES): This higher-level system tracks production orders, material consumption, and labor.
The challenge is that this data often lives in separate "silos." The PLC has its data, the vision system has its own, and the MES has its own. A truly effective analytics strategy requires bringing all of this data together into a single, centralized data historian or database. This creates a single source of truth and allows you to correlate data from different systems. For example, you could analyze if a slight increase in web tension (from the process sensor) is correlated with a specific type of quality defect (from the vision system) that occurs 10 minutes later. This kind of cross-system analysis is impossible when data is trapped in silos.
While OEE is the ultimate headline metric, a robust performance management system tracks a balanced set of Key Performance Indicators (KPIs) that provide a more detailed picture of the operation's health. These KPIs should be displayed on dashboards visible to everyone on the plant floor, providing real-time feedback. Good KPIs should be:
- Mean Time Between Failures (MTBF): This measures the average time the machine runs before an unplanned stop occurs. A rising MTBF is a strong indicator that your maintenance and problem-solving efforts are succeeding. MTBF = Total Uptime / Number of Unplanned Stops.
- Mean Time To Repair (MTTR): This measures the average time it takes to recover from an unplanned stop. A falling MTTR indicates that your operators and technicians are getting better and faster at troubleshooting and repair. MTTR = Total Unplanned Downtime / Number of Unplanned Stops.
- First Pass Yield (FPY): This is a stricter measure of quality than the simple Quality component of OEE. It measures the percentage of products that are made correctly the first time, without any need for rework or special handling. It is a pure measure of process capability.
- Material Yield: This KPI tracks the ratio of the weight of the finished, good-quality diapers to the total weight of the raw materials consumed. It is a direct measure of your efficiency in converting expensive raw materials into sellable products.
- Changeover Time: As discussed, this should be tracked meticulously for every changeover. Plotting the times on a chart and setting aggressive reduction targets is a powerful way to focus improvement efforts.
These KPIs give your team specific areas to focus on. They break down the grand goal of "improving OEE" into more manageable sub-goals like "increase our MTBF by 10% this quarter" or "reduce the average changeover time to under 60 minutes."
Applying Statistical Process Control (SPC) to Diaper Manufacturing
Statistical Process Control (SPC) is a powerful methodology for moving from a reactive "detection" mode of quality control to a proactive "prevention" mode. The core idea of SPC is that every process has a certain amount of natural, inherent variation. An SPC chart is a tool that helps you distinguish between this "common cause" variation (the normal noise in the system) and "special cause" variation (a signal that something has changed in the process and needs investigation).
Let's take the example of the absorbent core weight. Your target weight might be 15.0 grams. Due to the nature of the fluffing and forming process, not every core will be exactly 15.0 grams. There will be some natural variation. By measuring the core weight of a small sample of diapers every 15 minutes and plotting the average on a control chart, you can establish the "voice of the process." The chart will have a center line (the average) and statistically calculated upper and lower control limits (UCL and LCL).
As long as the plotted points bounce around randomly between the control limits, the process is considered "in control" and stable. You should not react to any single point being slightly high or low. However, if you see a point fall outside the control limits, or if you see a non-random pattern (e.g., seven consecutive points all trending upwards), that is a signal of a "special cause." Something has changed. Perhaps a nozzle is starting to clog, or the density of the incoming fluff pulp has changed. The SPC chart gives you an early warning to investigate and fix the problem before the core weight goes outside the engineering specification limits and you start producing defective products.
Applying SPC to critical process parameters—core weight, glue application weight, elastic elongation, tab placement position—transforms your quality management. It allows operators to make intelligent, data-based decisions about when to adjust the process and when to leave it alone, leading to a more stable process and higher, more consistent quality.
Using Data to Optimize Machine Settings for Different Product SKUs
Most diaper factories produce a wide range of products: different sizes, different absorbency levels (day vs. night), and sometimes different brands with different features. Each of these Stock Keeping Units (SKUs) requires a unique set of machine settings, often called a "recipe." This recipe can contain hundreds of parameters: speeds, tensions, temperatures, pressures, camera inspection tolerances, and more.
Often, these recipes are developed through trial and error and then saved. However, are they truly optimal? Data analytics provides a way to answer this question. By analyzing the historical production data for a specific SKU, you can identify the set of process parameters that consistently produced the highest OEE.
For example, you could analyze all the runs of "Size 4 Premium" over the last six months. The analysis might reveal that the runs where the main web tension was set between 48-52 Newtons had a significantly lower rate of web breaks than runs where the tension was set outside this range. This data provides a clear, objective basis for updating the standard recipe for "Size 4 Premium" to specify a tension of 50 Newtons.
This process of "recipe optimization" can be applied to all key parameters and all major products. It is a systematic way of capturing the "best known way" to run each product and embedding that knowledge directly into the machine's control system. It reduces the variability that comes from different operators having different preferences for machine settings and ensures that you are always starting a run with the most optimized parameters possible.
Closing the Loop: From Data Insight to Actionable Change
The final, and most important, step is to create a culture and a process for turning data insights into concrete actions. A beautiful dashboard or a clever analysis is useless if it does not lead to a change on the factory floor. This is often referred to as "closing the loop."
This requires a structured continuous improvement process, such as a daily production meeting. The team (production manager, maintenance lead, quality lead, and operator representatives) gathers for 15-20 minutes to review the KPIs from the last 24 hours.
- "Our OEE yesterday was 68%, 5 points below target. Why?"
- "The downtime pareto chart shows our number one issue was 'Jam at Stacker,' accounting for 90 minutes of lost time."
- "The operator log notes say the jams were happening with the new packaging film we started using."
Based on this brief data review, an action is assigned. "John (engineer) and Mary (operator), please investigate the stacker jams with the new film today and report back tomorrow with a countermeasure."
The next day, John and Mary report back. "We found the static bar at the stacker infeed was not effective on the new film. We adjusted its position, and we have not had a jam in the last 6 hours."
This simple, daily routine creates a relentless, problem-solving engine. It ensures that data is not just collected and admired; it is used to drive specific, measurable improvements every single day. It is this disciplined, data-driven execution that truly unlocks the full potential of the equipment and sustains a high level of diaper machine performance optimization over the long term.
Foire aux questions (FAQ)
What is a good OEE score for a diaper machine?
A "good" OEE score is highly contextual. For a modern, high-speed diaper line running a consistent product, a world-class OEE score is generally considered to be 75% or higher. However, for older lines or operations with a high variety of product changeovers, an OEE of 60-65% might be a very strong performance. The most valuable approach is to first establish a reliable baseline OEE for your specific operation and then focus on continuous improvement from that baseline, rather than fixating on a universal number.
How can I reduce changeover times between different diaper sizes?
Reducing changeover time is best achieved using the SMED (Single-Minute Exchange of Die) methodology. The key steps are: 1) Videotape the entire changeover process. 2) Analyze the video with a team of operators and technicians to separate "internal" tasks (done while the machine is stopped) from "external" tasks (can be prepared beforehand). 3) Convert as many internal tasks to external as possible, such as preparing tool carts and pre-setting guides. 4) Streamline the remaining internal tasks by using quick-release clamps, standardized settings, and practicing the sequence.
What are the most common causes of downtime in diaper production?
While it varies by machine, common causes of unplanned downtime include: web breaks of the nonwoven or backsheet material, jams in the folding or stacking units, faults in the adhesive application system (e.g., clogged nozzles), and failures of rotating components like bearings and motors. A systematic downtime tracking system with accurate reason codes is essential to identify and prioritize the specific causes impacting your line.
Raw material quality is exceptionally important. Inconsistent materials are a primary source of machine instability and downtime. For example, variations in the basis weight of nonwoven fabric can cause web tracking and tensioning problems. Inconsistent particle size in Super Absorbent Polymer (SAP) can lead to dust and clogged filters. Poor quality adhesives can fail to bond properly, causing delamination. A stringent incoming quality control (IQC) program is a prerequisite for high-performance manufacturing.
Yes, older machines can often be significantly improved through strategic upgrades. Common retrofits include installing modern, zero-speed automatic splicers to eliminate roll-change downtime, upgrading to high-precision vision systems for better quality control, adding IoT sensors for predictive maintenance, and modernizing the drive and control system (PLC/HMI) for better diagnostics and data collection. A thorough audit can identify the upgrades that will provide the best return on investment.
What role does automation play in optimization?
Automation plays a vital role. On a modern diaper machine, automation handles high-speed material handling, cutting, folding, and bonding with a precision humans cannot match. Advanced automation, such as automatic splicing, robotic packaging, and process control loops that use sensor feedback to self-adjust, directly increases OEE by improving Availability (reducing stops), Performance (enabling higher speeds), and Quality (ensuring consistency).
Conclusion
The journey toward superior diaper machine performance optimization is not a destination but a continuous path. It is a comprehensive endeavor that weaves together the precision of engineering with the empowerment of people, underpinned by the undeniable clarity of data. As we have explored, achieving excellence in the competitive 2025 landscape requires moving beyond the traditional reactive model of manufacturing. It demands the adoption of a holistic framework where Overall Equipment Effectiveness serves as the guiding star, illuminating the path toward greater productivity. By implementing predictive maintenance, you transform your maintenance team from firefighters into forecasters, preventing disruptions before they occur. By meticulously managing every gram of raw material, you plug the leaks that drain profitability. By investing in the skills and ownership of your operators, you unlock the human potential that no machine can replicate. Finally, by building a culture that thrives on data analytics, you create a self-improving system that learns, adapts, and relentlessly pushes the boundaries of performance. This integrated approach is the definitive strategy for manufacturers in South America, Russia, Southeast Asia, the Middle East, and beyond to not only survive but to thrive, ensuring their operations are as efficient, reliable, and profitable as possible.
Références
Andritz AG. (2025). Production platforms for baby diaper production. ANDRITZ. Retrieved from
Diapermachines.com. (2024, January 8). Innovations in diaper manufacturing: Exploring the baby diaper machine revolution. Retrieved from https://www.diapermachines.com/2024/01/08/innovations-in-diaper-manufacturing-exploring-the-baby-diaper-machine-revolution/
Diapermachines.com. (2025, April 8). What is the cost of manufacturing diapers? A breakdown for new investors and manufacturers. Retrieved from https://www.diapermachines.com/2025/04/08/what-is-the-cost-of-manufacturing-diapers-a-breakdown-for-new-investors-and-manufacturers/
Hansen, R. C. (2005). Overall equipment effectiveness. Industrial Press.
Nakajima, S. (1988). Introduction to TPM: Total productive maintenance. Productivity Press.
SQ Machine. (2025, May 22). How diapers are made: Materials, machines, and process explained. Sanitary Pad Machine. Retrieved from https://sanitarypadmachine.com/how-diapers-are-made/
Sunree Hygiene. (2025, March 14). The disposable baby diaper manufacturing process: A comprehensive guide. Retrieved from
Tsarouhas, P. (2020). Improving operation of a production line by measuring OEE: A case study. International Journal of Productivity and Performance Management, 69(8), 1645–1662.
Tucker, R. (2024, September 8). Advancements in disposable diaper machine technology and user-centric innovations. Made-in-China.com. Retrieved from https://insights.made-in-china.com/Advancements-in-Disposable-Diaper-Machine-Technology-and-User-Centric-Innovations_PATGmMdOYElC.html
Williamson, R. M. (2006). Using overall equipment effectiveness to improve performance. Cost Management, 20(4), 36–42.
Oct 24, 2025 | Nouvelles

Abstract
The acquisition of an export quality diaper making machine represents a significant capital investment and a pivotal strategic decision for manufacturers aiming to compete in global markets. This document provides a comprehensive analysis for businesses, particularly those in South America, Russia, the Southeast Asian region, the Middle East, and South Africa, on the process of procuring such machinery from European manufacturers in 2025. It meticulously examines the critical parameters that define a high-caliber machine, moving beyond superficial specifications to explore the nuances of production efficiency, long-term operational stability, and raw material compatibility. The analysis integrates technical, financial, and logistical considerations, emphasizing the importance of supplier verification through certifications like CE and ISO, as well as the necessity of robust after-sales support. By deconstructing the total cost of ownership and evaluating the return on investment, this guide equips decision-makers with a structured framework for making an informed and strategically sound purchasing decision that aligns with long-term production goals and market competitiveness.
Principaux enseignements
- Verify CE and ISO certifications to ensure the machine meets European safety and quality standards.
- Analyze the Total Cost of Ownership (TCO), not just the initial purchase price, for accurate budgeting.
- Prioritize suppliers offering comprehensive after-sales support, training, and spare parts availability.
- Evaluate an export quality diaper making machine in Europe based on production stability, not just maximum speed.
- Ensure the machine’s control system (PLC) is supportable in your region to avoid future maintenance issues.
- Demand integrated quality control systems like vision cameras to minimize defects and material waste.
- Opt for modular and upgradable designs to future-proof your manufacturing investment.
Table des matières
Deconstructing Technical Specifications: Beyond the Brochure
Embarking on the journey to acquire a high-performance diaper machine is an exercise in discernment. It demands a perspective that transcends the glossy pages of a manufacturer's brochure and engages with the mechanical and digital soul of the machine. The specifications listed—speeds, dimensions, power ratings—are merely the opening lines of a much deeper conversation. A truly astute investor learns to read between these lines, to question the interplay of components, and to envision the machine not as a static object but as a dynamic system operating within the specific context of their factory floor. The pursuit of an export quality diaper making machine in Europe, therefore, begins with a commitment to understanding its intricate anatomy and physiology. This understanding is not just for engineers; it is a fundamental prerequisite for any business leader aiming to make a wise, sustainable investment.
At the very heart of any diaper machine lies a trio of systems that work in concert to create the absorbent core, the functional center of the final product. Let's approach this not as a simple list of parts, but as a dynamic, interconnected process.
First, consider the fluff pulp unit. Its function is to transform dense bales of cellulose pulp into a soft, fibrous mat. The process, known as de-fiberization, is typically accomplished by a hammer mill. But not all hammer mills are created equal. What should one look for? Think about the consistency of the resulting fluff. Is it uniform? Are there clumps or unprocessed knots? An inconsistent fluff mat leads directly to an inconsistent diaper core, resulting in variable absorbency and potential product failure. A superior machine will have a hammer mill designed for high efficiency and uniformity, often paired with sophisticated air-laid systems that carefully distribute the fluff. When you speak with a European manufacturer, ask them to explain how their system guarantees this uniformity at high speeds. This is a far more insightful question than simply asking for the motor's horsepower.
Next, we have the Super Absorbent Polymer (SAP) applicator. SAP is the magic ingredient, the tiny crystals that can absorb many times their weight in liquid. The applicator's job is to dose and mix this polymer precisely with the fluff pulp. The central question here is one of precision. A machine might use a volumetric dosing system or a more advanced gravimetric (weight-based) system. A gravimetric system, while often more costly, offers unparalleled accuracy. It continuously weighs the SAP being dispensed, adjusting in real-time to ensure every single diaper core has the exact specified amount. Why does this matter so profoundly? An under-dosed diaper will fail to meet absorbency standards, damaging your brand's reputation. An over-dosed diaper is a direct hit to your profitability, as SAP is one of the most expensive raw materials. An export quality diaper making machine in Europe will almost certainly feature a high-precision dosing system, and understanding its mechanics is non-negotiable.
Finally, these two materials meet in the forming system, typically a rotating drum or a series of vacuum pockets. This is where the diaper's core is shaped. The design of this system dictates the shape, density, and integrity of the core. A poorly designed forming drum, especially when running at high speed, can cause the fluff and SAP to shift, creating weak spots. Look for designs that ensure a consistent vacuum pressure across the entire forming area. Ask the manufacturer about the materials used for the forming pockets and the ease of changing them for different product sizes. A system that is difficult to clean or switch over will lead to excessive downtime, eating into your production schedule. The synergy between the pulp unit, SAP applicator, and forming system defines the quality of your product's most vital component.
Production Speed vs. Operational Stability: Finding the Sweet Spot
In the world of manufacturing, speed is an alluring metric. A machine advertised at 1000 pieces per minute (PPM) seems inherently superior to one rated at 800 PPM. However, this is a classic trap for the unwary investor. The true measure of a machine's performance is not its maximum theoretical speed but its stable, sustainable operational speed. What is the difference?
Maximum speed is often a figure achieved under ideal conditions, with perfectly calibrated materials, for a short burst of time. Operational stability, on the other hand, refers to the speed at which the machine can run continuously for hours or even days, producing a high percentage of A-grade products with minimal stops. An export quality diaper making machine in Europe is engineered for stability.
Consider this analogy: a Formula 1 car can reach incredible top speeds, but it cannot maintain that speed for an entire race. A successful race car is one that can maintain a high average speed, cornering reliably and spending minimal time in the pit. Your diaper machine is the same. A machine that runs at 1000 PPM but stops every 15 minutes for adjustments and produces a 5% defect rate is far less productive than a machine running smoothly at 800 PPM with a 0.5% defect rate and minimal downtime.
How do you assess this stability? Inquire about the machine's efficiency rating at its advertised speeds. Ask for reference clients and, if possible, speak to them about their real-world experiences. Discuss the machine's splicing systems. High-speed machines require automatic splicing for nearly all raw materials—nonwovens, elastic bands, frontal tape. A slow or unreliable splicer is a primary cause of machine stoppage. A top-tier European machine will feature zero-speed or high-speed flying splicers that change material rolls without slowing down the production line, a hallmark of a system designed for genuine operational stability.
Material Compatibility and Waste Reduction Systems
A diaper is a complex composite of numerous materials: various types of nonwoven fabrics, polyethylene film, fluff pulp, SAP, elastics, adhesives, and tapes. Your machine must not only handle these materials but be optimized for them. When you are sourcing from a specific region, say South Africa or Brazil, you may have access to local material suppliers whose specifications might differ slightly from European or North American standards.
A crucial conversation to have with the manufacturer concerns the machine's tolerance for material variations. For example, how does the machine's tension control system adapt to nonwovens with slightly different elasticity or thickness? A sophisticated machine will have a closed-loop tension control system with dancer rolls and load cells that automatically adjust to maintain constant tension, preventing material breaks or misalignments. This adaptability is a cornerstone of a versatile and robust production line.
Furthermore, waste is a direct and significant cost in diaper manufacturing. An export quality diaper making machine in Europe is designed with waste reduction as a core principle. Where does waste come from?
- Start-up and Shut-down: How much material is wasted each time the machine starts or stops?
- Splices: How much material is rejected around the splice point of a new roll?
- Defective Products: Any product identified as faulty by the quality control system must be rejected.
An advanced machine will have systems to minimize all three. For example, it might have a "cull" system that only rejects the single defective product rather than a whole section of the line. It may have highly efficient splice systems that waste only a meter or two of material. Some machines even have reclaim systems that can recover unused pulp and SAP from rejected cores, feeding it back into the production stream. These features may add to the initial cost, but the savings on raw materials over the machine's lifetime are often immense.
The Role of Automation and PLC Control Systems (Siemens, Mitsubishi, etc.)
The modern diaper machine is a marvel of automation, orchestrated by a Programmable Logic Controller (PLC). The PLC is the brain of the operation, coordinating every motor, sensor, valve, and actuator with microsecond precision. The Human-Machine Interface (HMI), typically a large touchscreen, is the window into this brain, allowing operators to monitor processes, adjust settings, and diagnose problems.
The choice of PLC brand is not a trivial matter. While top European brands like Siemens or Beckhoff are common on machines built in Europe, it is vital to consider the support infrastructure for that brand in your own country. If you are operating in Southeast Asia, for instance, a machine running on a Mitsubishi or Omron PLC might be easier to service, as local technicians and spare parts will be more readily available. A leading manufacturer of an export quality diaper making machine in Europe will be flexible, often offering a choice of major PLC brands to suit the client's geographical location.
Below is a comparative table of common PLC systems you might encounter. This is not just a technical choice; it is a strategic one that impacts long-term maintenance and operational uptime.
| Fonctionnalité |
Siemens (e.g., SIMATIC S7) |
Rockwell/Allen-Bradley (e.g., ControlLogix) |
Mitsubishi (e.g., MELSEC) |
| Market Dominance |
Strong in Europe, growing in Asia |
Strong in the Americas |
Strong in Asia, good global presence |
| Programming Environment |
TIA Portal (Totally Integrated Automation) |
Studio 5000 Logix Designer |
GX Works |
| Key Strengths |
Highly integrated hardware/software, powerful motion control |
Robust, reliable, strong in process control |
Cost-effective, compact, strong in robotics |
| Local Support (Target Markets) |
Variable; strong in some Middle Eastern/SA hubs |
Strong in South America |
Very strong in Southeast Asia, good in other regions |
| Consideration for Buyer |
Ensure local system integrators are proficient. |
May have higher licensing costs. |
Excellent choice for Asian markets; verify high-end motion control capabilities. |
Beyond the brand, delve into the software's functionality. Does the HMI provide intuitive diagnostics? Can it generate production reports on efficiency, waste, and stoppage reasons? Can it be integrated with a higher-level factory management system (MES or ERP)? A state-of-the-art machine provides not just production, but data—data that is invaluable for process optimization and informed business decisions. Exploring these advanced diaper machine options reveals the depth of automation available today.
Validating Supplier Reliability and European Standards
Choosing a machine is only half the battle; choosing the right partner to build it is arguably the more consequential decision. A machine is a physical asset, but the relationship with its manufacturer is a long-term commitment that encompasses service, support, and shared expertise. When sourcing an export quality diaper making machine in Europe, you are not just buying steel and electronics; you are investing in decades of engineering heritage, rigorous quality standards, and a reputation for reliability. However, this reputation must be verified, not assumed. A diligent validation process protects your investment and lays the foundation for a successful, multi-decade manufacturing operation.
The Significance of CE Marking and ISO Certification
In the European market, certain certifications serve as a baseline for quality and safety. The two most prominent are the CE marking and ISO 9001 certification. It is crucial to understand what they represent and, equally, what they do not.
The CE marking is a declaration by the manufacturer that the product—in this case, the diaper machine—meets the essential requirements of the relevant European health, safety, and environmental protection legislation. For industrial machinery, the most pertinent directive is the Machinery Directive 2006/42/EC. This directive mandates that the machine is designed and constructed to be operated, adjusted, and maintained without risk to persons. It covers aspects like mechanical guards, electrical safety, emergency stop systems, and noise control. A machine bearing the CE mark should be fundamentally safe. However, the CE mark is a self-certification. While some high-risk machinery requires third-party assessment, many machines are certified by the manufacturer themselves. Therefore, while the absence of a CE mark is a major red flag, its presence is a starting point for inquiry, not the final word on safety and quality.
ISO 9001, on the other hand, is not a product certification but a quality management system certification. An ISO 9001:2015 certified company has demonstrated to an external auditor that it has a robust system for ensuring consistent quality. This includes processes for design and development, production, customer feedback, and continuous improvement. It suggests that the manufacturer is organized, disciplined, and committed to quality as a business process. It does not guarantee that every machine they produce is perfect, but it significantly increases the likelihood that they have the systems in place to build a high-quality machine and to effectively address any problems that may arise. When a supplier tells you they are ISO 9001 certified, ask to see their certificate and inquire about the scope of the certification.
Beyond Certification: On-site Audits and Factory Acceptance Tests (FAT)
Certificates are paper. Reality is the factory floor. The most reliable way to validate a potential supplier is to conduct an on-site audit. If the travel from your home country is a significant undertaking, it is an expense that is well worth it. What should you look for during such a visit?
Pay attention to the environment. Is the assembly hall clean and organized? A disorganized workshop often translates into a disorganized machine build. Observe the workforce. Do the technicians and engineers seem skilled and engaged? Look at machines currently under construction. Examine the quality of the welding, the neatness of the electrical wiring, and the precision of the assembly. These small details are indicative of the overall build quality.
Ask to see their design department. Are they using modern 3D CAD software? A strong engineering team is the foundation of a great machine. Discuss their project management process. How will they keep you informed of progress during the many months of manufacturing? A professional company will have a dedicated project manager and a clear communication plan.
Before the machine is shipped, a critical milestone is the Factory Acceptance Test (FAT). The FAT is your opportunity to see your machine running in the manufacturer's factory, using your specified raw materials if possible. A detailed FAT protocol should be agreed upon in advance, outlining the tests to be performed, the duration of the run, and the acceptance criteria (e.g., speed, efficiency, waste percentage, product quality). This is your final chance to identify and rectify any major issues before the machine is disassembled and shipped thousands of miles to your facility. Do not rush the FAT. Be thorough, be meticulous, and do not sign off until you are fully satisfied that the machine meets the contractual specifications. This is a pivotal moment in securing a genuine export quality diaper making machine in Europe.
Evaluating After-Sales Support and Spare Parts Availability
A diaper machine is a complex asset that will require maintenance, service, and spare parts throughout its 20- to 30-year lifespan. The manufacturer's after-sales support structure is therefore as important as the machine itself. A cheap machine from a supplier with poor support is a recipe for disaster.
When evaluating suppliers, ask detailed questions about their support model. Do they have regional service technicians or partners in or near your country? If not, what is their guaranteed response time for sending a technician from Europe? What are the associated costs? In the age of Industry 4.0, remote support is a powerful tool. A top-tier machine should have a secure internet connection (a VPN, for example) that allows the manufacturer's engineers to remotely access the PLC and HMI to diagnose problems, analyze performance, and even guide your local technicians through repairs. This can save days of downtime and thousands of dollars in travel expenses.
Spare parts availability is another critical pillar of support. The manufacturer should provide a comprehensive list of recommended spare parts to keep in stock. This list is typically divided into tiers: critical parts that can halt production, wear-and-tear parts that need regular replacement, and general parts. For proprietary or custom-made parts, what is the lead time for ordering a replacement? For standard commercial parts (e.g., motors, bearings, sensors), are they from global brands that you can source locally in an emergency? A supplier who uses obscure or proprietary components for everything can effectively hold you hostage for spare parts. The ideal scenario is a machine built with high-quality, globally recognized components, ensuring you have multiple sourcing options for common items.
Case Studies: Learning from Successes and Failures in the Industry
Theory and specifications are one thing; real-world application is another. One of the most powerful evaluation tools is the case study. A confident and experienced manufacturer will be proud to share success stories of clients they have worked with, particularly clients in regions or markets similar to your own.
Ask for references. A reputable manufacturer will be able to connect you with one or two existing clients who are willing to speak with you. When you have this opportunity, prepare your questions carefully. Don't just ask if they are "happy" with the machine. Ask about the specifics:
- "What was your actual, stable production speed and efficiency in the first year of operation?"
- "How responsive was the manufacturer during the installation and commissioning phase?"
- "Have you had any major unplanned downtime? If so, how was the issue resolved by the supplier?"
- "What is one thing you wish you had known before purchasing the machine?"
The answers to these questions are pure gold. They provide an unvarnished look into the reality of owning and operating that specific brand of machine.
It is also wise to learn from failures. While a manufacturer won't advertise their mistakes, industry news, forums, and networking with other professionals in the hygiene products sector can be illuminating. If you hear about a company in a neighboring country that had a disastrous experience with a new production line, try to understand why. Was it a poor machine? Inadequate training? A lack of after-sales support? Every failure holds a lesson. Understanding the common pitfalls in these large-scale projects can help you structure your own project to avoid them, ensuring your investment in an export quality diaper making machine in Europe becomes a case study in success.
Calculating the Total Cost of Ownership (TCO) and ROI
A common mistake in capital equipment procurement is to focus excessively on the initial purchase price. The figure on the quotation is just the tip of the iceberg. A more holistic and strategically sound approach is to evaluate the Total Cost of Ownership (TCO). TCO is a financial estimate intended to help buyers and owners determine the direct and indirect costs of a product or system. It provides a cost basis for a full lifecycle, from purchase to disposal. For a complex asset like a diaper machine, a TCO analysis over a 10- or 15-year horizon provides a far more accurate picture of the investment's true financial impact. This analytical rigor is what separates a speculative purchase from a strategic investment.
Initial Investment vs. Long-Term Operational Costs
The initial investment, or Capital Expenditure (CapEx), is the most visible cost. It includes the price of the machine itself, plus costs for shipping, insurance, import duties, and installation. While significant, this sum might only represent 30-50% of the TCO over a decade. The bulk of the cost lies in the long-term Operational Expenditure (OpEx).
OpEx includes a wide range of recurring costs:
- Raw Materials: This is by far the largest component of OpEx. The machine's efficiency and waste rate have a direct and massive impact here. A machine with a 1% lower waste rate can save hundreds of thousands of dollars per year.
- Energy: These machines are power-hungry. They have large motors, heaters for adhesives, and powerful vacuum systems. An energy-efficient design, featuring high-efficiency motors and smart power management, can lead to substantial savings.
- Labor: The level of automation determines the number of operators required per shift. A highly automated machine may require fewer operators, reducing labor costs.
- Maintenance & Spare Parts: This includes the cost of routine maintenance activities and the replacement of wear-and-tear parts.
- Downtime: This is an indirect but very real cost. Every hour the machine is not running is an hour of lost revenue and contribution to fixed costs.
When comparing two machines, one with a lower purchase price but higher waste and energy consumption, and another with a higher price but superior efficiency, the TCO analysis will almost invariably show the more expensive machine to be the better long-term investment.
Here is a simplified sample TCO calculation to illustrate the concept. Imagine comparing two machines over a 10-year period.
| Élément de coût |
Machine A (Lower CapEx) |
Machine B (Higher CapEx, Higher Efficiency) |
Comments |
| Initial Purchase Price |
$2,000,000 |
$2,500,000 |
The most visible difference. |
| Shipping & Installation |
$250,000 |
$250,000 |
Assumed to be similar. |
| Total CapEx |
$2,250,000 |
$2,750,000 |
Initial cash outlay. |
| Annual Raw Material Cost |
$10,000,000 (at 3% waste) |
$9,800,000 (at 1% waste) |
Machine B's efficiency saves $200k/year. |
| Annual Energy Cost |
$150,000 |
$120,000 |
Machine B's modern motors save $30k/year. |
| Annual Labor Cost |
$200,000 (4 operators) |
$150,000 (3 operators) |
Machine B's automation saves $50k/year. |
| Annual Maintenance |
$100,000 |
$80,000 |
Higher quality components need less frequent replacement. |
| Total Annual OpEx |
$10,450,000 |
$10,150,000 |
Machine B saves $300,000 annually. |
| 10-Year TCO |
$106,750,000 |
$104,250,000 |
CapEx + (10 * Annual OpEx). |
In this scenario, despite being $500,000 more expensive upfront, Machine B is the more economical choice by $2,500,000 over ten years. This demonstrates the power of TCO analysis in making a rational, data-driven decision.
Factoring in Energy Consumption, Maintenance, and Labor
Let's delve deeper into the components of OpEx. Energy consumption is a growing concern for manufacturers worldwide, both from a cost perspective and an environmental one. When discussing specifications with a European manufacturer, ask for a detailed breakdown of the machine's power consumption. What is the total installed power (kW)? What is the expected average consumption during stable production? Modern machines incorporate numerous energy-saving features. Look for variable frequency drives (VFDs) on all major motors, which allow motor speed to be precisely controlled, saving significant power compared to running motors at full speed all the time. LED lighting, energy-efficient glue systems, and optimized vacuum fan designs also contribute to lower energy bills.
Maintenance costs are another key variable. A well-built machine from a top-tier manufacturer will use high-quality, durable components—bearings from SKF or FAG, motors from Siemens or SEW-Eurodrive, pneumatic components from Festo or SMC. While these may increase the initial price, they result in longer life, less frequent failures, and lower maintenance costs over time. In contrast, a machine built with cheaper, lower-quality components will be plagued by frequent breakdowns and a constant need for parts replacement, leading to both high maintenance bills and costly production stoppages.
Labor costs are dictated by the machine's level of automation and its user-friendliness. A machine with fully automatic splicing, an intuitive HMI, and robust process stability can often be run with fewer operators. For example, one skilled lead operator might be able to supervise the entire machine, with one or two other staff members focused on packing the finished product. A less automated or less stable machine might require an operator stationed at each key section to handle web breaks, troubleshoot issues, and perform manual tasks. When you are projecting your ROI, the difference of one or two operators per shift, multiplied over three shifts and 365 days, becomes a very significant number.
How a High-Quality Machine Impacts Product Premium and Market Penetration
The calculation of Return on Investment (ROI) goes beyond cost savings. It must also encompass the revenue-generating potential of the investment. An export quality diaper making machine in Europe is not just a tool for making diapers; it is a tool for making better diapers. This enhanced product quality can directly translate into higher revenue and greater market share.
How does a superior machine enable a premium product?
- Consistency: The machine produces diapers that are uniform in weight, absorbency, and fit. This reliability builds consumer trust and brand loyalty.
- Advanced Features: A high-end machine can produce diapers with advanced features that command a higher price. This might include ultra-soft top sheets, three-dimensional leak guards, full elastic waistbands, or complex, multi-layer absorbent cores. The ability to produce these premium features allows you to compete in the higher tiers of the market, where profit margins are typically greater.
- Aesthetics: A precise machine creates a visually perfect product. Symmetrical application of the frontal tape, perfectly aligned leg cuffs, and clean, sharp cuts all contribute to a perception of quality on the store shelf.
By enabling the production of a superior product, the machine allows you to implement a premium pricing strategy. Even a small price premium per pack, when multiplied by millions of packs sold per year, can have a dramatic effect on your ROI. Furthermore, a high-quality product is a powerful tool for market penetration. It allows you to compete effectively against established national and international brands. In a crowded marketplace, demonstrable product superiority is one of the most sustainable competitive advantages. Therefore, when calculating your ROI, do not just model the cost of production. Model different revenue scenarios based on the premium product you will now be able to offer. This will reveal the true transformative potential of investing in a world-class diaper machine or even a related .
Navigating Customization and Future-Proofing Your Investment
Purchasing an industrial machine of this scale is not like buying a car off a lot. It is more akin to commissioning the construction of a custom-built house. Each manufacturer has its own unique market, with specific consumer preferences, competitive landscapes, and price points. A "one size fits all" machine is a myth. The ability to customize the machine to your precise needs is paramount. Simultaneously, you are not just investing for today. The market will evolve, new technologies will emerge, and consumer demands will shift. Therefore, a forward-thinking investment must also be a future-proof one, with the inherent flexibility to adapt and grow with your business over the coming decades.
Tailoring the Machine for Your Specific Market Needs (Baby vs. Adult Diapers)
The first layer of customization relates to the product itself. Are you primarily targeting the baby diaper market or the adult incontinence market? While the core technologies are similar, the specific requirements are quite different. A baby diaper machine needs to be highly flexible, capable of producing a range of sizes from newborn to junior. This requires quick and easy size-change parts, and a control system that can store and recall recipes for each size. The emphasis is on speed, efficiency, and features like wetness indicators and cartoon-printed backsheets.
An adult diaper machine, while perhaps running at a slightly lower speed, deals with much larger products and different performance demands. The absorbent core is larger, the elastics are stronger, and features like re-fastenable tapes and odor control are more important. The machine's frame and conveyors must be robust enough to handle the larger, heavier products.
Beyond the basic product type, consider the specific features that are valued in your target market. In some markets in the Middle East, for example, a very high SAP content for maximum absorbency is a key selling point. In parts of Southeast Asia, a focus on thinness and breathability might be more important. In South America, a strong, comfortable fit with good leakage protection could be the priority. A good European manufacturer will work with you as a consultant. They will listen to your market analysis and help you configure the machine to produce a product that is perfectly tailored to win in your specific environment. This could mean adding a specific type of lotioning unit, a special applicator for elastic ears, or a unique cutting die for a more anatomical shape. This collaborative customization process is a hallmark of a true partnership.
Modularity and Upgradability: Preparing for Future Innovations
Technology in the hygiene industry does not stand still. What is a premium feature today may be a standard expectation in five years. Consider the evolution of diapers over the last twenty years: the move from tape to hook-and-loop fasteners, the introduction of elastic waistbands, the development of ultra-thin cores. Your machine, with its 20-30 year lifespan, will live through several such innovation cycles. How do you ensure it doesn't become obsolete?
The answer lies in modular design. A modular machine is built in distinct, self-contained sections or modules. For example, the elastic waistband applicator might be one module, the lotioning unit another, and the backsheet printing unit a third. This architecture is incredibly powerful for future-proofing. Imagine that in seven years, a new technology for breathable, cloth-like backsheets emerges. With a modular machine, you may be able to simply replace the existing backsheet module with a new one that incorporates this technology, without having to replace the entire production line.
When discussing the machine design with a supplier, specifically ask about its modularity. How easy is it to add or upgrade a section? Is there physical space on the machine's frame to accommodate future additions? Is the PLC and control system architecture flexible enough to integrate new modules seamlessly? Investing a little more in a modular design upfront is a wise insurance policy against future obsolescence. It gives you a platform for growth, allowing you to continually innovate your product and respond to market trends without needing to make another massive capital investment. An export quality diaper making machine in Europe should be conceived not as a static entity, but as an evolving platform.
Software Integration and Data Analytics for Production Optimization
The future of manufacturing is digital. The concept of Industry 4.0, or the fourth industrial revolution, is centered on the integration of physical production with smart digital technology, machine learning, and big data. Your diaper machine should be ready for this future.
The machine's PLC and HMI are the starting points. As discussed earlier, they do more than just control the machine; they generate a vast amount of data. Every stop, every speed change, every splice, every rejected product is logged. This data is a goldmine for process optimization, but only if it can be accessed and analyzed effectively. A forward-thinking machine design will include robust data logging and reporting capabilities. It should be able to provide clear, actionable reports on Overall Equipment Effectiveness (OEE), a key metric that combines availability, performance, and quality.
The next step is integration. Can the machine's control system communicate with other systems in your factory? This is often achieved using standard industrial communication protocols like OPC UA (Open Platform Communications Unified Architecture). This allows the diaper machine to be connected to a Manufacturing Execution System (MES). An MES can schedule production runs, track raw material consumption in real-time, and provide management with a live dashboard of the entire factory's performance.
Looking even further ahead, the data from the machine can be fed into cloud-based analytics platforms. By applying machine learning algorithms to months or years of production data, it's possible to uncover subtle patterns and correlations that would be invisible to a human operator. This can lead to predictive maintenance (e.g., "The vibration signature of motor #7 suggests it is likely to fail in the next 48 hours, so it should be replaced during the next planned stop"), further waste reduction, and enhanced process stability. When you select your machine, you are also selecting your partner for this digital journey. Choose a manufacturer who understands this technological landscape and builds machines with the open, modern architecture needed to thrive in it.
Mastering the Logistics of International Shipping and Installation
The journey of your diaper machine from a factory in Europe to your production floor is a complex logistical operation fraught with potential pitfalls. A successful transition depends on meticulous planning, clear communication, and a deep understanding of international trade practices. The physical transfer of the asset is a project in itself, and managing it effectively is crucial to ensuring your machine arrives safely, is installed efficiently, and begins generating revenue on schedule. Overlooking the details of logistics can lead to costly delays, unexpected expenses, and even damage to your multi-million dollar investment.
Choosing the Right Incoterms (FOB, CIF, DDP)
Incoterms are a set of pre-defined commercial terms published by the International Chamber of Commerce (ICC) that are widely used in international commercial transactions. They clarify the tasks, costs, and risks associated with the transportation and delivery of goods. The choice of Incoterm in your purchase contract is a critical decision that defines where the seller's responsibility ends and yours begins. Let's examine three common options:
-
FOB (Free On Board): Under FOB terms, the seller is responsible for all costs and risks until the goods are loaded on board the vessel nominated by the buyer at the named port of shipment (e.g., "FOB Hamburg"). Once the machine is on the ship, the risk and responsibility for transport costs, insurance, and import clearance transfer to you, the buyer. This gives you control over the ocean freight and your choice of carrier, which can sometimes be more cost-effective. However, it also means you bear the risk of anything happening to the cargo during sea transit.
-
CIF (Cost, Insurance, and Freight): With CIF, the seller's responsibility extends further. They are responsible for the cost of goods, the main carriage (ocean freight) to the destination port (e.g., "CIF Durban"), and also for arranging and paying for insurance coverage for the cargo during transit. The risk, however, still transfers from seller to buyer once the goods are on board the vessel at the origin port. This is a convenient option as the seller handles the freight and insurance booking, but you have less control over the carrier and the specifics of the insurance policy.
-
DDP (Delivered Duty Paid): This term represents the maximum obligation for the seller. The seller is responsible for delivering the goods to the named destination in the buyer's country, including all costs and risks, and paying for all import duties and taxes. For the buyer, this is the simplest, most hands-off option (e.g., "DDP São Paulo Factory"). However, it is also typically the most expensive, as the seller will price in all the risks and administrative costs of handling the entire logistics chain.
The right choice depends on your company's experience with international logistics and your appetite for risk. For a first-time importer, a CIF or even a DDP arrangement can provide peace of mind. For a company with an experienced logistics department, taking control with an FOB contract might be more economical. This decision must be made in consultation with your finance and logistics teams and clearly stipulated in the sales contract.
Packaging, Crating, and Ensuring Safe Transit from Europe
A diaper machine is not a single object. It is a massive piece of equipment that is disassembled into numerous sections for shipping, typically packed into multiple 40-foot shipping containers. The quality of this packaging is paramount to ensuring the machine arrives without damage.
A professional European manufacturer will have a rigorous process for this. Each major section of the machine should be securely bolted to a custom-built wooden or steel base. All sensitive components—control panels, motors, sensors—should be protected with additional wrapping. The entire assembly is then enclosed in a sturdy wooden crate, often lined with a waterproof barrier (like a vacuum-sealed foil bag containing desiccant) to protect against moisture and corrosion during the long ocean voyage. This is particularly important for shipments that will cross the equator, as the temperature and humidity changes inside a container can be extreme.
Each crate must be clearly labeled with its contents, weight, handling instructions (e.g., "This Side Up"), and a unique number corresponding to a detailed packing list. This meticulous documentation is essential for both customs clearance and the re-assembly process at your factory. Before signing the contract, ask the manufacturer to provide details and even photos of their standard export packaging. A lack of attention to this detail is a significant red flag.
On-Site Installation, Commissioning, and Operator Training
The arrival of the containers at your factory is a moment of excitement, but it marks the beginning of the most critical phase: installation and commissioning. This process is typically supervised by a team of specialized technicians from the manufacturer. Your contract should clearly define the scope of their work and the responsibilities of your own team.
Typically, your responsibilities will include:
- Unloading the containers and moving the crates to the installation site.
- Providing necessary utilities to the machine's location (compressed air, electricity, water).
- Providing a team of local mechanical and electrical fitters to work under the supervision of the manufacturer's technicians.
The manufacturer's team will lead the complex process of re-assembling the machine, leveling the frames, aligning all the sections, and completing the intricate electrical and pneumatic connections. This process can take several weeks.
Once the machine is mechanically and electrically complete, the commissioning phase begins. This is where the machine is powered up for the first time, and all its functions are tested systematically. The technicians will load raw materials, fine-tune all the settings, and begin producing the first diapers. This phase culminates in the Site Acceptance Test (SAT), which is similar to the FAT but performed in your factory. The SAT confirms that the machine, now fully installed, meets the agreed-upon performance criteria.
Parallel to this process is operator training, which is so vital it warrants its own section. However, it's important to note that the installation period is a golden opportunity for your key operators and maintenance staff to learn. By working alongside the manufacturer's experts, they gain invaluable hands-on experience and a deep, practical understanding of the machine's inner workings.
Assessing the Quality Control and Inspection Systems
In high-speed manufacturing, you cannot afford to "inspect quality in" at the end of the line. Quality must be built into the process and monitored in real-time. A modern, export quality diaper making machine in Europe is not just a production machine; it is also a sophisticated inspection machine. It is equipped with an array of sensors and vision systems designed to detect any deviation from the specified standard and to take immediate corrective action. These integrated quality control systems are the guardians of your product's integrity and your brand's reputation. They are non-negotiable features for any serious manufacturer aiming to compete on quality.
Integrated Vision Systems for Defect Detection
Human eyes, even those of a diligent operator, cannot keep up with a machine producing 15-20 diapers per second. This is the domain of high-speed industrial cameras, or vision systems. These systems are strategically placed along the production line to inspect critical features of every single product that passes by.
What can these systems detect?
- Material Presence and Position: A vision system can verify that all components are present and correctly placed. Is the frontal tape there? Is it straight? Are the leg cuffs properly formed? Is the absorbent core centered?
- Component Integrity: It can check for defects in the raw materials themselves, such as holes or stains in the nonwoven top sheet.
- Construction Quality: It can inspect the application of hot melt adhesive, ensuring the glue pattern is correct and consistent, which is vital for the diaper's structural integrity.
- Feature Verification: For more advanced products, a vision system can confirm the presence and position of features like the wetness indicator or the lotion stripes.
When a camera detects a defect, it sends a signal to the PLC. The PLC then tracks that specific diaper as it moves down the line and activates a reject mechanism to remove it from the production stream before it can be packaged. The HMI will log the fault, providing valuable data for troubleshooting. For example, if the system suddenly starts rejecting many diapers for a crooked frontal tape, the operator knows to immediately check the tape application unit. When evaluating a machine, ask the supplier for a list of all the inspection points covered by their vision system. A more comprehensive system provides a higher level of quality assurance.
Product safety is an absolute priority. The raw materials, particularly the fluff pulp, can potentially contain minute metallic contaminants. A metal detector is an essential safety device, typically placed just before the final packing section. It creates an electromagnetic field, and if any ferrous or non-ferrous metal particle passes through it, the field is disturbed, and a signal is triggered.
Just like with the vision system, this signal is sent to the PLC. The PLC then activates a reject gate—a fast-acting pneumatic arm or a blast of air—that diverts the contaminated product into a locked reject bin. This ensures that no potentially harmful product can ever reach the consumer. The sensitivity of the metal detector should be adjustable and regularly calibrated as part of your quality assurance protocol. The presence and reliability of this system are fundamental requirements for any manufacturer, especially those exporting to markets with stringent consumer safety regulations. An export quality diaper making machine in Europe will have this as a standard, non-optional feature.
Raw Material Inspection and its Impact on Final Product Quality
The principle of "Garbage In, Garbage Out" is acutely true in diaper manufacturing. Even the most advanced machine cannot produce a high-quality diaper from substandard raw materials. While the machine's integrated systems can catch many defects, the first line of defense is a robust process for inspecting raw materials before they are loaded onto the machine.
Your quality assurance program must include specifications and testing procedures for every material you purchase. For example:
- Fluff Pulp: Test for brightness, moisture content, and fiber length.
- SAP: Test for absorption capacity and absorption speed.
- Nonwovens: Test for basis weight (grams per square meter), tensile strength, and elasticity.
- Adhesives: Test for viscosity and open time.
However, the machine itself can play a role in this process. Many high-end machines are equipped with sensors at the infeed of each material roll. For instance, sensors can detect the splice marks made by your material supplier, alerting the operator or even triggering an automatic rejection of a few products around that splice, as the material properties can be different at that point. Some advanced systems can even monitor the diameter of the material roll and cross-reference it with the weight to detect if a supplier has provided a roll that is underweight or has a different density.
Ultimately, quality is a holistic endeavor. It starts with sourcing good materials, is maintained by a precisely controlled production process on a high-quality machine, and is verified by a comprehensive set of real-time inspection systems. Each part of this chain is indispensable.
Understanding the Human Element: Training and Skill Development
Amidst the intricate dance of gears, sensors, and software, it is easy to overlook the most crucial component of any successful manufacturing operation: the human element. A multi-million dollar diaper machine is only as good as the team that operates and maintains it. Investing in a state-of-the-art machine without concurrently investing in the skills of your people is a formula for underperformance. The process of learning to master such a complex piece of equipment is not trivial; it requires a structured approach, a supportive environment, and a commitment to continuous development. This perspective aligns with established learning theories, which emphasize that true understanding is built through experience, reflection, and active problem-solving (Kolb, 1984).
The Importance of a Well-Trained Operator Team
The role of a modern machine operator has evolved significantly. They are no longer just laborers who load materials and press buttons. They are skilled technicians, the first line of defense against production problems, and key contributors to process optimization. A well-trained operator understands not just what to do, but why they are doing it.
This deeper level of understanding can be framed using a model like Bloom's Taxonomy, which classifies learning objectives into levels of complexity (Stapleton-Corcoran, 2023).
- Remembering: The operator knows the names of the parts and the sequence of buttons to press for a start-up.
- Understanding: The operator can explain why a certain tension setting is important for a specific nonwoven material.
- Applying: The operator can use their knowledge to correctly perform a size change procedure.
- Analyzing: When the machine stops, the operator can analyze the error messages on the HMI and inspect the relevant section of the machine to identify the root cause of the problem.
- Evaluating: The operator can assess the quality of the diapers being produced and make small, informed adjustments to the process parameters to improve it.
- Creating: An experienced operator might even suggest a new way to route a material or a modification to a guard to improve efficiency or safety.
Your training program, delivered by the machine manufacturer, should aim to move your team up this pyramid. It should go beyond simple rote memorization to foster genuine analytical and problem-solving skills. A great training program empowers operators, giving them ownership of the machine and pride in their work. This leads to higher morale, lower staff turnover, and a production line that runs more smoothly and efficiently.
Bridging the Language and Culture Gap with European Technicians
When the manufacturer's technicians arrive from Europe for installation and training, you are not just bringing in technical expertise; you are initiating a cross-cultural collaboration. Bridging potential language and cultural gaps is essential for a successful knowledge transfer.
If English is not the first language for either your team or the visiting technicians, clear communication can be a challenge. It is highly advisable to have a dedicated translator present, someone who is not just bilingual but also has a basic grasp of technical terminology. Visual aids, hands-on demonstrations, and patience are key. Learning is not a passive activity; people learn by doing (Gonzalez, 2018). Ensure your team is actively involved, performing tasks under the technicians' guidance rather than just watching.
Cultural differences in communication styles can also play a role. Some cultures are more direct, while others are more indirect. Being aware of and sensitive to these nuances can foster a more positive and productive working relationship. The goal is to create an atmosphere of mutual respect and shared purpose, where your team feels comfortable asking questions, no matter how basic they may seem. Remember, the visiting technicians are your most valuable resource for learning. Maximizing the value of their time on-site is a critical project management task.
Continuous Learning and Process Improvement Methodologies
The initial training provided by the manufacturer is just the beginning. A diaper machine is a dynamic system, and the process of optimizing its performance is continuous. To foster a culture of ongoing improvement, it is helpful to adopt structured methodologies.
One powerful framework is Kolb's Experiential Learning Cycle, which posits that learning is a four-stage process (Simply Psychology, 2025):
- Concrete Experience: Your team operates the machine and encounters a real-world problem, such as an increase in waste from the leg cuff applicator.
- Reflective Observation: The team takes a step back. They review the production data from the HMI, observe the specific section of the machine in operation, and discuss their observations. What changed? When did the problem start?
- Abstract Conceptualization: Based on their observations and their foundational knowledge of the machine, they form a hypothesis. "We believe the adhesive temperature has dropped by 2 degrees, causing the glue to be too thick to bond the elastics properly."
- Active Experimentation: The team devises a plan to test their hypothesis. They carefully adjust the temperature setting back to the specified level and then run the machine, measuring the waste rate to see if the problem is resolved.
By consciously moving through this cycle, your team is no longer just reacting to problems; they are actively learning from them and systematically improving the process. This creates a powerful feedback loop that drives efficiency and expertise over time. Your investment in an export quality diaper making machine in Europe will yield the highest returns when it is paired with an equal investment in creating a skilled, analytical, and continuously learning organization.
Foire aux questions (FAQ)
What is the typical lead time for an export quality diaper making machine in Europe? For a customized, high-speed machine, the lead time from signing the contract to the machine being ready for the Factory Acceptance Test (FAT) is typically between 8 to 12 months. This can vary depending on the manufacturer's backlog and the complexity of your specific machine configuration.
How much does a European diaper machine cost? The price varies dramatically based on speed, features, and level of automation. A basic, medium-speed baby diaper machine might start around $1.5 million USD, while a top-of-the-line, high-speed machine with all advanced features and quality control systems can exceed $5 million USD. Adult diaper machines generally have a similar price range.
Can I use local raw materials with a European machine? Yes, but this is a critical point to discuss in detail with the manufacturer. You should provide the supplier with samples and technical specification sheets for all the local raw materials you intend to use. They will then ensure the machine is designed and tuned to handle those specific materials effectively. It is highly recommended to use these same materials during the Factory Acceptance Test (FAT).
What are the main differences between European and Asian diaper machines? European machines are generally known for their high-end engineering, focus on long-term operational stability, advanced automation, and robust build quality, which often comes with a higher initial price. Many leading Asian machines offer excellent value and high speeds, but buyers should perform careful due diligence on component quality, long-term durability, and the sophistication of the control and software systems.
How important is the SAP (Super Absorbent Polymer) system? The SAP application system is one of the most critical components of the machine. SAP is a major cost driver, and its precise application is essential for the diaper's absorbency and performance. A high-quality machine will feature a gravimetric (weight-based) dosing system for maximum accuracy, which directly impacts both product quality and profitability.
What kind of warranty and after-sales service should I expect? A standard warranty is typically 12 months from the date of commissioning or 18 months from the date of shipment, whichever comes first. It usually covers defects in materials and workmanship. Crucially, you should secure a comprehensive after-sales service agreement that details remote support capabilities, technician response times, and spare parts availability.
How do I verify a European supplier's claims? Verification is a multi-step process. First, request and verify their CE certificate and ISO 9001 certification. Second, ask for a list of reference clients, preferably in a region near you, and speak with them. Finally, the most effective method is to conduct an on-site factory audit and a thorough Factory Acceptance Test (FAT) before the machine is shipped.
Conclusion
The acquisition of an export quality diaper making machine in Europe is a transformative step for any ambitious hygiene products manufacturer. It is a decision that extends far beyond a simple transaction, representing a long-term strategic partnership and a commitment to excellence. As we have explored, the path to a wise investment is paved with diligence, inquiry, and a holistic perspective. It requires moving beyond the allure of top speeds to appreciate the profound value of operational stability. It demands a financial analysis that accounts for the total cost of ownership over the machine's entire lifecycle, not just its initial price tag. It calls for a deep engagement with the machine's technical heart, a rigorous validation of the manufacturer's promises, and a forward-looking approach to customization and digital integration.
Ultimately, the steel, wires, and code of the machine are animated by the skill and knowledge of the people who run it. Recognizing the human element—investing in comprehensive training and fostering a culture of continuous learning—is what unlocks the full potential of your technological investment. By navigating this complex process with a clear framework and a commitment to quality at every stage, you are not merely buying a machine; you are acquiring a powerful engine for growth, innovation, and lasting success in your market.
Références
Gonzalez, J. (2018, November 4). To learn, students need to DO something. Cult of Pedagogy. https://www.cultofpedagogy.com/do-something/
International Chamber of Commerce. (n.d.). Incoterms® 2020. https://iccwbo.org/resources-for-business/incoterms-rules/incoterms-2020/
Kolb, D. A. (1984). Experiential learning: Experience as the source of learning and development. Prentice-Hall.
European Commission. (n.d.). The Machinery Directive.
International Organization for Standardization. (2015). ISO 9001:2015 Quality management systems — Requirements.
Simply Psychology. (2025, March 19). Kolb's learning styles & experiential learning cycle. https://www.simplypsychology.org/learning-kolb.html
Stapleton-Corcoran, E. (2023, January 25). Bloom’s taxonomy of educational objectives. University of Illinois Chicago, Center for the Advancement of Teaching Excellence. https://teaching.uic.edu/cate-teaching-guides/syllabus-course-design/blooms-taxonomy-of-educational-objectives/
TAPPI. (n.d.). Pulp, paper, and packaging industry standards.