Апр 1, 2026 | Новости
Аннотация
An examination of disposable diaper manufacturing in 2026 reveals that operational excellence is fundamentally tied to the consistent performance of production machinery. This analysis presents a comprehensive framework for production managers, particularly within the dynamic markets of South America, Russia, Southeast Asia, the Middle East, and South Africa, focusing on seven actionable strategies to enhance diaper making machine maintenance and uptime. The discourse moves beyond reactive repair, exploring a holistic system that integrates a proactive maintenance culture, data-driven predictive technologies, and strategic supply chain management. It investigates the profound impact of operator empowerment, advanced diagnostic tools, and standardized operational procedures on overall equipment effectiveness. Central to the argument is the proposition that maximizing uptime is not a series of isolated technical fixes but a continuous, integrated effort. Success hinges on a deep, empathetic understanding of the interplay between human expertise, intelligent systems, and long-term capital strategy, fostering a resilient and highly profitable manufacturing environment.
Основные выводы
- Implement a predictive maintenance program using IoT sensors to preempt failures.
- Develop a proactive maintenance culture through operator training and ownership.
- Mastering diaper making machine maintenance and uptime is vital for profitability.
- Standardize changeover procedures to significantly reduce planned downtime.
- Optimize spare parts inventory with a criticality analysis to balance cost and availability.
- Leverage remote support and augmented reality for faster troubleshooting.
- Pursue strategic modular upgrades to enhance reliability and future-proof your line.
Оглавление
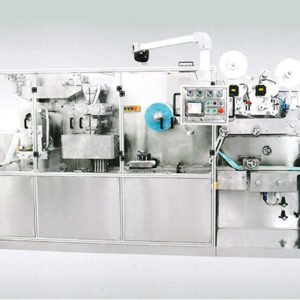
Imagine for a moment the heart of your production facility: a diaper making machine, a marvel of modern engineering, stretching dozens of meters long. It is a symphony of motion. Nonwoven fabrics unwind at incredible speeds, fluff pulp is milled and formed into a perfect absorbent core, superabsorbent polymer (SAP) is precisely dosed, and elastics are threaded with millimeter accuracy. Every second, this machine transforms raw materials into a product essential for millions of families. Now, imagine that symphony falling silent. An alarm sounds, a red light flashes. The line stops. This is not merely a pause; it is a rupture in the economic fabric of your operation. The concept of "uptime," the period during which the machine is operational and producing goods, is often discussed in simple percentages. Yet, its true meaning lies in the complex web of consequences that unfold when it is lost. To truly grasp the necessity of world-class diaper making machine maintenance and uptime, one must look beyond the immediate silence and appreciate the cascading costs of every unplanned stop.
Downtime is not a singular event but a multi-faceted financial drain. The most obvious loss is in production output. A machine rated for 800 diapers per minute that is down for one hour has failed to produce 48,000 units. In a competitive market, this is not just lost volume; it is lost revenue and potentially a failure to meet customer orders, which can damage long-term relationships. Concurrently, the operational costs continue to accrue. Your skilled operators, technicians, and line supervisors are still on the clock, their valuable time now diverted from production to troubleshooting. The factory's lights remain on, HVAC systems run, and the fixed overheads of the facility tick away, now spread over zero output. Material waste is another significant consequence. An abrupt stop can damage materials already in the web path, leading to meters of expensive nonwovens, pulp, and film being discarded. A difficult restart can create a stream of non-conforming products that must be scrapped before stable production is achieved again.
Thinking about maintenance purely as a cost center is a perspective that belongs to a previous era of manufacturing. Today, we must reframe it as a profit-enabling function. The choice is not if you will spend money on maintenance, but how and when. A reactive approach, often termed "breakdown maintenance," appears cheaper on a spreadsheet in the short term. You only spend money when something breaks. However, the hidden costs, as outlined above, are immense. A proactive approach, encompassing preventive and predictive strategies, requires an upfront investment in planning, systems, and training. Its return is measured not just in reduced repair bills but in the vast, cumulative value of uninterrupted production.
The True Cost of Downtime: A Comparative View
To properly contextualize the financial argument, consider a direct comparison between a reactive maintenance strategy and a proactive one. The table below illustrates how the costs associated with an unexpected failure far outweigh the planned costs of preventing that same failure.
| Cost Factor |
Reactive Maintenance (Breakdown Scenario) |
Proactive Maintenance (Preventive Scenario) |
| Labor Cost |
High (Emergency overtime, multiple technicians) |
Low (Scheduled task, single technician) |
| Production Loss |
Significant (Unplanned stop, full line halt) |
Minimal (Planned, brief stop, often during changeover) |
| Material Waste |
High (Web breaks, scrapped product during restart) |
Negligible (Materials secured before planned stop) |
| Secondary Damage |
High Risk (A failing bearing can damage shafts, motors) |
Low Risk (Component replaced before catastrophic failure) |
| Spare Part Cost |
Potentially High (Expedited shipping, lack of choice) |
Controlled (Standard ordering, competitive pricing) |
| Team Morale |
Negative (High-stress, blame-oriented environment) |
Positive (Controlled, planned, sense of achievement) |
| Total Impact |
Severe financial and operational disruption |
Managed operational expense, predictable output |
This comparison makes it clear that reactive maintenance is a form of gambling with your facility's profitability. A proactive strategy, on the other hand, is a form of insurance that pays dividends through reliability and predictability. The journey toward maximizing uptime begins with this fundamental shift in perspective, recognizing that every minute the machine runs smoothly is a direct contribution to the bottom line.
From Firefighting to Foresight: A Philosophical Shift
The transition from a reactive to a proactive maintenance paradigm is more than a change in procedure; it is a change in the very culture of the organization. It requires moving from a mentality of "firefighting"—rushing to extinguish problems as they arise—to one of foresight, where the team collectively anticipates and mitigates potential failures before they can occur. This shift is challenging. It demands trust from management to invest in systems and training whose benefits are measured in problems that do not happen. It demands a new level of skill and engagement from operators and technicians, transforming them from machine minders into guardians of the equipment's health.
Consider the role of a maintenance manager. In a reactive environment, their day is a chaotic series of emergencies. They are judged by how quickly they can fix a breakdown. In a proactive environment, their success is measured by the length of time between breakdowns. Their days are spent analyzing data, planning scheduled interventions, and coaching their team. They are not firefighters; they are strategists. This philosophical shift is the foundation upon which all the technical strategies for improving diaper making machine maintenance and uptime are built. Without this cultural bedrock, even the most advanced sensor or software will fail to deliver its full potential.
Strategy 1: Cultivating a Proactive Maintenance Culture
The most sophisticated diagnostic tool is of little use in a factory culture that does not value prevention. A proactive maintenance culture is an environment where every single team member, from the general manager to the line operator, shares the belief that preventing a failure is superior to fixing one. It is a collective commitment to the long-term health of the machinery over short-term production numbers. This culture is not created by a memo or a single training session; it is cultivated over time through deliberate actions, consistent messaging, and organizational structures that reward foresight and diligence. It represents the human element of reliability, the shared understanding that makes technical systems effective.
Imagine your diaper machine not as a tool, but as a high-performance athlete. An athlete who only sees a doctor after an injury will have a short and painful career. An athlete who works continuously with trainers, nutritionists, and physicians to prevent injuries will perform at a peak level for years. Your maintenance strategy must treat your machinery like the latter. This means moving away from the "if it ain't broke, don't fix it" mentality and embracing a philosophy of continuous care and observation.
The Foundation: Total Productive Maintenance (TPM)
At the heart of a proactive culture is the philosophy of Total Productive Maintenance (TPM). Originating in Japan, TPM is a holistic approach to maintenance that strives for perfect production: no breakdowns, no small stops or slow running, no defects, and no accidents. A key pillar of TPM is that it fundamentally redefines the role of the production operator. It dismantles the traditional wall between "the people who run the machines" and "the people who fix the machines." In a TPM environment, operators are empowered with the responsibility for the basic health of their own equipment.
This is achieved through a concept called "Autonomous Maintenance" or Jishu Hozen. It does not mean the operator is expected to perform complex motor overhauls. Rather, it means they are trained and equipped to perform the essential daily tasks of cleaning, inspecting, and lubricating (CIL).
- Cleaning as Inspection: In a TPM framework, cleaning is not a janitorial task. It is a critical inspection activity. When an operator cleans a section of the machine, they are simultaneously looking for leaks, loose bolts, frayed wires, or signs of wear. They develop an intimate familiarity with their equipment, enabling them to spot subtle changes that precede a failure.
- Lubrication Management: Operators are trained on the proper lubrication points, types of lubricant, and frequencies. This prevents one of the most common causes of mechanical failure: improper lubrication.
- Inspection and Early Detection: Armed with checklists and sensory skills (looking, listening, feeling), operators perform daily checks. Is that bearing running hotter than yesterday? Is there a new vibration in the cutting unit? Does that pneumatic cylinder sound sluggish? They become the first line of defense, catching problems when they are small, inexpensive, and easy to fix.
Implementing TPM is a long-term journey, but its effect on building a proactive culture is profound. It fosters a sense of ownership and pride among operators, transforming their role from passive to active participants in machine reliability.
Leadership's Role in Championing Prevention
A proactive culture cannot grow from the factory floor alone; it must be championed from the top. Management plays a vital role in creating the psychological safety and structural support for this shift. If a production manager consistently pushes for output at the expense of scheduled maintenance, they send a clear message that uptime today is more important than reliability tomorrow. This short-term thinking will always undermine a proactive culture.
Leaders must champion prevention in several ways:
- Protecting Maintenance Time: When a 4-hour preventive maintenance (PM) task is scheduled, leaders must protect that time window. Resisting the temptation to shorten or postpone the PM to meet a daily quota is a powerful demonstration of commitment.
- Investing in Tools and Training: A proactive culture requires investment. This means providing technicians with precision tools like laser alignment equipment and vibration analyzers. It means investing in comprehensive training for both maintenance staff and operators.
- Celebrating "Non-Events": How do you reward someone for a failure that didn't happen? This is a central challenge. Leaders must find ways to recognize and celebrate the diligence that leads to long stretches of uninterrupted production. This could be through public recognition, team bonuses for achieving uptime targets, or highlighting the success of the preventive maintenance program in company communications.
- Analyzing Success, Not Just Failure: When a breakdown occurs, a root cause analysis is common. In a proactive culture, long periods of success are also analyzed. Why did the machine run for 600 straight hours without a stop? What went right? This reinforces positive behaviors and helps codify best practices.
From Silos to Collaboration: The Integrated Team
The traditional manufacturing floor often operates in silos. Production wants to run, Maintenance wants to fix, and Quality wants to inspect. A proactive culture dismantles these silos and fosters a single, integrated team with a shared goal: producing high-quality diapers efficiently and reliably.
This involves creating formal and informal channels for communication.
- Daily Production Meetings: These meetings should not just be about the production schedule. They are a critical forum for an operator to report a potential issue they noticed, for a maintenance technician to provide an update on a planned repair, and for a quality inspector to share feedback that might indicate a machine setup issue.
- Shared Metrics: The entire team should be measured against shared Key Performance Indicators (KPIs) like Overall Equipment Effectiveness (OEE). OEE is a composite metric that multiplies Availability (uptime), Performance (speed), and Quality (good product rate). When everyone is focused on improving OEE, the old conflicts ("Production just wants to run junk fast," "Maintenance always wants to shut us down") begin to fade.
- Gemba Walks: "Gemba" is a Japanese term meaning "the real place." Senior leaders and cross-functional teams should regularly walk the production floor, not to find fault, but to observe, ask questions, and listen. A manager asking an operator, "What is the biggest thing that frustrates you about this machine?" can uncover insights that no report ever could.
By fostering this collaborative environment, the organization harnesses the collective intelligence of the entire workforce. The operator's sensory knowledge, the technician's mechanical expertise, and the engineer's analytical skills combine to create a powerful, proactive system for ensuring diaper making machine maintenance and uptime.
Strategy 2: Implementing a Data-Driven Predictive Maintenance Program
While a proactive culture forms the foundation, a data-driven Predictive Maintenance (PdM) program provides the structural framework for turning foresight into action. If Preventive Maintenance (PM) is about performing maintenance at fixed intervals (like changing your car's oil every 5,000 kilometers), Predictive Maintenance is about performing maintenance at the exact moment it is needed, just before failure occurs. This is like changing your oil only when a sensor analysis of the oil's viscosity and particulate content indicates it has degraded. This approach, powered by Industry 4.0 technologies, offers a new level of precision and efficiency in managing the health of your diaper machine.
The core idea of PdM is to leave behind the assumptions of time-based maintenance and instead listen to what the machine is telling you. A diaper production line is a rich source of data. Motors vibrate, bearings generate heat, pneumatic systems create acoustic signatures, and power consumption fluctuates. By deploying sensors to capture this data and using software to analyze it, you can detect the subtle signs of developing faults long before they become catastrophic failures. This allows you to move from scheduled overhauls to condition-based interventions, optimizing both maintenance resources and machine availability.
The Sensory Organs of the Machine: Understanding PdM Technologies
To listen to your machine, you need the right "ears." A variety of sensor technologies can be deployed to monitor the health of critical components on a diaper machine. The key is to match the right sensor to the right component and failure mode.
| Sensor Type |
Monitored Component(s) |
Detects |
Example Application |
| Vibration Analysis |
Motors, Gearboxes, Bearings, Fans, Cutting Units |
Imbalance, Misalignment, Looseness, Bearing Wear |
A sensor on the main drive motor detects a rising vibration signature at a specific frequency, indicating an impending bearing failure weeks in advance. |
| Thermal Imaging |
Electrical Cabinets, Motors, Bearings, Glue Tanks |
Overheating, Poor Connections, Friction, Insulation Failure |
An infrared camera scan of the main electrical panel reveals a circuit breaker that is 15°C hotter than others, indicating a loose connection and fire risk. |
| Acoustic Analysis |
Pneumatic Systems, Vacuum Pumps, Air Leaks |
Air/Gas Leaks, Abnormal Mechanical Noise |
Ultrasonic detectors pinpoint the exact location of a costly compressed air leak in the pneumatic system that is inaudible to the human ear. |
| Oil Analysis |
Gearboxes, Hydraulic Systems |
Contamination, Particle Wear, Chemical Breakdown |
A sample of oil from the fluff mill gearbox shows a high concentration of iron particles, indicating accelerated gear wear. |
| Motor Current Analysis |
AC/DC Motors |
Rotor Bar Faults, Winding Issues, Power Supply Imbalance |
Monitoring the electrical signature of the SAP applicator's motor reveals anomalies that suggest an incipient winding fault. |
Choosing and placing these sensors is a critical first step. It requires a deep understanding of the machine's mechanics and a Failure Modes and Effects Analysis (FMEA) to identify which components are most critical and how they are most likely to fail. You do not need to monitor every bolt on the machine. The focus should be on critical components whose failure would cause significant downtime.
The Brain of the Operation: IoT, Cloud, and Machine Learning
Collecting data is only half the battle. The true power of PdM is unlocked when this data is aggregated, contextualized, and analyzed. This is where the Internet of Things (IoT) and machine learning come into play.
-
Data Acquisition and the IoT: Modern sensors are often IoT-enabled, meaning they can connect to your factory network wirelessly. They stream data in real-time to a central platform. This eliminates the old method of a technician walking around with a handheld device to take periodic readings. The data is continuous and comprehensive.
-
Centralization and Context: The data from a vibration sensor is more valuable when combined with data from the machine's control system (PLC). For example, a spike in vibration is not concerning if the PLC data shows the machine was just starting up. A PdM platform, often hosted in the cloud for scalability, brings together sensor data, operational data (like speed and product recipe), and maintenance history (from a CMMS – Computerized Maintenance Management System). This creates a complete digital picture of the machine's health in context.
-
Analysis and Prediction: This is where machine learning algorithms work their magic. In the initial phase, the system learns the "normal" operating signature of the machine. What does the vibration, temperature, and current draw look like when everything is running perfectly? Once this baseline is established, the algorithm constantly scans the incoming data for anomalies—subtle deviations from the norm that are invisible to the human eye. Over time, as the system is fed data from actual failures, it learns to recognize the specific signatures that precede those failures. It can then move from simple anomaly detection to true prediction, issuing alerts like: "Vibration signature on cutting unit C indicates a 75% probability of bearing failure within the next 150 operating hours."
This predictive capability is transformative. It allows the maintenance manager to order the correct spare part, schedule the repair for a planned downtime window (like a product changeover), and allocate the right technician with the right instructions, all before the machine ever stops unexpectedly. It turns maintenance from a reactive, high-stress activity into a proactive, planned, and efficient process.
From Data to Decision: Integrating PdM into Your Workflow
A PdM system that only generates alerts is just creating more noise. The final, crucial step is to integrate these data-driven insights into your daily operational workflow.
This requires a clear process:
- Alert Triage: Not all alerts are created equal. A system must be in place to categorize alerts by severity. A minor deviation might generate a work order for inspection within the next week. A critical alert might trigger an immediate notification to the maintenance supervisor's phone.
- Work Order Generation: The PdM system should be integrated with your CMMS. A validated predictive alert should automatically generate a detailed work order, including the location of the component, the suspected fault, the required parts, and any relevant safety procedures.
- Feedback Loop: This is perhaps the most important step for the long-term success of the program. After a repair is completed, the technician must provide feedback into the system. Was the prediction accurate? What was the true root cause of the failure? This feedback is used to refine the machine learning algorithms, making them more accurate over time. If the system predicted a bearing failure but the root cause was actually a misaligned shaft, the algorithm learns to differentiate between those two signatures in the future.
Implementing a full-scale PdM program is a significant undertaking, but it can be approached in phases. You can start with a pilot project on a single critical section of your modern diaper manufacturing equipment, such as the main drive or the rotary cutting unit. By demonstrating a clear return on investment through reduced downtime on that section, you can build the business case for expanding the program across the entire production line.
Strategy 3: Mastering Spare Parts Inventory and Supply Chain Logistics
A world-class predictive maintenance program can tell you with 95% certainty that a critical gearbox will fail in the next two weeks. This information is useless if the replacement gearbox is six weeks away in another country. Effective diaper making machine maintenance and uptime are as dependent on logistics as they are on mechanics. For manufacturers in South America, Russia, Southeast Asia, the Middle East, and South Africa, managing spare parts inventory and the associated supply chain presents a unique set of challenges, including long lead times, customs complexities, and currency fluctuations. Mastering this domain is not just an administrative task; it is a strategic imperative for ensuring operational resilience.
The goal of spare parts management is to walk a tightrope. On one side is the risk of excessive inventory—capital tied up in parts that may sit on a shelf for years, consuming space and risking obsolescence. On the other side is the risk of stock-outs—not having a critical part when needed, leading to extended and costly downtime. The art is to find the optimal balance, ensuring parts are available when needed without maintaining a wasteful and expensive stockpile.
The ABCs of Inventory: Criticality Analysis
Not all spare parts are created equal. A single broken bolt might be easily sourced from a local hardware store, while a custom-made servo motor might have a 20-week lead time from the machine manufacturer. The first step in optimizing your inventory is to perform a criticality analysis, classifying every spare part based on its impact on production. A common method is the ABC analysis:
-
'A' Parts (Critical): These are parts whose failure will cause an immediate and total shutdown of the line. They typically have long lead times and no ready alternatives. Examples include the main PLC, a custom gearbox, or a specialized cutting die. For these parts, the cost of downtime far exceeds the cost of holding the part in inventory. The strategy here is to always have at least one on hand, regardless of its cost. Some companies even invest in having critical components pre-assembled and ready for a quick swap.
-
'B' Parts (Important): These parts will cause a significant disruption or a reduction in speed/quality if they fail, but there may be temporary workarounds or the lead times are more manageable. Examples could include standard-sized motors, pneumatic cylinders, or sensor modules. The strategy for 'B' parts is to use standard inventory management techniques (like setting minimum/maximum stock levels) to ensure a high service level without excessive overstocking.
-
'C' Parts (Non-Critical): These are common, low-cost items that are readily available from multiple suppliers. This category includes fasteners (nuts, bolts), standard bearings, fuses, and tubing. The failure of a single 'C' part is unlikely to stop the line for long. The strategy here is to minimize management overhead. You might hold them in bulk in open bins or use a vendor-managed inventory (VMI) system where your local supplier is responsible for keeping the bins full.
By classifying every part in your storeroom, you can focus your time, energy, and capital on managing the 10-20% of 'A' parts that cause 80% of the downtime risk. This analysis should be a living document, reviewed periodically with input from maintenance technicians and engineers.
Beyond the Storeroom: Building a Resilient Supply Chain
Having a well-organized storeroom is only part of the solution. Your internal inventory is just one node in a much larger supply chain. For manufacturers in emerging markets, building a resilient and responsive supply chain for machine parts is a critical competitive advantage.
This involves several key activities:
- Supplier Diversification: Relying on a single supplier, especially the original equipment manufacturer (OEM) located overseas, creates significant risk. While the OEM is the best source for highly specialized components, it is wise to identify and qualify local or regional suppliers for more standard parts. This can dramatically reduce lead times and shipping costs. Vetting suppliers is crucial; ensure they meet quality standards and are financially stable (womengmachines.com, 2026).
- Strategic Partnerships: For your most critical 'A' parts, move beyond a simple transactional relationship with your supplier. Build a strategic partnership. This could involve negotiating consignment stock agreements, where the supplier owns the part until you use it, reducing your capital outlay. It could also mean sharing your predictive maintenance data (securely, of course) to give them better visibility into your future needs.
- Understanding Total Cost of Ownership (TCO): When sourcing a part, do not just look at the purchase price. Consider the Total Cost of Ownership. A cheaper, non-OEM part might save you 20% on the invoice, but if it has a shorter lifespan and causes an extra hour of downtime per year, it is far more expensive in the long run. The analysis should include shipping costs, import duties, and the expected lifetime of the part.
- Customs and Logistics Expertise: Navigating international shipping and customs can be a major source of delay. It is essential to have either in-house expertise or a partnership with a reliable logistics provider who understands the specific import regulations of your country. A missing document or an incorrectly classified part can leave your critical component sitting in a port for weeks.
The Digital Storeroom: CMMS and Inventory Management
Managing thousands of spare parts manually with spreadsheets and logbooks is a recipe for disaster. A modern Computerized Maintenance Management System (CMMS) is the digital backbone of an efficient storeroom.
A CMMS provides several key functions for inventory management:
- Centralized Database: It serves as a single source of truth for all spare parts, including part numbers, descriptions, supplier information, cost, location in the storeroom (bin number), and criticality code (A, B, or C).
- Automated Reordering: The system can be configured to automatically generate a purchase requisition when the stock level of a part falls below its designated minimum. This prevents human error and ensures that parts are reordered in a timely fashion.
- Usage Tracking: When a technician takes a part from the storeroom for a work order, it is checked out through the CMMS. This provides valuable data on part consumption rates, which can be used to refine min/max levels and predict future demand.
- Kit Creation: For recurring preventive maintenance jobs, the CMMS can be used to create "kits." When the PM work order is generated, the system automatically produces a pick list of all the necessary parts and consumables. The technician can grab the pre-assembled kit and go, saving valuable time that would have been spent searching for parts.
By combining a rigorous criticality analysis, a strategic approach to the supply chain, and the digital discipline of a CMMS, you can transform your spare parts management from a source of risk and frustration into a powerful enabler of machine uptime.
Strategy 4: Empowering Operators Through Comprehensive Training and Ownership
In the complex ecosystem of a diaper production line, no one is closer to the machine, hour by hour, than the operator. They are the first to hear a new noise, feel a new vibration, or see a subtle change in the product. To view operators as mere button-pushers is to waste the most valuable asset on your factory floor: human intuition and observation. Empowering operators through deep training and instilling a true sense of ownership over their equipment is one of the most cost-effective and sustainable strategies for improving diaper making machine maintenance and uptime. An empowered operator is not just running a machine; they are its guardian.
This approach, as mentioned earlier, is a core tenet of Total Productive Maintenance (TPM), specifically the pillar of Autonomous Maintenance. The goal is to transfer a set of basic maintenance skills and responsibilities from the maintenance department to the production operators. This frees up skilled maintenance technicians to focus on more complex troubleshooting, predictive analysis, and improvement projects, while simultaneously preventing a vast number of small problems from ever escalating.
Building the Skillset: A Structured Training Program
Empowerment cannot happen without competence. You cannot simply hand an operator a grease gun and a checklist and expect good results. A structured, multi-level training program is essential to build the necessary skills and confidence. This program should be hands-on, machine-specific, and progressive.
A typical training progression might look like this:
- Level 1: The Basics (Initial Cleaning & Inspection): The first step is teaching the "why" behind Autonomous Maintenance. Operators learn that cleaning is a form of inspection. They are trained to use their senses—sight, sound, touch, and even smell—to detect abnormalities. They learn to identify loose bolts, minor leaks, frayed cables, and signs of wear. They are taught how to properly clean the machine without damaging sensitive components like sensors or cameras.
- Level 2: Lubrication and Bolting: Operators are trained on the basic principles of lubrication. They learn the difference between grease and oil, how to apply the correct amount of lubricant, and how to read the machine's lubrication chart. They are also trained on proper bolting techniques, including how to use a torque wrench to ensure critical fasteners are tightened to the correct specification.
- Level 3: Basic Adjustments and Minor Servicing: At this level, operators learn to perform simple, routine adjustments that affect quality and performance. This could include adjusting the tension on a web of nonwoven material, fine-tuning the position of a sensor, or clearing a minor jam in a safe and prescribed manner. They might also be trained to perform very simple component replacements, such as changing a vacuum cup or a guide roller that is designed for quick replacement.
- Level 4: Advanced Inspection and Troubleshooting: The most skilled operators can be trained to use simple diagnostic tools, such as a temperature gun to check bearing heat or a stethoscope to listen for mechanical anomalies. They learn the basic logic of the machine's operation and can assist maintenance technicians in diagnosing more complex problems by providing precise, detailed observations.
This training should be reinforced with clear, visual, one-point lessons (OPLs) posted at the machine. An OPL is a single-page document that uses pictures and minimal text to explain how to perform a single task, like "How to Inspect the Cutting Anvil" or "How to Lubricate the Folder Chain."
Training alone is not enough. The organizational culture must support and encourage operator ownership. This requires providing operators with the necessary tools, allocating the time to perform their tasks, and showing trust in their abilities.
- Tools for the Job: Operators need their own dedicated set of tools for their autonomous maintenance tasks. This often takes the form of a team tool board located at the machine. Having the right tools readily available eliminates the friction of having to hunt for them and sends a powerful message that their tasks are valued.
- Allocating Time: Autonomous maintenance activities cannot be something operators are expected to "squeeze in" when they have a spare moment. Time for cleaning, inspection, and lubrication must be formally built into the daily production schedule. Even 15-20 minutes of dedicated CIL time per shift can have a massive impact on preventing breakdowns.
- A "No-Blame" Culture: This is absolutely fundamental. If an operator reports a potential problem they have found, they must be praised for their diligence, even if it leads to a short, planned stop to fix it. If they are ever blamed for "causing downtime" by reporting a problem, they will quickly learn to keep quiet, and the next time you hear about that problem will be when the machine breaks down catastrophically. The response to a reported issue must always be "Thank you for finding that."
The Power of the Operator's Logbook
A simple but incredibly powerful tool for fostering ownership is the operator's logbook. This can be a physical book kept at the machine's control station or a digital log within the factory's information system. This is the place where operators document their shift.
The logbook should not just be for recording production numbers. It should be a communication hub where operators can record:
-
Abnormalities Found: "Noticed a slight squeaking noise from the left-side leg cuff applicator starting around 14:30."
-
Actions Taken: "Cleaned and inspected the main SAP hopper. Found and removed a small clump of hardened polymer."
-
Adjustments Made: "Adjusted web guide sensor #3 by 2mm to correct minor tracking issue."
-
Suggestions for Improvement: "The guard on the folding unit makes it very difficult to clean the chain. Could we design a hinged version?"
This logbook serves multiple purposes. It provides a running history of the machine's health from the perspective of those who know it best. It is a critical communication tool between shifts, ensuring that an issue noticed on one shift is not forgotten on the next. And it provides a direct feedback mechanism to the maintenance and engineering teams, highlighting recurring problems and opportunities for improvement. When maintenance technicians and engineers make a point of reading the logbook daily and acting on the information within, it validates the operator's role and powerfully reinforces their sense of ownership.
Strategy 5: Leveraging Advanced Diagnostics and Remote Support
Even with the best proactive culture and predictive systems, unplanned downtime will occasionally occur. When a diaper machine stops, the clock starts ticking. Every minute is lost revenue. The goal in these situations is to move from problem to solution as quickly and efficiently as possible. This is where advanced diagnostic tools and modern remote support capabilities become indispensable. They act as force multipliers for your maintenance team, enabling them to identify the root cause of a problem faster and access expert help instantly, regardless of geographical distance. This is particularly vital for factories in regions that may be far from the original equipment manufacturer's (OEM) headquarters.
The traditional troubleshooting process often involved a lengthy and frustrating sequence of trial and error. A technician might first replace a sensor, then a cable, then a PLC input card, until the problem was finally resolved, costing hours of downtime and several unnecessarily replaced parts. Modern diagnostics aim to replace this guesswork with data-driven precision.
Decoding the Machine's Language: HMI and PLC Forensics
The first place to look when a machine stops is its Human-Machine Interface (HMI). The HMI is the touchscreen control panel that operators and technicians use to interact with the machine. Modern HMIs are far more than just start/stop buttons; they are sophisticated windows into the brain of the machine—the Programmable Logic Controller (PLC).
Effective troubleshooting begins with HMI forensics:
- Alarm History: The HMI maintains a detailed log of every alarm that occurs, timestamped to the millisecond. This is the primary clue. A skilled technician does not just look at the most recent alarm; they look at the sequence of alarms. Did a "Web Break" alarm occur just before a "Main Drive Overload" alarm? This suggests the web break caused the overload, not the other way around. Understanding this sequence is critical to avoid chasing symptoms instead of the root cause.
- I/O Status Screens: The HMI allows you to view the live status of every input (I/O) and output on the PLC. Is a sensor that is supposed to be on, actually off? Is the PLC trying to fire a pneumatic solenoid, but the solenoid is not actuating? By systematically checking the I/O related to the fault area, a technician can quickly determine if the problem is electrical, mechanical, or programmatic.
- Trend and Data Logging: Many modern machines have the ability to trend critical process variables, such as motor speed, web tension, or glue temperature. If the machine is faulting on "High Web Tension," you can look at the trend graph. Did the tension spike suddenly, or did it drift up slowly over an hour? A sudden spike might suggest a mechanical jam, while a slow drift might point to a failing sensor or a problem in the control loop.
Training your technicians to become experts in navigating and interpreting the machine's HMI is a high-leverage activity. They must learn to "speak the language" that the machine is using to describe its own problems.
Beyond Guesswork: Root Cause Analysis (RCA)
Fixing the immediate problem to get the machine running again is only half the job. If you do not understand and eliminate the root cause, the problem will inevitably return. A disciplined Root Cause Analysis (RCA) process is the hallmark of a mature maintenance organization. Instead of just asking "What broke?", RCA asks "Why did it break?".
Several simple but powerful RCA methodologies can be used on the factory floor:
-
The 5 Whys: This technique involves asking the question "Why?" repeatedly until the ultimate root cause is uncovered.
-
Problem: The machine stopped with a "Safety Gate Open" alarm.
-
1. Why? Because the switch on gate #7 is not making contact.
-
2. Why? Because the gate is sagging and no longer aligned with the switch.
-
3. Why? Because the hinge bolts have loosened.
-
4. Why? Because of the constant vibration in that section of the machine.
-
5. Why? Because a motor mount in that section has a worn-out rubber damper. The simple fix is to tighten the hinge bolts. The root cause fix is to replace the motor damper. Without RCA, the team would be "fixing" the gate every week.
-
Fishbone (Ishikawa) Diagram: This visual tool helps teams brainstorm potential causes for a problem by organizing them into categories, such as Man, Machine, Method, Material, Measurement, and Environment. This is particularly useful for complex problems where multiple factors could be contributing.
The Expert in Your Pocket: Remote Support and Augmented Reality
What happens when your local team is faced with a problem they have never seen before? In the past, this meant either waiting days for an OEM technician to fly in or spending hours on a frustrating phone call trying to describe a complex mechanical issue. Today, technology has closed this distance.
- Secure Remote Access: Most modern advanced diaper production lines are built with the capability for secure remote access. With the factory's permission, an OEM engineer from anywhere in the world can log into the machine's PLC and HMI. They can see exactly what the local technician sees, review alarm histories, check program logic, and diagnose issues as if they were standing in front of the machine. This can reduce the diagnosis time for complex electrical or software issues from days to minutes.
- Augmented Reality (AR): This is the next frontier of remote support. Using a tablet or a pair of smart glasses, your local technician can share their real-world view with a remote expert. The expert can then annotate the technician's view, circling a specific valve, displaying a wiring diagram over the real-world component, or showing a 3D animation of how to perform a disassembly. It is the equivalent of having the world's leading expert standing over your shoulder, guiding your hands. For factories in geographically remote locations, this technology is a game-changer, providing instant access to elite-level expertise and dramatically reducing the time to resolution.
By investing in training for on-site diagnostics and building the infrastructure for advanced remote support, you create a powerful, two-pronged approach to troubleshooting. You empower your local team to solve the majority of problems quickly on their own, while ensuring they have an instant lifeline to expert help for the most challenging issues.
Strategy 6: Standardizing Procedures for Rapid Changeovers and Adjustments
Not all downtime is unplanned. A significant portion of the time a diaper machine is not producing is during planned stops for product changeovers. A modern diaper business must be agile, capable of producing a wide range of product sizes (e.g., newborn, small, medium, large) and types (e.g., standard vs. premium with different features). Each switch from one product to another requires mechanical adjustments, raw material changes, and programming updates. This changeover time is a major component of a machine's Overall Equipment Effectiveness (OEE). A team that can perform a changeover in 90 minutes will be significantly more productive than a team that takes four hours for the same task. The key to minimizing this planned downtime is standardization.
Standardization replaces tribal knowledge and individual variation with a single, optimized, and repeatable best practice. It ensures that every changeover is performed the same way, the right way, every time, regardless of which maintenance crew or operator team is on shift. This not only reduces the duration of the changeover but also dramatically improves the quality and stability of the production run that follows it.
The SMED Philosophy: A Revolution in Changeovers
The foundational philosophy for rapid changeovers is SMED, which stands for Single-Minute Exchange of Die. The name is an aspirational goal, meaning to reduce changeover times to the single digits (i.e., less than 10 minutes). While a full diaper line changeover in under 10 minutes may be unrealistic, the principles of SMED provide a powerful framework for systematically attacking and reducing changeover time.
The SMED methodology is based on a critical distinction:
- Internal Activities: These are tasks that can only be performed when the machine is stopped. Examples include changing a cutting die, adjusting guides inside the machine, or threading new material through the web path.
- External Activities: These are tasks that can be performed while the machine is still running, either before it stops or after it has restarted. Examples include fetching the necessary tools and spare parts, preparing the new rolls of raw material, or reviewing the work instructions.
The traditional changeover process mixes these activities haphazardly. The machine stops, and only then does the team start looking for the right parts, fetching tools, and figuring out what to do. The core of SMED is to systematically convert internal activities into external activities.
A Step-by-Step Approach to Slashing Changeover Time
Implementing SMED is a structured process:
- Observe and Record: The first step is to video-record an entire changeover from start to finish. This is not for blaming individuals but for creating a detailed, objective record of every single action taken, from the moment the last good product of the old run is made to the moment the first good product of the new run is made.
- Analyze and Separate: The team (including operators, technicians, and engineers) watches the video together and creates a detailed list of every task. For each task, they ask the critical question: "Can this be done while the machine is running?" This separates all tasks into the "Internal" and "External" columns. You will often be surprised by how many tasks currently done while the machine is stopped could actually be done externally.
- Convert Internal to External: This is the most creative part of the process. The team brainstorms ways to convert internal tasks.
- Example: The task "Adjust the position of 12 guide rollers" is internal. The conversion could be to use preset, quick-change guide assemblies. The assembly for the next size can be prepared offline while the machine is running. The changeover then becomes a quick swap of the entire assembly, not 12 individual adjustments.
- Example: The task "Find the correct recipe and load it into the HMI" is often done after the machine stops. This is purely external. The recipe should be loaded and verified before the stop.
- Streamline Internal Activities: Once all possible tasks are externalized, the team focuses on speeding up the remaining internal tasks. This involves using better tools (e.g., pneumatic wrenches instead of manual ones), creating jigs and fixtures to eliminate measurement and alignment, and using quick-release fasteners instead of standard nuts and bolts.
- Streamline External Activities: The external work must also be optimized. This leads to the creation of a "changeover cart" or a "pit stop" area. All tools, parts, and materials needed for the changeover are gathered, organized, and staged before the machine stops. Technicians should not have to walk back and forth to the storeroom or their toolbox. Everything is at their fingertips.
- Document and Train: The new, optimized procedure is documented as a clear, visual Standard Operating Procedure (SOP). Checklists are created for both the external preparation phase and the internal execution phase. The entire team is then trained on this new standard method.
By relentlessly applying this cycle, teams can often achieve dramatic reductions in changeover time—50% or more is common. This recovered time is pure production capacity, a direct boost to the factory's output and profitability without any capital investment in a new machine.
The Role of Visual Management
Visual management tools are critical for supporting standardized work and rapid changeovers. The principle is to make the correct state and the standard procedure immediately obvious to anyone at a glance.
Examples in a changeover context include:
- Color Coding: All the parts, tools, and settings for "Medium" size diapers could be color-coded blue, while "Large" is red. When performing a changeover to Medium, the team knows to grab the blue guide assembly, use the blue-handled wrench, and turn the dial to the blue mark.
- Shadow Boards: Tool boards where each tool has a painted outline (a "shadow") ensure that tools are always returned to the correct place and that a missing tool is immediately obvious.
- Marking and Gauges: Instead of using a ruler to make an adjustment, use fixed gauges or clearly marked centerlines and position indicators on the machine. The goal is to eliminate measurement and adjustment in favor of simple setting.
Standardization is the antidote to chaos. By creating a single, optimized best practice for every recurring task, especially changeovers, you create a predictable, efficient, and low-stress production environment. This predictability is a cornerstone of achieving consistently high diaper making machine maintenance and uptime.
Strategy 7: Pursuing Strategic Upgrades and Machine Modernization
A maintenance strategy focused solely on preserving the original state of the machine is incomplete. The world of manufacturing technology is not static. New materials, more efficient components, and smarter control systems are constantly being developed. The seventh and final strategy for maximizing uptime is to adopt a forward-looking perspective, pursuing strategic upgrades and modernization projects that not only improve reliability but also enhance the machine's capabilities and extend its economic life. This strategy bridges the gap between maintenance and capital investment, treating the machine not as a fixed asset to be preserved, but as an evolving platform to be improved.
This is especially relevant in 2026, where the pace of technological change is rapid. A diaper machine built in 2016 may be mechanically sound, but its control system, drive technology, and sensor capabilities could be a decade behind the curve. Strategic upgrades allow a manufacturer to benefit from modern technology without the massive capital outlay of a completely new production line. As noted by industry experts, selecting machinery with a modular design from the outset is a key factor for future-proofing your investment, allowing for easier upgrades and innovations down the line (diapermachines.com, 2026).
Identifying High-Impact Upgrade Opportunities
Not all upgrades offer the same return on investment. The key is to identify and prioritize projects that will have the most significant impact on your specific operational challenges, whether they be downtime, waste, speed limitations, or product quality.
Common areas for high-impact upgrades on diaper machines include:
- Drive System Modernization (Servo Upgrades): Many older machines use a single large motor with a complex system of line shafts, gears, and chains to power the entire machine. This mechanical complexity is a major source of maintenance headaches, inefficiency, and downtime. Upgrading to a modern system of independent servo motors is often the single most impactful modernization project. Each section of the machine (e.g., the web feed, the cutting unit, the elastic applicator) gets its own precisely controlled motor.
- Benefits: Drastically reduced mechanical complexity (fewer gearboxes, chains, and belts to maintain), faster and more precise changeovers (adjustments are now software parameters, not mechanical settings), reduced material waste during speed changes, and the ability to create more complex and innovative product designs. The precise application of elastics using servo-driven controls is a prime example of how this technology can ensure a perfect product fit (diapermachines.com, 2026).
- Vision Inspection Systems: Manual inspection by operators, especially at speeds of 800+ diapers per minute, is prone to error. Integrating a modern, high-speed camera vision system automates quality control. These systems can inspect every single diaper for defects like missing leg cuffs, incorrect placement of the frontal tape, or flaws in the backsheet printing.
- Benefits: Guarantees 100% quality inspection, reduces customer complaints and returns, provides valuable data for root cause analysis of defects, and can be configured to automatically reject non-conforming products.
- Auto-Splicing Units: On older machines, when a roll of raw material (like nonwoven fabric or polyethylene film) runs out, the machine must be stopped to thread a new roll. An auto-splicing unit is a module that holds two rolls of material. As one roll is about to end, the unit automatically splices the start of the new roll onto the end of the old one at full production speed.
- Benefits: Eliminates a major source of planned downtime, reduces material waste associated with manual splicing, and improves the consistency of the production process.
- Upgraded Safety Systems: Safety standards and technologies are constantly evolving. Upgrading an older machine to the latest safety standards (e.g., with light curtains, safety-rated PLCs, and trapped-key systems) is not just about compliance. A well-designed safety system that is intuitive and not overly burdensome for operators can also improve uptime by reducing nuisance trips and making troubleshooting safer and faster.
Building the Business Case: ROI and Total Cost of Ownership
Upgrades require capital, and capital requires justification. A maintenance manager must also be a business manager, capable of building a compelling business case to secure funding for modernization projects. This case should not be based on feelings or technical jargon but on a solid financial analysis.
The key is to calculate the Return on Investment (ROI) based on the project's impact on the Total Cost of Ownership (TCO). The analysis should quantify the expected benefits in clear financial terms:
- Downtime Reduction: If a servo upgrade is projected to reduce unplanned downtime by 50 hours per year, what is the value of that recovered production time? (50 hours x Production Rate x Profit per Diaper).
- Waste Reduction: If a vision system is projected to reduce the raw material scrap rate by 0.5%, what is the annual dollar value of that saved material?
- Labor Savings: If an auto-splicer eliminates 10 minutes of operator labor every 90 minutes, what is the value of that reallocated labor over a year?
- Maintenance Cost Reduction: How much will the servo upgrade save in spare parts (chains, gears) and maintenance labor hours per year?
- New Market Opportunities: Can the upgrade allow you to produce a new, premium product that commands a higher price, opening up a new revenue stream?
When presented with a detailed analysis showing that a $200,000 upgrade will pay for itself in 18 months and generate millions in additional profit over the next five years, it becomes a much easier decision for senior management to approve.
Pursuing strategic upgrades requires a long-term vision. It means seeing your production line not just as it is today, but as it could be in three, five, or ten years. This involves maintaining a close relationship with your machine manufacturer and staying abreast of the latest technological trends discussed in industry publications and trade shows.
The ultimate goal is to create a "living" machine—one that is continuously improved and adapted to meet the evolving demands of the market. A machine that receives strategic, well-planned upgrades will remain a competitive, reliable, and profitable asset for many years, delaying the need for a complete replacement. This approach ensures that your efforts in diaper making machine maintenance and uptime are not just about preserving the past, but about actively building a more profitable future.
Часто задаваемые вопросы (FAQ)
What is the first and most critical step to improve our diaper machine's uptime?
The most critical first step is a cultural and philosophical shift. Before buying any new sensor or software, you must move your team's mindset from reactive ("firefighting") to proactive ("foresight"). This begins with leadership championing the value of planned maintenance over uninterrupted production and empowering operators to be the first line of defense through Autonomous Maintenance principles like cleaning, inspecting, and lubricating their own equipment.
How can I justify the cost of a predictive maintenance (PdM) system to my management?
Build a business case focused on Return on Investment (ROI). Start with a pilot project on the machine's most critical and failure-prone section. Track the current costs associated with that section's downtime: lost production, labor for emergency repairs, and secondary damage. Then, project the savings a PdM system would generate by preventing just one or two of those failures. Present the cost of the PdM system not as an expense, but as an investment that will pay for itself by eliminating these larger, unpredictable costs.
Our biggest downtime problem is waiting for spare parts from overseas. What can we do?
You need a multi-pronged strategy. First, perform a criticality analysis (ABC analysis) to identify the handful of 'A' parts that cause the most downtime. Ensure you always have these in stock. Second, for less critical 'B' and 'C' parts, work to identify and qualify local or regional suppliers to reduce lead times. Third, build a strategic partnership with your OEM for the most unique parts, exploring options like consignment stock. Finally, invest in logistics expertise to streamline customs and shipping processes.
Our operators are hesitant to take on maintenance tasks. How can we encourage them?
Hesitation often comes from a lack of confidence or a fear of being blamed. Address this with a structured, hands-on training program that builds skills progressively. Crucially, create a "no-blame" culture where operators are praised for finding and reporting potential problems. Provide them with the proper tools and formally schedule time for their maintenance tasks. When they see their input is valued and leads to improvements, their sense of ownership will grow.
What is Overall Equipment Effectiveness (OEE) and why is it important?
OEE is a key performance indicator that measures the true productivity of your machine. It is calculated as a percentage by multiplying three factors: Availability (Uptime ÷ Scheduled Time), Performance (Actual Speed ÷ Ideal Speed), and Quality (Good Products ÷ Total Products). OEE is vital because it provides a single, comprehensive score that reveals the impact of all losses—downtime, slow cycles, and defects. Focusing your entire team on improving OEE helps break down silos and aligns everyone toward the common goal of producing more high-quality products in the scheduled time.
Is it better to upgrade our old diaper machine or buy a new one?
The answer depends on a thorough analysis of the Total Cost of Ownership (TCO). A strategic upgrade of a mechanically sound machine, such as a servo drive conversion or the addition of an auto-splicer, can often provide 80% of the benefit of a new machine for a fraction of the cost. However, if the machine's core frame is worn, or if it cannot be upgraded to produce the product types your market now demands, a new machine may be the better long-term investment. Calculate the ROI for specific upgrade packages and compare that to the TCO of a new line.
How do standardized changeovers improve more than just speed?
While the primary goal of standardization (using methods like SMED) is to reduce planned downtime, the benefits are broader. A standardized process is a repeatable process, which leads to a much more stable and predictable production run immediately after the changeover. It dramatically reduces the amount of scrap and quality adjustments needed during startup. Furthermore, it lowers stress on the team, as everyone knows their role and follows a proven, optimized procedure, which also improves safety.
Заключение
The pursuit of maximizing diaper making machine maintenance and uptime is a journey, not a destination. It is a complex endeavor that weaves together human culture, data-driven technology, and strategic foresight. As we have explored, achieving operational excellence in 2026 is not about finding a single magic bullet. It is about the systematic and dedicated implementation of a holistic set of strategies. It begins with the cultivation of a proactive culture, where every team member feels a sense of ownership for the health of the machinery. This foundation allows for the successful implementation of advanced tools like predictive maintenance, which transforms unscheduled disasters into planned interventions.
This technical prowess must be supported by a robust and intelligent management of spare parts and a deep commitment to empowering operators, turning them into the vigilant guardians of the production line. By standardizing routine procedures and leveraging advanced diagnostics, the time lost to both planned and unplanned stops can be systematically eroded. Finally, a forward-looking approach to strategic upgrades ensures that the equipment does not just survive, but evolves, remaining a competitive and profitable asset for years to come. Ultimately, the symphony of a smoothly running diaper machine is a testament to an organization that values foresight over firefighting, collaboration over silos, and continuous improvement over the status quo.
Ссылки
diapermachines.com. (2026a, January 28). A practical 2026 buyer’s guide: 6 critical advances in diaper manufacturing equipment technology. https://www.diapermachines.com/2026/02/02/2026-diaper-equipment-tech-guide/
diapermachines.com. (2026b, March 13). 7 expert multi-layer diaper assembly best practices: A 2026 guide to flawless production. https://www.diapermachines.com/2026/03/13/multi-layer-diaper-assembly-practices/
Nakajima, S. (1988). Introduction to TPM: Total productive maintenance. Productivity Press.
Panchal, D., & Kumar, D. (2017). A review on maintenance strategies and their impact on manufacturing industry performance. International Journal of Mechanical and Production Engineering Research and Development, 7(6), 461-472.
Ran, Y., Zhou, X., Lin, P., Wen, Y., & Deng, R. (2019). A survey of predictive maintenance: Systems, methods and techniques. IEEE Access, 7, 1-1.
womengmachines.com. (2025, December 12). Expert guide to how diapers are made: 7 key production stages for 2025. https://www.womengmachines.com/expert-guide-to-how-diapers-are-made-7-key-production-stages-for-2025/
womengmachines.com. (2026, January 30). 7 critical factors for your 2026 pad machine investment: An expert checklist. https://www.womengmachines.com/2026-pad-machine-buyers-guide/
Zhengzhou SUNY Industrial Co.,Ltd. (2026, February 16). Company profile. https://zzsuny.com/
Мар 27, 2026 | Новости
Аннотация
An examination of the global disposable hygiene sector in 2026 reveals that the adoption of automation is no longer a matter of competitive advantage but a fundamental prerequisite for market viability. This guide presents a systematic five-step methodology for evaluating the Return on Investment (ROI) associated with the integration of hygiene product manufacturing process automation. It is specifically tailored for decision-makers, engineers, and investors in emerging and dynamic markets, including South America, Russia, Southeast Asia, the Middle East, and South Africa. The analysis moves beyond a superficial assessment of capital expenditure to a nuanced exploration of the interconnected financial benefits. It delves into quantifiable metrics such as reductions in material waste through precision servo-driven systems, increased production throughput, and labor cost optimization. It also considers the qualitative yet financially impactful benefits of enhanced product consistency, market agility through modular machine design, and long-term operational resilience. The central argument is that a sound investment decision rests upon a holistic financial model that accounts for both immediate gains and the strategic, long-term value generated by a fully automated production line.
Основные выводы
- Establish a detailed baseline of current operational costs before projecting automation savings.
- Calculate direct financial gains from reduced material waste and increased production output.
- Factor in qualitative benefits like improved brand reputation and market agility.
- Analyze the Total Cost of Ownership, including maintenance, training, and energy usage.
- A robust hygiene product manufacturing process automation strategy is foundational for long-term profitability.
- Choose modular machine designs to allow for future product upgrades and innovations.
- Implement real-time vision inspection systems to guarantee superior product quality.
Оглавление
Introduction: The Imperative of Automation in Modern Hygiene Manufacturing
The landscape of personal care product manufacturing is undergoing a profound transformation. In regions stretching from the bustling urban centers of Southeast Asia to the expansive markets of South America and Russia, the demand for high-quality, affordable disposable hygiene goods—such as baby diapers and sanitary napkins—is escalating at an unprecedented rate. This surge creates a remarkable opportunity, yet it simultaneously presents a formidable challenge. How can a manufacturer not only meet this growing demand but also do so profitably, consistently, and with an eye toward future growth? The answer, as we will explore, lies not in incremental improvements to outdated methods but in a strategic embrace of hygiene product manufacturing process automation.
To think of automation merely as a means of replacing manual labor is to grasp only a sliver of its true potential. It is, more accurately, a re-imagining of the entire production ecosystem. It is the deliberate application of advanced mechanical, electrical, and digital systems to create a manufacturing process that is faster, more precise, more efficient, and more resilient than its predecessors. For the modern factory, automation is the central nervous system, coordinating a complex dance of raw materials, high-speed machinery, and quality control systems to produce a perfect product, thousands upon thousands of times per day.
The central question for any investor or production manager, however, is not whether automation is powerful, but whether it is profitable. This brings us to the concept of Return on Investment, or ROI. ROI is the financial compass that guides capital expenditure. It provides a clear, data-driven answer to the question: "For every dollar, ruble, or rand we invest in this technology, what will we get back, and when?" Calculating this figure is the purpose of our journey together in this guide. We will move through a practical, five-step framework designed to demystify the financial evaluation of a modern diaper or sanitary pad production line. This is not merely an academic exercise; it is a foundational business practice for anyone looking to build a sustainable and thriving enterprise in the competitive world of hygiene products. We will dissect the costs, both obvious and hidden, of maintaining a manual or semi-automated operation and weigh them against the multifaceted gains offered by a fully automated solution. This is the new calculus of manufacturing success in 2026.
Step 1: Establishing a Comprehensive Baseline of Current Operations
Before one can accurately project the future benefits of an investment, one must possess an uncompromisingly clear understanding of the present. The first step in evaluating the ROI of hygiene product manufacturing process automation is to conduct a thorough and honest audit of your existing production environment. This baseline is not just a collection of numbers; it is a detailed portrait of your operational efficiency, your costs, and your limitations. Without this portrait, any future projections are merely guesswork. We must begin by measuring what is, so we can later measure what could be.
Understanding Your Manual or Semi-Automated Processes
Let us begin by walking the factory floor, not as managers, but as forensic accountants. The objective is to quantify every aspect of the current production process. The most apparent cost is, of course, direct labor. How many operators are required to run a single line per shift? What are their wages, benefits, and associated overhead costs? How many shifts do you run per day? These figures form the most basic layer of your operational expenditure.
Next, we must turn our attention to material waste. In a manual or semi-automated diaper assembly process, waste is generated at numerous points. An operator might misalign a roll of nonwoven fabric during a changeover. An older, mechanically-driven cutter might produce inconsistent shapes, leading to a higher rejection rate. The application of adhesives might be imprecise, compromising the bond between layers and rendering the product defective. You must meticulously track and measure this waste. What percentage of your raw materials—your expensive fluff pulp, superabsorbent polymer (SAP), and specialized films—ends up as scrap? This percentage represents direct, unrecoverable financial loss.
Production speed is another critical metric. How many finished pieces does your current line produce per minute (PPM)? Is this speed consistent, or does it fluctuate based on operator skill or machine temperament? Following speed, we must analyze downtime. How many hours per week is the line not running? We must categorize this downtime: is it scheduled for maintenance, or is it unscheduled due to machine breakdowns, material jams, or operator error? Unscheduled downtime is particularly corrosive to profitability, as it represents lost production capacity that can never be regained.
The table below offers a simplified framework for comparing a typical semi-automated line with a modern, fully automated system. It is a tool for thought, a way to begin structuring your own operational audit.
| Metric |
Typical Semi-Automated Line |
Fully Automated Servo Line |
Potential Impact of Automation |
| Operators per Line/Shift |
4-6 Operators |
1-2 Operators |
Significant reduction in direct labor costs |
| Норма отходов материалов |
5% – 8% |
1.5% – 3% |
Drastic savings on raw material expenditures |
| Average Production Speed |
150 – 300 PPM |
500 – 1000+ PPM |
Substantial increase in total output and revenue |
| Quality Pass Rate |
95% – 97% |
99.5%+ |
Improved brand reputation and fewer defects |
| Unscheduled Downtime |
8% – 15% |
2% – 4% |
Maximized production uptime and efficiency |
| Size Changeover Time |
2 – 4 hours |
30 – 60 minutes |
Greater market agility and product flexibility |
Quantifying Inefficiency: The Hidden Costs of the Status Quo
Beyond the easily measurable metrics lie the hidden costs—the subtle inefficiencies that erode margins over time. Product inconsistency is a primary culprit. In a process reliant on human intervention, slight variations are inevitable. One diaper may have its elastic leg cuffs applied with slightly less tension than the next. One sanitary pad may have its absorbent core positioned a millimeter off-center. While these minor deviations may not all result in a rejected product, they contribute to a variable consumer experience. This inconsistency can slowly damage brand trust, a cost that is difficult to quantify but devastating in its impact.
Operator error is another significant hidden cost. This is not a critique of the workforce but an acknowledgment of human fallibility. A moment of distraction can lead to a material jam that stops the line for an hour. Repetitive manual tasks lead to fatigue, which in turn leads to a higher likelihood of mistakes. These errors create production bottlenecks and contribute to the unscheduled downtime we discussed earlier. The successful implementation of hygiene product manufacturing process automation directly addresses these issues by replacing repetitive manual tasks with tireless, consistent machine precision.
Setting Clear Objectives for Automation
With a clear and detailed baseline of your current operations in hand, the final part of this initial step is to define your goals. Why are you considering this investment? The answer cannot be a vague "to improve efficiency." Your objectives must be specific, measurable, achievable, relevant, and time-bound (SMART).
Are you aiming to reduce your overall material waste by 50% within the first year of operation? Is your goal to increase production capacity by 200% to enter a new export market in the Middle East? Perhaps your primary driver is to reduce workplace accidents and improve operator safety. Or maybe the objective is to gain the capability to produce a new, premium T-shape baby diaper that your current machinery cannot handle.
These clearly defined objectives will serve as your guideposts throughout the evaluation process. They will help you prioritize which features of a new automated line are most valuable to your specific business case. They transform the purchase of a machine from a simple capital expenditure into a strategic tool designed to solve specific problems and achieve specific goals. This clarity is the foundation upon which a compelling ROI calculation is built.
Step 2: Analyzing the Direct Financial Gains from Automation
Having established a granular understanding of our current operational landscape, we can now turn our focus to the future. This second step involves a direct and methodical calculation of the tangible financial benefits that hygiene product manufacturing process automation delivers. These are not abstract concepts; they are concrete, quantifiable gains that will form the core of your ROI analysis. We will examine how advanced machinery transforms raw materials, labor, and time into increased revenue and reduced costs.
Calculating Reductions in Material Waste
The single largest operational expense in disposable hygiene product manufacturing is raw materials. Fluff pulp, SAP, nonwoven fabrics, and polyethylene films constitute the bulk of the cost of goods sold. Consequently, any reduction in material waste translates directly to an improvement in your profit margin. This is where modern automated systems, particularly those driven by full-servo technology, demonstrate their most immediate value.
Imagine the process of creating the absorbent core of a diaper. This involves milling fluff pulp and precisely blending it with grams of SAP. An older, mechanically synchronized machine might have a tolerance that leads to a slight over-application of SAP in each core. It may seem insignificant—perhaps only a fraction of a gram—but when your line is producing 800 diapers per minute, 24 hours a day, this small variance multiplies into tons of wasted SAP over the course of a year, representing a significant financial loss. A full-servo system, with its closed-loop feedback controls, ensures that the precise, programmed amount of SAP is applied to every single core, every single time. There is no guesswork and minimal variance.
Similarly, consider the application of elastics for leg cuffs or the cutting of the diaper's backsheet. Servo-driven systems control tension with extreme precision, preventing the material from stretching or snapping, a common cause of line stoppages and waste (diapermachines.com, 2026). High-speed vision inspection systems work in tandem with these controls, detecting any material defect or misalignment in real-time and rejecting only the single faulty product, rather than an entire batch. This level of precision is simply unattainable with manual oversight or older mechanical systems. To calculate this saving, you would take your current waste percentage (e.g., 6%) and compare it to the guaranteed waste percentage of a new automated line (e.g., 2%). The 4% difference, when applied to your total annual raw material expenditure, reveals a substantial and recurring financial gain.
Projecting Labor Cost Savings
The next direct financial gain comes from the optimization of your workforce. It is a common misconception that automation is solely about eliminating jobs. A more accurate view is that it is about reallocating human capital to more valuable and less repetitive tasks. A semi-automated line might require four to six operators to feed materials, clear jams, perform manual quality checks, and pack finished products. A fully automated line, from raw material unwinding to final packaging, can often be managed by one or two skilled technicians. Their role shifts from manual labor to process oversight, quality assurance, and system maintenance.
The calculation here is straightforward. Determine the total annual cost of the operators who would be reassigned from the new automated line. This includes wages, benefits, and any other associated costs. This figure represents your direct labor savings. However, the true benefit is often greater. The technicians who remain are now engaged in higher-level work that can lead to process improvements and innovation, adding value far beyond their previous roles. The hygiene product manufacturing process automation allows you to leverage your team's intelligence rather than just their physical effort.
Forecasting Increased Production Output and Revenue
The most exhilarating aspect of automation is the dramatic increase in speed and throughput. While your semi-automated line might produce 250 diapers per minute, a modern advanced baby diaper making machines can operate at speeds of 600, 800, or even over 1,000 PPM (womengmachines.com, 2023). This is not just a doubling or tripling of speed; it is a fundamental transformation of your production capacity.
This increased output directly translates to increased revenue potential. You can now produce the same volume in significantly less time, opening up capacity to pursue new contracts, enter new markets, or expand your product range. The reliability of these machines also allows for continuous, 24/7 operation with minimal downtime, maximizing your factory's potential.
To quantify this, we can create a simple projection table. This exercise helps to visualize the immense revenue potential unlocked by high-speed automation.
| Machine Type |
Speed (PPM) |
Units per Hour |
Units per 24-Hour Day (95% Uptime) |
Potential Daily Revenue (@ $0.10/unit) |
Potential Annual Revenue |
| Semi-Automated |
250 |
15,000 |
342,000 |
$34,200 |
$12,483,000 |
| Full-Servo Automated |
800 |
48,000 |
1,094,400 |
$109,440 |
$39,945,600 |
| High-Speed Automated |
1000 |
60,000 |
1,368,000 |
$136,800 |
$49,932,000 |
As the table illustrates, the leap in potential revenue is staggering. By combining the savings from reduced waste, optimized labor, and this massive increase in output, a clear and compelling picture of the direct financial benefits of hygiene product manufacturing process automation begins to emerge. This forms the "gains" portion of our ROI equation, a powerful argument for making the strategic investment.
Step 3: Evaluating the Indirect and Qualitative Benefits
A purely quantitative analysis, focused solely on material savings and production speed, captures only part of the story. The true impact of hygiene product manufacturing process automation extends far beyond the numbers on a spreadsheet. There are profound, albeit less direct, benefits that enhance a company's resilience, reputation, and long-term competitive standing. In this third step, we must learn to appreciate and assign value to these qualitative gains, as they are often the factors that separate market leaders from the rest of the pack.
Enhancing Product Quality and Brand Reputation
In the consumer goods market, consistency is the bedrock of trust. A customer in Johannesburg, Moscow, or São Paulo expects the same level of comfort, absorbency, and reliability every time they purchase your product. Manual or semi-automated processes, with their inherent variability, introduce risk into this equation. A full-servo automated line, by contrast, is a guarantor of consistency.
Consider the integration of advanced vision inspection systems. These are high-speed cameras and sensors, governed by sophisticated software, that monitor every stage of production (diapermachines.com, 2026). They can detect if an acquisition-distribution layer is misaligned by a fraction of a millimeter, if a glue application is incomplete, or if a fastening tab is incorrectly placed. Any product that deviates from the pre-programmed "golden standard" is automatically identified and ejected from the line. This process happens at speeds far exceeding human capability, ensuring that only perfect products reach the packaging stage.
What is the financial value of this? It manifests in several ways. First, it dramatically reduces the risk of costly product recalls. A single recall can devastate a brand's reputation and lead to enormous financial losses. Second, it minimizes customer complaints and returns, which are drains on customer service resources and erode consumer loyalty. Third, and most importantly, it builds a powerful brand reputation for quality. This reputation allows you to command a premium price, secure placement with major retailers, and build a loyal customer base that is less susceptible to price-based competition. While you cannot enter "brand trust" as a line item in an ROI calculation, its contribution to long-term revenue and market share is immense.
Gaining Market Agility with Modular and Flexible Machinery
The consumer markets in Southeast Asia, the Middle East, and other emerging economies are dynamic and fast-evolving. Consumer preferences change, retailers demand new packaging formats, and new product innovations (like ultra-thin pads or diapers with wetness indicators) can disrupt the market. A manufacturer with rigid, inflexible production capabilities is at a significant disadvantage.
This is where the concept of modular machine design becomes critically important (user, 2026). Modern hygiene product manufacturing process automation is not about building monolithic, unchangeable machines. Instead, leading manufacturers like those from China design their equipment in modules (ralphouensanga.com, 2026). You might have a core formation module, a lamination module, a cutting module, and a packaging module. This architecture provides extraordinary flexibility. If a new type of absorbent core technology becomes popular in two years, you don't need to replace the entire line; you can simply upgrade the core formation module. If a major client requests a new packaging configuration, the packaging module can be adjusted or swapped out.
This modularity allows for rapid size changes. An older machine might require several hours of complex mechanical adjustments to switch from producing a medium-sized diaper to a large one. A modern servo-driven line can often complete this changeover in under an hour, with many adjustments handled automatically through the machine's human-machine interface (HMI) touchscreen. This ability to quickly pivot production to meet real-time market demand is a massive competitive advantage. It reduces inventory costs, minimizes lost production time, and allows you to be more responsive to your customers. The value of this agility is the value of opportunities captured rather than missed.
Improving Workplace Safety and Operator Morale
Finally, we must consider the human element. A factory floor with extensive manual intervention is a factory with higher risks. Repetitive motions can lead to musculoskeletal injuries. Proximity to high-speed cutting and sealing mechanisms creates potential safety hazards. The implementation of hygiene product manufacturing process automation systematically removes operators from these high-risk tasks. Guarding, light curtains, and automated processes create a much safer working environment.
The financial benefits of improved safety are clear: fewer workplace accidents lead to lower insurance premiums, less lost time due to injury, and a reduced risk of regulatory fines. But there is also a less tangible benefit to morale. When employees are elevated from performing strenuous, repetitive tasks to overseeing sophisticated technology, their job satisfaction and engagement often increase. They become technicians and problem-solvers, not just laborers. A more skilled, engaged, and stable workforce is a valuable asset that contributes to smoother operations and continuous improvement. This positive work environment, fostered by modern automation, is a quiet but powerful contributor to the long-term health and profitability of the enterprise.
Step 4: Accounting for the Total Cost of Ownership (TCO)
A wise investment decision is never based on the purchase price alone. The initial capital outlay for a sophisticated diaper or sanitary pad machine is only one piece of a much larger financial puzzle. To conduct a truly accurate ROI analysis, we must adopt the perspective of Total Cost of Ownership (TCO). TCO is a comprehensive assessment of all costs incurred throughout the entire lifecycle of the asset, from the moment the purchase order is signed to the day the machine is decommissioned. This fourth step requires a forward-looking and realistic appraisal of these long-term costs.
Beyond the Initial Purchase Price: Installation and Training
Once the machine arrives at your facility, it does not magically begin producing goods. The costs of installation, commissioning, and training are significant and must be factored into your TCO calculation. Installation may require modifications to your factory floor, including reinforced concrete pads or upgraded electrical and compressed air utilities. These are direct project costs.
Commissioning is the process where technicians from the machine supplier—often from expert manufacturers in China—work on-site to assemble, test, and fine-tune the equipment until it is running at the specified speed and quality standards (womengmachines.com, 2023). The costs for their travel, lodging, and service days are typically part of the overall investment package.
Perhaps most vital is operator and maintenance training. The most advanced machine in the world is ineffective without a team that knows how to operate and maintain it properly. A reputable supplier will provide comprehensive training programs. This is an investment in your people, empowering them to run the line efficiently, perform routine maintenance, and troubleshoot minor issues without needing to call for external support. Neglecting this cost is a false economy, as it will inevitably lead to greater expenses down the road in the form of extended downtime and service calls. The hygiene product manufacturing process automation journey is as much about upskilling your team as it is about installing new hardware.
Factoring in Long-Term Maintenance and Spare Parts
Like any complex piece of equipment, an automated production line requires regular maintenance to perform at its peak. Your TCO analysis must include a realistic budget for preventative maintenance and spare parts. Preventative maintenance includes scheduled inspections, lubrication, and the replacement of wear-and-tear components like cutting blades, bearings, and belts. Following the manufacturer's recommended maintenance schedule is essential for preventing catastrophic failures and maximizing the machine's lifespan.
The cost and availability of spare parts are also a crucial consideration. When vetting a machine supplier, it is wise to inquire about their spare parts policy (user, 2026). Do they maintain a ready stock of critical components? What are the lead times for delivery to your region, be it South Africa or Southeast Asia? A lower initial purchase price from one supplier might be quickly offset by exorbitant spare parts costs or long delivery times from another. A machine that is down for two weeks waiting for a critical part from overseas is a machine that is costing you hundreds of thousands of dollars in lost revenue. The best suppliers offer a recommended spare parts package with the initial purchase and have a robust global logistics network to support their clients.
Modern machines often incorporate Industry 4.0 features, such as remote diagnostics and predictive maintenance sensors. These systems can monitor the health of critical components and alert you before a failure occurs, allowing you to schedule maintenance during planned downtime. While this technology may add to the initial cost, it significantly reduces expensive, unscheduled downtime, offering a clear return over the machine's life.
Understanding Energy Consumption and Utility Costs
A final, often overlooked, component of TCO is the ongoing cost of utilities. A large, high-speed production line is a significant consumer of electricity and compressed air. However, not all machines are created equal in this regard. The latest generation of hygiene product manufacturing process automation equipment is designed with energy efficiency in mind.
Full-servo driven systems are considerably more energy-efficient than older lines that rely on a single large main motor with complex mechanical transmissions. Servo motors only draw significant power when they are performing an action, whereas a large mechanical system consumes energy continuously. Similarly, modern vacuum systems and dust collectors are designed for higher efficiency, reducing their electrical load.
When evaluating different machines, you should request data on their power consumption (in kWh) and compressed air requirements (in cfm or m³/min). By multiplying these figures by your local utility rates, you can project the annual energy cost for each option. Over a 10- or 15-year operational life, even a 10-15% difference in energy efficiency can amount to substantial savings, directly impacting the overall TCO and, therefore, the final ROI. A comprehensive TCO analysis, which includes installation, training, maintenance, and utilities, provides the true "cost" figure for our ROI equation, ensuring your financial projections are grounded in reality.
Step 5: Synthesizing the Data to Calculate and Project ROI
We have now reached the culmination of our analytical journey. With a detailed baseline of current operations, a clear projection of direct and indirect gains, and a comprehensive understanding of the Total Cost of Ownership, we are prepared to synthesize this information into the final, decisive metrics: Return on Investment and Payback Period. This final step is where data is transformed into a clear business case, providing the financial justification needed to proceed with confidence.
The fundamental formula for Return on Investment is elegantly simple:
ROI = ( (Net Gain from Investment – Cost of Investment) / Cost of Investment ) * 100
Let's break this down using a hypothetical, simplified example based on the data points we've discussed.
-
Cost of Investment (TCO):
- Machine Purchase Price: $1,500,000
- Installation, Training, Shipping: $150,000
- Projected 5-Year Maintenance & Spares: $200,000
- Total Cost of Investment: $1,850,000
-
Annual Gain from Investment:
- Increased Revenue: Let's assume the new line generates an additional $5,000,000 in annual revenue compared to the old line.
- Cost of Goods Sold (COGS) for new revenue: Let's assume raw materials for this new revenue cost $3,000,000.
- Gross Profit from Increased Output: $5,000,000 – $3,000,000 = $2,000,000
- Annual Material Waste Savings: Let's say you save $250,000 per year on raw materials due to higher efficiency.
- Annual Labor Savings: Let's assume you save $150,000 per year in direct labor costs.
- Total Annual Gross Gain: $2,000,000 + $250,000 + $150,000 = $2,400,000
-
Net Gain over a 5-Year Period:
- Total Gross Gain: $2,400,000/year * 5 years = $12,000,000
- Net Gain: $12,000,000 (Total Gross Gain) – $1,850,000 (Total Cost of Investment) = $10,150,000
-
Calculate ROI:
- ROI = ($10,150,000 / $1,850,000) * 100 = 548.6%
This 548.6% ROI over five years is a powerful statement. It indicates that for every dollar invested in the hygiene product manufacturing process automation, the company is projected to receive that dollar back plus an additional $5.48 in net profit.
Payback Period vs. Long-Term Value
Another useful metric is the Payback Period, which answers the question: "How long will it take to recoup the initial investment?"
Payback Period = Cost of Investment / Annual Gross Gain
Payback Period = $1,850,000 / $2,400,000 = 0.77 years, or approximately 9.25 months.
A payback period of less than a year is exceptionally attractive for any capital investment. It means the project will be cash-flow positive in a very short time, reducing financial risk. However, it is important not to focus solely on a short payback period. The true strategic value of a customizable diaper production lines lies in its long-term value. After the initial 9.25 months, the machine continues to generate $2,400,000 in gross gains year after year for its entire operational life, which could be 10, 15, or even 20 years. The long-term value creation is far more significant than the initial payback. The modularity and flexibility we discussed earlier also contribute to this long-term value, ensuring the machine remains a productive asset even as markets evolve.
Conducting a Sensitivity Analysis
A prudent financial projection acknowledges that the future is uncertain. Raw material prices can fluctuate, energy costs can rise, and market demand can shift. A sensitivity analysis is a method of testing your ROI calculation against these potential changes. It asks "what if" questions to understand how robust your investment is.
Например:
- What happens to the ROI and payback period if the price of fluff pulp increases by 15%?
- How is the projection affected if we are only able to achieve an 800 PPM running speed instead of the projected 1000 PPM?
- What if labor costs in our region increase by 10% next year?
By running the numbers with these modified assumptions, you can identify the key variables that have the most significant impact on your project's profitability. Often, this analysis reveals that the efficiency gains from hygiene product manufacturing process automation provide a crucial buffer against market volatility. For instance, even with a 15% increase in pulp price, the 4% reduction in overall waste from the new machine still results in a net saving, protecting your margins in a way your old equipment could not. This demonstrates that automation is not just an investment in growth, but also an investment in stability and resilience. It fortifies your business against the inevitable uncertainties of the future.
FAQ: Answering Your Pressing Questions
What kind of factory space is required for a modern automated diaper or sanitary pad line?
A typical high-speed production line is long and narrow. Depending on the machine's speed and complexity, you should plan for a length of 25 to 35 meters, a width of 5 to 7 meters (including operator access space), and a ceiling height of at least 4 meters to accommodate raw material handling and any overhead equipment. It's also essential to ensure the factory floor has a sufficient load-bearing capacity.
Can these automated machines handle raw materials from local suppliers?
Yes, a key aspect of a good machine supplier is the ability to customize the equipment to be compatible with a wide range of raw materials (user, 2026). During the pre-purchase consultation, you should provide samples of the nonwovens, pulp, SAP, and films you intend to use. The manufacturer can then calibrate the machine's tension controls, cutters, and sensors to run optimally with your specific, locally-sourced materials, which can significantly reduce supply chain costs and lead times.
What level of technical skill is required to operate a fully automated line?
While the machine handles the repetitive labor, operators need to transition into the role of skilled technicians. They should be comfortable using a touchscreen HMI (Human-Machine Interface), have a basic mechanical and electrical aptitude for troubleshooting, and be detail-oriented for quality control checks. Reputable suppliers provide comprehensive training to bring your existing staff up to the required skill level.
How does Industry 4.0 and "smart factory" technology apply to these machines?
Industry 4.0 integration is a major advancement (diapermachines.com, 2026). This can include remote monitoring, where technicians from the supplier can access machine data to help diagnose problems from afar, reducing downtime. It also involves predictive maintenance sensors that monitor component wear and alert you before a failure occurs. Data logging features automatically track production data, efficiency rates, and stoppage causes, providing valuable insights for process optimization.
What is the typical lead time from ordering a machine to it being fully operational?
The entire process generally takes between 4 to 8 months. This includes machine design and customization (1-2 months), manufacturing and assembly (3-4 months), shipping to your location (1-2 months, depending on geography), and on-site installation and commissioning (2-4 weeks). Planning ahead is key to aligning the machine's arrival with your facility's readiness.
How are different product sizes (e.g., small, medium, large diapers) managed on a single line?
Modern servo-driven machines are designed for fast size changes. Many adjustments are made automatically through software settings on the HMI. Some physical components, known as "change parts," may need to be swapped out, but these are designed for quick release and installation. A full size changeover, which might have taken half a day on an old machine, can often be completed in 30 to 60 minutes on a new automated line.
What kind of after-sales support should I expect from a manufacturer?
Comprehensive after-sales support is a hallmark of a reliable partner. This should include a warranty period (typically 1-2 years), access to a 24/7 technical support hotline or online portal, remote diagnostic assistance, and a robust system for ordering and quickly shipping spare parts globally. Many suppliers also offer ongoing training and optional service contracts for preventative maintenance visits.
Заключение
The journey through the five steps of evaluating the ROI for hygiene product manufacturing process automation reveals a clear and compelling narrative. The decision to invest in a modern diaper or sanitary pad production line is not merely a capital expense; it is a foundational strategic choice about the future of your enterprise. It is a commitment to precision, efficiency, and quality that resonates through every aspect of the business, from the factory floor to the balance sheet.
We have seen that a proper evaluation begins with an honest and detailed assessment of the present, establishing a baseline from which all future gains can be measured. From there, the analysis moves to the quantifiable benefits—the direct and substantial savings in raw materials and labor, coupled with the transformative revenue potential unlocked by high-speed production. Yet, the analysis does not stop there. It expands to embrace the equally important qualitative benefits: the enhanced brand reputation built on unwavering product consistency, the market agility afforded by modular design, and the creation of a safer, more skilled, and more motivated workforce.
By accounting for the Total Cost of Ownership, we ensure that this vision is grounded in financial reality, considering every cost from installation to long-term maintenance. Finally, by synthesizing all this data into the clear language of ROI and payback period, we transform a complex technical proposition into an undeniable business case. The path forward, then, requires a synthesis of these considerations. It is a decision that moves a company beyond simply competing on cost and allows it to compete on quality, reliability, and the ability to respond to the dynamic needs of the global marketplace.
Ссылки
diapermachines.com. (2026, January 28). A practical 2026 buyer's guide: 6 critical advances in diaper manufacturing equipment technology. Diaper Machines. https://www.diapermachines.com/2026/02/02/2026-diaper-equipment-tech-guide/
diapermachines.com. (2026, March 13). 7 expert multi-layer diaper assembly best practices: A 2026 guide to flawless production. Diaper Machines. https://www.diapermachines.com/2026/03/13/multi-layer-diaper-assembly-practices/
Diaper Machine. (2026, March 6). Diaper machine manufacturer, diaper production line supplier in China. Ralphouensanga. https://ralphouensanga.com/read-blog/86201_diaper-machine-manufacturer-diaper-production-line-supplier-in-china.html
user. (2025, December 12). Expert guide to how diapers are made: 7 key production stages for 2025. Womeng Machines. expert-guide-to-how-diapers-are-made-7-key-production-stages-for-2025/
user. (2026, January 30). 7 critical factors for your 2026 pad machine investment: An expert checklist. Womeng Machines. https://www.womengmachines.com/2026-pad-machine-buyers-guide/
Womeng Machines. (2023, October 18). Professional diaper making machine and diaper production line manufacturers. Womeng Machines. https://www.womengmachines.com/
Zhengzhou SUNY Industrial Co.,Ltd. (2026, February 16). Zhengzhou SUNY Industrial Co.,Ltd. ZZSuny. https://zzsuny.com/
Мар 25, 2026 | Новости
Аннотация
An analysis of the disposable hygiene product sector in 2026 reveals a compelling case for the adoption of flexible diaper machine configurations for OEMs. This inquiry is particularly pertinent for original equipment manufacturers (OEMs) operating within dynamic and expanding markets such as South America, Russia, Southeast Asia, the Middle East, and South Africa. The central argument posits that a departure from rigid, single-purpose production lines towards modular and adaptable systems is no longer a mere competitive advantage but a foundational necessity for long-term viability. The investigation explores how these flexible systems empower manufacturers to respond with agility to fluctuating consumer preferences, introduce product innovations rapidly, and manage capital expenditures more effectively over the equipment's lifecycle. It examines the intricate relationship between machine modularity, the integration of advanced servo-driven technologies, raw material versatility, and the reduction of total cost of ownership. The discourse demonstrates that strategic investment in flexible manufacturing platforms is a rational response to market volatility and a proactive measure to secure a resilient and profitable future.
Основные выводы
- Select modular machinery to accommodate future product innovations and upgrades.
- Implement servo-driven systems for precise material handling and superior product quality.
- Leverage flexible diaper machine configurations for OEMs to adapt to market changes swiftly.
- Prioritize machines compatible with diverse raw materials to strengthen your supply chain.
- Focus on designs that allow for rapid product size and feature changeovers.
- Calculate the total cost of ownership, considering future adaptability, not just the initial price.
- Integrate advanced vision inspection systems to ensure consistent quality control.
Оглавление
A Foundational Shift: Understanding the Move from Fixed to Flexible Manufacturing
The world of disposable hygiene product manufacturing has undergone a profound transformation. Not so long ago, the prevailing wisdom for an Original Equipment Manufacturer (OEM) was to invest in a large, monolithic machine designed to do one thing exceptionally well: produce a single type of diaper at an astonishing speed. This was the era of mass production, where efficiency was measured almost exclusively in units per minute. The logic was sound for a stable market with predictable consumer needs. However, the markets of 2026, particularly in developing and diverse regions like Southeast Asia and South America, are anything but stable and predictable. Consumer tastes evolve, new product features emerge, and competitive pressures demand constant innovation.
In this new landscape, the old model of a fixed, single-purpose production line begins to look less like a robust asset and more like a significant liability. What happens when your market suddenly demands a new, thinner diaper core? What if a competitor introduces a novel elastic waistband that captures the public's imagination? With a fixed machine, the answer often involves a prohibitively expensive re-tooling process or, in the worst-case scenario, a complete replacement of the production line. This is the central problem that flexible diaper machine configurations for OEMs are designed to solve.
To grasp this shift, let's employ a simple analogy. Imagine you are a chef. A fixed manufacturing line is like a highly specialized, industrial-grade waffle iron. It makes perfect waffles, thousands of them, with incredible efficiency. But it cannot make pancakes, omelets, or crepes. If your customers suddenly decide they prefer pancakes, your expensive waffle iron becomes a museum piece. A flexible manufacturing line, on the other hand, is like a modern, modular kitchen. You have a central stovetop (the machine chassis) but can swap out different pans, pots, and utensils (the modules) to cook whatever the menu demands. You can add a griddle for pancakes or a special pan for omelets without rebuilding the entire kitchen.
This modularity is the heart of flexible manufacturing. Instead of one continuous, interconnected machine, a flexible line is composed of distinct, independent stations or modules, each responsible for a specific part of the diaper assembly process. One module might handle the formation of the absorbent core, another the application of the leg cuffs, and a third the attachment of the fastening tabs. These modules are designed to be upgraded, swapped, or even bypassed without affecting the entire line. This conceptual shift from a monolithic structure to a confederation of specialized units provides the foundation for the immense strategic benefits we will explore.
The Anatomy of Flexibility: Key Technological Enablers
This move towards flexibility is not merely a change in philosophy; it is powered by significant technological advancements that have matured in recent years. Understanding these technologies is fundamental to appreciating the capabilities of a modern production line.
The first and most significant enabler is the widespread adoption of технология серводвигателей. In older machines, many moving parts were linked mechanically to a single main driveshaft. The timing and motion of every component were physically locked together. This is mechanically simple but incredibly rigid. Servo motors, by contrast, are independent, digitally controlled motors. Each critical moving part on a modern machine can have its own servo motor, governed by a central computer. This allows for infinitesimal adjustments to speed, position, and torque in real time. For an OEM, this means that changing a diaper from a size 'Medium' to 'Large' is no longer a painstaking mechanical process of changing gears and cams. It is a software adjustment—a recipe that can be loaded with the press of a button. This digital control is what allows for the precise, high-speed handling of delicate materials and the rapid changeover between different product specifications (diapermachines.com, 2026).
The second key technology is advanced sensor and vision systems. High-speed cameras and sensors are the "eyes and ears" of the modern production line. They monitor every stage of the assembly process, from checking the precise placement of Super Absorbent Polymer (SAP) in the core to ensuring the fastening tabs are perfectly aligned. In a flexible system, these vision systems are not just for quality control; they are integral to the machine's operation. When you switch from one product type to another, the vision system's parameters are updated automatically, ensuring that the new product is also manufactured to exact specifications. This real-time feedback loop allows the machine to self-correct minor deviations, dramatically reducing waste and ensuring a level of consistency that was previously unattainable.
Finally, the concept of open-architecture control platforms has been a game-changer. In the past, machine control systems were often proprietary "black boxes" from the manufacturer. Integrating a new piece of equipment from a different vendor was a complex and expensive custom engineering project. Modern systems are increasingly built on open, standardized platforms (like PACs – Programmable Automation Controllers), which function more like a personal computer's operating system. This makes it far easier to "plug and play" new modules, whether they are from the original machine vendor or a third-party specialist. This openness is a cornerstone of creating truly flexible diaper machine configurations for OEMs, allowing them to build a "best-of-breed" production line tailored to their specific needs.
The following table provides a clear comparison between the traditional, fixed manufacturing paradigm and the modern, flexible approach.
| Характеристика |
Traditional Fixed Configuration |
Flexible Modular Configuration |
| Core Design |
Monolithic, mechanically linked chassis |
Independent, swappable modules on a base chassis |
| Drive System |
Single main driveshaft with gears and cams |
Independent, digitally controlled servo motors |
| Product Changeover |
Slow, labor-intensive mechanical adjustments |
Fast, software-driven recipe changes |
| Upgradability |
Difficult and expensive; often requires line replacement |
Simple module replacement or addition |
| Material Handling |
Optimized for a specific set of raw materials |
Capable of handling a wider range of material types |
| Control System |
Proprietary, closed architecture |
Open architecture, allows for easier integration |
| Initial Cost |
Potentially lower for a single, high-volume product |
Potentially higher due to advanced technology |
| Long-Term ROI |
High risk of obsolescence; lower adaptability |
Lower TCO; higher adaptability and longevity |
Understanding this fundamental distinction is the first step for any OEM considering a new capital investment. The decision is no longer just about production speed; it is about building a manufacturing capability that is resilient, adaptable, and prepared for the unpredictable nature of the modern consumer market.
Benefit 1: Cultivating Market Agility and Rapid Responsiveness
In the fast-paced consumer goods markets of regions like the Middle East and South Africa, the ability to react swiftly to market trends is not just an advantage; it is a survival mechanism. A competitor launches a diaper with a new, stretchier side panel. A major retailer wants a private-label product in a unique size. A sudden shift in consumer preference towards eco-friendly materials emerges. For an OEM with a rigid manufacturing line, each of these scenarios represents a significant, time-consuming, and costly challenge. For an OEM with a flexible, modular system, they represent opportunities.
Rapid Product Switchovers and Size Changes
Consider the practical reality of serving a diverse market. A single OEM might need to produce baby diapers in five sizes (Newborn to XL), adult incontinence briefs in three sizes, and perhaps even pant-style training diapers. On a traditional, mechanically-driven machine, changing from a size Medium to a size Large could be a multi-hour process. It might involve physically replacing gears, adjusting mechanical cams, and manually repositioning cutting dies and applicators. Every hour of this changeover is an hour of lost production, which translates directly to lost revenue. Multiply this downtime across multiple size changes per week, and the economic impact becomes substantial.
Now, contrast this with a modern line built with flexible diaper machine configurations for OEMs. Thanks to the pervasive use of servo motors, the physical parameters for each product size are stored as a digital "recipe" in the machine's control system. The operator simply selects the "Size Large" recipe from a touchscreen interface. The control system then commands dozens of individual servo motors to automatically adjust their positions. Guide rails widen, cutting blades shift, elastic applicators reposition, and adhesive nozzles adjust their spray patterns. What once took hours of manual labor can now be accomplished in under 30 minutes, sometimes even faster. This capability dramatically increases the machine's Overall Equipment Effectiveness (OEE) and allows an OEM to produce smaller batch sizes efficiently, catering to niche market segments without incurring massive downtime penalties.
Accommodating Diverse Product Tiers and Features
Modern diaper markets are highly segmented. Consumers can choose from basic, budget-friendly diapers, mid-tier products with a balance of features and cost, and premium-tier diapers boasting features like wetness indicators, ultra-soft materials, and complex 3D-shaped cores. A single OEM may wish to compete in all three tiers.
A flexible manufacturing platform makes this strategy viable. The base chassis of the machine can produce a simple, low-cost diaper. To produce a mid-tier product, a module for applying a wetness indicator strip can be engaged. To create a premium product, an additional module for applying a special printed backsheet or a more complex elastic waistband system can be activated. Some modules might even be designed to be rolled into and out of the line as needed. This "a la carte" approach to features allows an OEM to use the same fundamental production line to create a wide portfolio of products. This agility enables a manufacturer to respond precisely to the pricing and feature demands of different market segments, from hypermarkets in Moscow to local pharmacies in Johannesburg. It prevents the OEM from being locked into a single product category and allows them to pivot as consumer purchasing power and preferences evolve.
Integrating New Innovations on Demand
The lifecycle of a diaper feature is accelerating. What is a premium innovation today—like a pocketed waistband to contain messes—can become a standard expectation within a few years. An OEM must be able to integrate these new features to remain competitive. With a fixed machine, adding a new feature that wasn't part of the original design can be a nightmare. It often requires custom engineering, extensive downtime, and significant investment, if it's possible at all.
Modular, flexible diaper machine configurations for OEMs are designed with this reality in mind. The open architecture of the control system and the physical separation of the modules mean that adding a new capability is a far more manageable process (womengmachines.com, 2026). For instance, if a new type of breathable, non-woven side panel becomes popular, an OEM can work with their machine supplier to develop a new module specifically for handling and applying this material. This new module can then be integrated into the existing line, replacing or supplementing the older side panel station. This "plug-and-play" capability transforms the production line from a static piece of capital into an evolving platform, capable of incorporating new innovations and keeping the OEM's products at the cutting edge of the market. It is this capacity for evolution that truly defines the agility of a flexible system.
Benefit 2: A Pragmatic Approach to Reducing Total Cost of Ownership (TCO)
When evaluating a major capital investment like a diaper production line, it is tempting to focus on the initial purchase price. While the upfront cost is undeniably a significant factor, a more sophisticated and ultimately more accurate financial analysis focuses on the Total Cost of Ownership (TCO). TCO encompasses the entire lifecycle of the machine, including the initial purchase, installation, operation, maintenance, and eventual decommissioning or upgrading. From this holistic perspective, the economic benefits of flexible diaper machine configurations for OEMs become exceptionally clear. The higher initial investment in servo technology and modular design is often repaid many times over during the machine's operational life.
Minimizing Downtime and Changeover Costs
As discussed previously, the ability to perform rapid, software-driven product changeovers has a direct and measurable impact on the bottom line. Let's create a hypothetical but realistic scenario. Suppose a traditional machine requires a 4-hour changeover between product sizes, while a flexible machine requires only 30 minutes. If the line produces 600 diapers per minute and the profit per diaper is $0.01, each hour of production is worth $360.
- Traditional Machine: 4 hours of downtime x $360/hour = $1,440 in lost profit per changeover.
- Flexible Machine: 0.5 hours of downtime x $360/hour = $180 in lost profit per changeover.
If the OEM performs five size changes per week, the flexible machine saves $6,300 per week, or over $300,000 per year, in lost production value alone. This calculation does not even include the cost of the skilled labor required to perform the lengthy mechanical changeover. This reduction in planned downtime is one of the most immediate and powerful contributors to a lower TCO. Furthermore, the precision of servo-driven systems leads to fewer material breaks and machine jams, reducing unplanned downtime and the associated maintenance costs and wasted materials.
Reducing Waste and Optimizing Material Consumption
Waste is a silent killer of profitability in high-volume manufacturing. Every diaper that is rejected by the quality control system, every meter of nonwoven fabric that is discarded during a machine ramp-up, and every gram of SAP that is spilled represents a direct financial loss. Flexible, servo-driven machines attack this problem from multiple angles.
During the start-up and ramp-up phase after a product changeover, a traditional machine can produce a significant amount of scrap before all mechanical systems are perfectly synchronized. A servo-driven machine, with its precise digital control, can achieve stable, in-spec production much more quickly, drastically reducing start-up waste. Moreover, the integrated vision inspection systems are not just passive observers; they provide real-time feedback to the control system. If a sensor detects that the adhesive application is drifting slightly, the servo-controlled nozzle can make a micro-adjustment on the very next diaper. This proactive self-correction prevents the production of hundreds or thousands of out-of-spec products, saving a tremendous amount of raw material over time. This level of precision allows for tighter manufacturing tolerances, potentially enabling the use of slightly narrower materials or a more optimized application of expensive components like SAP, further contributing to cost savings.
Lowering Long-Term Capital Expenditure
The most significant, though perhaps least obvious, contribution to a lower TCO comes from the "future-proofing" nature of a flexible platform, which we will explore in more detail next. From a purely financial perspective, a modular design extends the useful economic life of the initial investment. Imagine that after five years, the market demands a completely new type of absorbent core technology. With a monolithic machine, this might render the entire line obsolete, forcing a complete and costly replacement.
With a modular line, the OEM only needs to replace the core-forming module. The main chassis, the unwinds, the packaging system, and all other modules remain in place. The capital outlay is a fraction of what it would be for a full line replacement. This ability to perform targeted, incremental upgrades rather than wholesale replacements fundamentally changes the long-term capital expenditure cycle. It allows an OEM to keep their technology current without the massive, disruptive capital events associated with replacing an entire factory's worth of equipment. This extends the depreciation schedule of the core asset and ensures that the initial investment continues to generate returns for many more years, dramatically lowering the annualized cost of ownership. Looking for a production line that grows with you? An investment in an advanced baby diaper machine with a flexible configuration is a strategic step towards long-term profitability.
Benefit 3: Future-Proofing Your Investment Against Technological Obsolescence
In the world of technology, obsolescence is a constant threat. The state-of-the-art machine of today can become the inefficient relic of tomorrow with alarming speed. For an OEM making a multi-million dollar investment in a production line, the risk of that asset becoming obsolete long before it has been fully depreciated is a major concern. Flexible diaper machine configurations for OEMs are fundamentally an insurance policy against this risk. They are not designed based on what is possible today, but are architected to accommodate what might be necessary tomorrow.
The Power of Incremental Upgrades
The core principle of future-proofing through flexibility is the shift from revolutionary replacement to evolutionary upgrading. As we've touched upon, a manufacturing line is not a single entity but a system of systems. A modular design acknowledges this reality. Think of it like a high-end personal computer. When a faster graphics card is released, you don't throw away the entire computer. You simply open the case and swap out the old card for the new one. The motherboard, processor, memory, and storage all remain. Your computer is now "upgraded" for a fraction of the cost of a new machine.
This is precisely the philosophy behind a modular diaper line. Let's consider some plausible future innovations:
- New Material Science: A breakthrough in bio-based, compostable backsheet films is achieved. A modular line allows the OEM to replace the existing polyethylene film unwind and splicing unit with a new module designed to handle the specific tension and temperature requirements of the new material.
- Advanced Core Technology: A new "channeled" core design that distributes liquid more effectively becomes the market standard. The OEM can invest in a new core-forming module that incorporates this technology and integrate it into their existing line.
- Smart Diaper Features: The integration of small, low-cost sensors into diapers to monitor moisture or other health indicators becomes feasible. A new "sensor application" module can be added to the line just before the final folding stage.
In each case, the core investment in the machine's chassis, drive systems, and other modules is preserved. This ability to perform targeted, incremental upgrades ensures the production line remains technologically relevant and competitive for a much longer period, protecting the OEM's initial capital outlay. This approach, as noted by industry analysts, is a key strategy for long-term viability in the hygiene sector (womengmachines.com, 2026).
Software and Control System Scalability
Future-proofing is not just about hardware. The "brains" of the operation—the control system and software—are equally important. A line built on a proprietary, closed-architecture control system is a dead end. The OEM is entirely dependent on the original manufacturer for any updates, and adding new functionality can be difficult or impossible.
Modern flexible configurations are built on open, scalable control platforms. This has several future-proofing implications. First, software updates can often add new capabilities without any hardware changes. For example, a more efficient algorithm for synchronizing servo motors could be developed, which could increase the machine's maximum stable speed or reduce energy consumption. This update can be deployed via software, instantly improving the performance of the existing hardware.
Second, an open architecture makes it much easier to integrate new technologies as they become available. Imagine the rise of Industry 4.0 and the "Internet of Things" (IoT). An OEM might want to integrate their diaper machine with their enterprise resource planning (ERP) system for real-time inventory management or implement a cloud-based predictive maintenance platform. A machine with an open control system, which can communicate using standard protocols like OPC UA, makes these integrations straightforward. A closed system would require a complex and expensive custom gateway, if it's possible at all. This software and control system flexibility ensures that the machine can participate in the broader digital transformation of the factory and the supply chain.
The following table outlines the upgrade paths for different types of innovations, contrasting the fixed and flexible approaches.
| Innovation Type |
Upgrade Path on a Fixed Machine |
Upgrade Path on a Flexible Machine |
| New Core Design |
Major, custom re-engineering of the core section; potentially infeasible. |
Replace the existing Core Former module with a new one. |
| New Elastic Material |
Extensive re-tooling of tension control and application units. |
Swap the Elastic Application module; update software recipe. |
| New Fastening System |
Requires significant downtime and custom fabrication. |
Integrate a new Fastening System module into the line. |
| Predictive Maintenance |
Difficult to implement; requires adding many third-party sensors. |
Natively supported by servo drives and open control platform. |
| ERP Integration |
Requires a custom, expensive software gateway. |
Standard integration via open protocols (e.g., OPC UA). |
By choosing flexible diaper machine configurations for OEMs, a manufacturer is not just buying a piece of equipment; they are investing in a manufacturing platform with a clear and cost-effective path for future growth and adaptation. It is a strategic decision to stay on the leading edge of technology, rather than being perpetually at risk of falling behind it.
Benefit 4: Optimizing Raw Material Utilization and Supply Chain Resilience
In diaper manufacturing, raw materials typically account for a significant portion—often over 50%—of the final product cost. Therefore, any strategy that can optimize the use of these materials or insulate the manufacturer from supply chain volatility has a profound impact on profitability. Flexible diaper machine configurations for OEMs provide powerful tools for achieving both of these goals. The benefits go far beyond simple waste reduction and extend into the strategic management of the entire supply chain.
Versatility in Material Sourcing
A traditional manufacturing line is often "tuned" to a very specific set of raw materials from a particular supplier. The tension controls are set for a nonwoven fabric with a specific weight and elasticity. The adhesive applicators are calibrated for a glue with a precise viscosity. The fluff pulp mill is designed for a certain type of cellulose fiber. This hyper-specialization can be efficient as long as the supply chain is stable and predictable.
However, what happens when your primary supplier of nonwoven fabric has a factory fire? What if a trade dispute causes the price of SAP from your usual source to skyrocket? An OEM with a rigid machine is in a very vulnerable position. They may be unable to switch to an alternative supplier because their machine simply cannot handle a material with slightly different properties. They are forced to either pay the higher price, shut down production, or embark on a costly and time-consuming process of re-calibrating their entire line.
A flexible, servo-driven machine offers a powerful antidote to this vulnerability. Because every aspect of material handling—tension, guidance, application—is under precise digital control, the machine can be programmed with multiple "recipes" for different raw materials. If the primary nonwoven supplier is unavailable, the operator can switch to the backup supplier. They simply load the corresponding material recipe, which automatically adjusts dozens of parameters throughout the line to handle the new material's specific properties. This capability allows the OEM to:
- Dual-source critical raw materials: This reduces dependency on any single supplier and provides a hedge against supply disruptions.
- Engage in opportunistic purchasing: If a non-standard but high-quality material becomes available on the spot market at a low price, a flexible machine may be able to process it, allowing the OEM to capture significant cost savings.
- Adapt to local supply chains: For OEMs in markets like Russia or Brazil, the ability to qualify and use locally produced raw materials, which may have different specifications than imported ones, can lead to substantial savings on logistics and import duties.
This material versatility transforms the supply chain from a potential liability into a strategic asset.
Precision Application to Reduce Consumption
Beyond the flexibility to use different materials, a modern machine offers the precision to use less of them. This is particularly true for the most expensive components of a diaper: the superabsorbent polymer (SAP) and the adhesives.
In older systems, the blending of fluff pulp and SAP was often a less precise, volumetric process. To ensure the diaper met its minimum absorbency requirements, manufacturers would often have to "overdose" the SAP, adding a safety margin to account for inconsistencies in the mixing process. This meant that, on average, every diaper contained more of this expensive polymer than was strictly necessary. A modern core-forming module on a flexible line uses gravimetric (weight-based) dosing systems and sophisticated blending technology. It can place the precise, specified weight of SAP exactly where it is needed in the core, with minimal variation. This allows the OEM to reduce the average amount of SAP per diaper without any reduction in product performance, leading to direct and substantial material cost savings.
Similarly, servo-controlled adhesive applicators can apply glue in intricate patterns (like swirling or stitching) rather than just continuous beads. These patterns can provide the required bond strength using significantly less adhesive. When you are producing hundreds of millions of diapers per year, a 10% reduction in adhesive consumption translates to a very large number on the bottom line. This precision application is a direct result of the digital control inherent in flexible machine design.
Facilitating Sustainable Manufacturing
The push towards sustainability is a growing force in consumer markets worldwide. This often involves using thinner materials, incorporating recycled content, or utilizing biodegradable components. These "eco-friendly" materials frequently have different and more challenging handling characteristics than traditional ones. They might be weaker, more prone to stretching, or more sensitive to heat.
A flexible machine is far better equipped to handle these delicate and demanding materials. The ability to fine-tune web tension, processing speeds, and application temperatures via software allows an OEM to experiment with and successfully run sustainable materials that would cause a traditional machine to fail. This capability not only allows a manufacturer to reduce their environmental footprint but also to market their products as "green," tapping into a valuable and growing consumer segment. The ability to adapt to new, sustainable materials is a key component of a resilient, forward-looking manufacturing strategy.
Benefit 5: Achieving Superior Product Quality and Market Differentiation
In a crowded marketplace, simply producing a diaper is not enough. To command a premium price and build brand loyalty, an OEM must produce a diaper of consistently high quality that offers tangible benefits to the consumer. Flexible diaper machine configurations for OEMs are instrumental in achieving this goal, moving quality control from a purely reactive, post-production inspection to a proactive, in-process system of assurance. This results in a better, more consistent final product that can be clearly differentiated from the competition.
The Role of Servo-Driven Precision in Comfort and Fit
The ultimate test of a diaper is its performance on a baby. Does it leak? Is it comfortable? Does it allow for freedom of movement? The answers to these questions are largely determined by the precision of the manufacturing process. A diaper is a surprisingly complex, three-dimensional garment. The fit and function depend on the exact placement and tensioning of multiple elastic components.
- Leg Cuffs (Leakage Barriers): The gentle elastics that form a seal around the baby's legs are the primary defense against leaks. If the tension is too loose, the seal is ineffective. If the tension is too tight, it can leave red marks on the baby's skin. A servo-driven elastic application system can apply these delicate strands with incredibly precise and consistent tension, ensuring a perfect seal without sacrificing comfort. It can also perform "stretch-in-place" application, where the elastic is stretched to a specific degree just as it is bonded to the nonwoven, a feat that is difficult to achieve with mechanical systems.
- Waistband: A soft, stretchy waistband contributes significantly to a snug, comfortable fit and helps prevent dreaded "blowouts" up the back. The precise application of these elastic elements is critical. Servo control ensures that each waistband is constructed with the exact same properties, diaper after diaper.
- Shaped Chassis: Modern diapers are not simple rectangles. They have a contoured, hourglass shape to fit better between the legs. The accuracy of this profile cut, performed at incredibly high speeds, affects both comfort and material usage. Servo-controlled cutting units provide a level of precision and repeatability that ensures every diaper has the perfect ergonomic shape.
This obsession with precision, enabled by independent servo control, translates directly into a product that performs better, fits more comfortably, and is less likely to leak—all key drivers of consumer satisfaction and repeat purchases. This is a point emphasized by experts in multi-layer diaper assembly, who note the importance of precise elastic application for a perfect fit (diapermachines.com, 2026).
Advanced Vision Systems for 100% Quality Assurance
Human inspection is simply not feasible at production speeds of 600, 800, or even 1,000 diapers per minute. Even if it were, human eyes cannot detect the subtle variations that can lead to product failure. Modern flexible lines integrate sophisticated high-speed camera systems—vision inspection—at multiple critical points along the production path.
These systems act as tireless, infallible inspectors. They check for dozens of potential defects on every single diaper that passes by:
- Is the absorbent core correctly positioned?
- Are the fastening tabs present and properly aligned?
- Is the wetness indicator strip straight?
- Are there any tears or holes in the backsheet?
- Is the leg cuff lamination secure?
If a camera detects any deviation from the pre-programmed quality standard, it sends a signal to a rejection system. This system then uses a puff of air or a mechanical gate to divert the single defective diaper into a scrap bin, without ever stopping the machine. This ensures that only perfect products make it to the packaging stage. This 100% in-line inspection is a powerful quality guarantee that gives OEMs—and their customers—tremendous confidence in the product. It allows a manufacturer to make strong marketing claims about quality and consistency that are backed up by verifiable production data.
Enabling Product Differentiation Through Complexity
Because a flexible, modular platform allows for the easier integration of new features, it empowers an OEM to actively pursue a strategy of product differentiation. While a competitor with a rigid machine might be stuck producing a generic, "me-too" product, an OEM with a flexible line can create unique and valuable product variations.
This might involve creating a diaper with a unique, patented core shape for better absorption, a special lotion-infused topsheet for skin health, or a highly breathable side panel for improved comfort in hot climates like those found in Southeast Asia or the Middle East. Each of these features can be developed and implemented as a specific module. This capability allows an OEM to move beyond competing on price alone and start competing on innovation and perceived value. By investing in a customizable diaper production line, a manufacturer gains the tools to carve out a unique and defensible position in the market, building a brand that is known for its superior quality and innovative features.
Часто задаваемые вопросы (FAQ)
What is the typical ROI for investing in a flexible diaper machine over a traditional one?
While the exact Return on Investment (ROI) varies based on market conditions, labor costs, and production volume, the business case is compelling. The higher initial cost of a flexible machine is typically offset by savings in several areas: reduced material waste (often a 1-3% improvement), significantly lower downtime for product changeovers (reducing downtime by 70-90%), and lower long-term capital expenditure due to upgradability instead of replacement. Many OEMs find that the payback period for the additional investment in flexibility can be as short as 18-36 months, with benefits continuing to accrue over the machine's entire 10-15 year lifespan.
How difficult is it to train operators on a modern, servo-driven flexible machine?
It is a different kind of training, but not necessarily more difficult. While operators on older machines needed deep mechanical skills to perform changeovers, operators on modern machines need to be comfortable with computer interfaces. The systems are designed with user-friendly Human-Machine Interfaces (HMIs), often using graphical, touchscreen controls. The machine supplier typically provides comprehensive training. The focus shifts from using wrenches and adjusting gears to loading recipes, monitoring production data, and understanding system diagnostics. In many ways, it makes the operator's job less physically demanding and more focused on quality and process supervision.
Can a single flexible line produce both baby diapers and adult incontinence products?
Yes, this is one of the key advantages of a highly flexible configuration. While baby diapers and adult incontinence products have significantly different sizes and material requirements, a modular machine can be designed to handle both. This typically involves having separate, swappable modules for the core formation and chassis sections, as the size difference is substantial. The changeover between product types would be longer than a simple size change (e.g., from baby M to baby L), but it is far faster and more cost-effective than needing two separate, dedicated production lines. This capability is invaluable for OEMs targeting both the infant care and growing adult care markets.
Are flexible machines as fast as dedicated, high-speed machines?
In the past, there was often a trade-off between flexibility and maximum speed. However, with the advancements in servo technology and control systems, this gap has closed significantly. Modern flexible diaper machine configurations for OEMs can achieve production speeds of 800-1,000 pieces per minute or more, which is highly competitive with even dedicated lines. The true measure of output is not just peak speed, but Overall Equipment Effectiveness (OEE), which accounts for availability (downtime) and quality. Because flexible machines have much higher availability and produce less scrap, their actual daily output of sellable products can often exceed that of a theoretically "faster" but more rigid machine.
The footprint is generally comparable to that of a traditional machine of similar capacity. The modular design does not necessarily mean the machine is physically larger. In fact, the ability to produce a wider range of products on a single line can lead to significant space savings overall, as it may eliminate the need for multiple, separate production lines. The layout might be slightly different, with more defined spacing between modules to allow for easier access for maintenance and future upgrades.
What level of after-sales support is needed for these advanced machines?
Reliable after-sales support from the machine manufacturer is vital. Given the sophistication of the control systems, support should include remote diagnostic capabilities, where technicians can log into the machine's control system over the internet to troubleshoot issues, diagnose problems, and even assist with software updates. Support should also include prompt availability of spare parts, particularly for critical electronic components like servo drives and controllers, as well as ongoing training for new operators and maintenance staff. Vetting a supplier's support infrastructure is as important as evaluating the machine itself (womengmachines.com, 2026).
Can these machines handle eco-friendly or biodegradable raw materials?
Absolutely. This is a core strength of a flexible design. Eco-friendly materials, such as bio-based films or nonwovens made from PLA (polylactic acid), often have a narrower processing window and are more sensitive to tension and heat. The precise, digital control offered by servo-driven systems is ideal for handling these delicate materials. The ability to create and save specific processing recipes for these materials makes it feasible for an OEM to experiment with and launch sustainable product lines.
Заключение
The decision to invest in a new diaper or sanitary pad production line represents a significant moment in the life of any manufacturing business. In the context of the global hygiene market of 2026, this decision has become more nuanced and strategic than ever before. The evidence strongly suggests that the paradigm of rigid, single-purpose manufacturing is no longer sufficient for navigating the complexities of modern consumer demands, particularly in the dynamic markets of South America, Southeast Asia, the Middle East, and Africa. The adoption of flexible diaper machine configurations for OEMs is not merely an operational upgrade; it is a fundamental strategic reorientation.
By embracing modularity, advanced servo controls, and open-architecture systems, manufacturers equip themselves with the agility to respond to market shifts, the efficiency to manage costs effectively, and the foresight to future-proof their capital investments. The benefits are tangible and interconnected: the ability to rapidly change products reduces downtime and captures fleeting market opportunities. The precision of servo-driven systems reduces material waste and produces a higher quality, more consistent product that can command consumer loyalty. The modular, upgradable nature of the platform transforms a depreciating asset into an evolving manufacturing capability, dramatically lowering the total cost of ownership and protecting against technological obsolescence.
For an OEM standing at this crossroads, the choice is clear. The path of inflexibility, while perhaps offering a lower initial price tag, is fraught with the risks of market irrelevance, supply chain vulnerability, and eventual obsolescence. The path of flexibility, however, leads to a more resilient, responsive, and ultimately more profitable enterprise. It is an investment not just in a machine, but in the capacity for sustained growth and innovation in an ever-changing world.
Ссылки
diapermachines.com. (2026, March 13). 7 expert multi-layer diaper assembly best practices: A 2026 guide to flawless production. https://www.diapermachines.com/2026/03/13/multi-layer-diaper-assembly-practices/
diapermachines.com. (2026, January 28). A practical 2026 buyer’s guide: 6 critical advances in diaper manufacturing equipment technology. https://www.diapermachines.com/2026/02/02/2026-diaper-equipment-tech-guide/
diapersmachines.com. (2025, April 16). What is diaper making machine and how it works?https://www.diapersmachines.com/news/what-is-diaper-making-machine-and-how-it-works-210122.html
Haina Machinery Factory. (2023, December 20). Operating guide for female diaper manufacturing machine. https://www.fjhaina.com/automatic_diaper_machine_blog/1069.html
womengmachines.com. (2025, December 12). Expert guide to how diapers are made: 7 key production stages for 2025. https://www.womengmachines.com/expert-guide-to-how-diapers-are-made-7-key-production-stages-for-2025/
womengmachines.com. (2026, January 30). 7 critical factors for your 2026 pad machine investment: An expert checklist. https://www.womengmachines.com/2026-pad-machine-buyers-guide/
Мар 20, 2026 | Новости
Аннотация
An examination of the disposable hygiene products industry in 2026 reveals that profitability is profoundly influenced by the efficiency of upstream processes, specifically the management of primary raw materials. This analysis focuses on the five most consequential, yet often overlooked, operational inefficiencies within SAP & fluff pulp raw material handling systems that directly erode a manufacturer's return on investment (ROI). It moves beyond a surface-level view of production speed to scrutinize the complex interplay of dust control, dosing precision, environmental moisture management, system integration, and human factors. The investigation demonstrates how shortcomings in these areas lead to quantifiable financial losses through material waste, compromised product quality, increased equipment downtime, and safety hazards. The central proposition is that achieving sustainable profitability for diaper and sanitary pad manufacturers, particularly those in South America, Russia, Southeast Asia, the Middle East, and South Africa, requires a sophisticated and holistic optimization of their material handling infrastructure. Success is contingent on a deep, data-backed understanding of these potential ROI killers and the strategic implementation of modern engineering solutions to mitigate them.
Основные выводы
- Neglecting dust control leads to material loss, safety risks, and equipment failure.
- Gravimetric dosing systems offer superior accuracy, reducing expensive SAP over-use.
- Managing humidity is vital for preventing material clumping and production stoppages.
- Integrated SAP & fluff pulp raw material handling systems outperform disjointed components.
- Prioritize comprehensive operator training to maximize machine efficiency and lifespan.
- Choose modular machine designs to allow for future product upgrades and innovations.
- Implement real-time vision inspection systems to guarantee superior product quality.
Оглавление
Understanding the Core Components: SAP and Fluff Pulp
Before we can begin to dissect the intricate machinery of production and the subtle ways in which profit can vanish into thin air, we must first cultivate an intimate understanding of our primary subjects: fluff pulp and superabsorbent polymer (SAP). To the casual observer, they are simply powders and fibers, the "stuffing" inside a diaper. To the discerning manufacturer, however, they are the heart and soul of the product, two materials with distinct personalities that must be coaxed into a perfect, harmonious partnership. Their effective management is not merely a technical task; it is the foundational act upon which product performance and, consequently, brand reputation are built. A failure to appreciate their unique characteristics is the first step toward inefficiency.
Let us consider what we are asking of these materials. We demand that they acquire a large volume of liquid almost instantaneously, distribute it evenly to prevent leakage, and then lock it away so securely that even under the pressure of a sitting baby, the surface remains dry to the touch. No single material can accomplish this feat alone. It is the synergy between the structural scaffolding of fluff pulp and the immense absorption capacity of SAP that makes the modern disposable diaper possible. Therefore, a deep dive into the nature of each is not an academic exercise; it is a practical necessity for anyone serious about optimizing their production line.
What is Fluff Pulp? The Fibrous Foundation
Imagine a vast forest of southern pine trees. Within the wood of these trees lies our first ingredient: cellulose. Fluff pulp is, in essence, a highly refined form of wood pulp, typically derived from softwood trees, that has been processed to create long, strong, and absorbent cellulose fibers. It arrives at a diaper manufacturing facility in large, dense rolls that look like giant rolls of paper. Its first journey within the factory is to a machine called a hammermill. Here, the dense sheet is mechanically disintegrated—a process known as defiberization—transforming it into a soft, cotton-like fluff.
The primary role of this fluff is not, as some might assume, to do the bulk of the liquid absorption. Instead, its genius lies in its structure. The network of cellulose fibers creates a porous, low-density web. This web provides three functions. First, it gives the absorbent core its shape and integrity. Without it, the SAP powder would simply be a loose pile of granules. Second, it acts as a distribution network. When liquid first enters the diaper, the pulp's fibrous structure promotes rapid wicking, spreading the fluid over a wide area through capillary action. Think of it as a system of tiny canals that quickly moves liquid away from the point of entry. Third, it creates the necessary space for the SAP particles to do their job effectively. It keeps the SAP granules separated, preventing them from clumping together too quickly upon wetting.
What is Superabsorbent Polymer (SAP)? The Power of Absorption
If fluff pulp is the structural framework, superabsorbent polymer is the high-performance engine of the absorbent core. SAP is a marvel of modern chemistry, typically a sodium polyacrylate. It is delivered as a dry, white, sand-like granule. Each tiny granule possesses an almost unbelievable thirst. Through the process of osmosis, a single particle of SAP can absorb and retain up to several hundred times its own weight in liquid, transforming from a dry powder into a stable, firm hydrogel.
Consider the physics at play. The polymer chains in SAP are coiled up and contain sodium ions. When these granules come into contact with an aqueous fluid like urine, the sodium ions are released, and the water molecules rush into the polymer network to balance the concentration. This influx of water causes the polymer chains to uncoil and swell, trapping the liquid within a gel matrix. The cross-linked structure of the polymer prevents it from dissolving, so it holds the liquid securely, even under pressure. This property, known as absorbency under load (AUL), is what keeps a baby's skin dry and is a key metric of diaper quality. The development of SAP is arguably the single most important innovation in the history of disposable hygiene products. Any discussion of SAP & fluff pulp raw material handling systems must acknowledge the premium value of this component.
The Synergy: Why Both are Necessary
Now, let's bring them together. Why not make a core of pure SAP? It would be incredibly thin and could hold a vast amount of liquid. The problem is a phenomenon called "gel blocking." When a concentrated mass of SAP becomes wet, the outermost granules swell instantly and form an impenetrable gel layer. This layer blocks any further liquid from reaching the dry SAP particles in the center of the core. The result? The diaper leaks long before its theoretical capacity is reached.
This is where fluff pulp performs its most elegant function. By mixing the SAP granules within the fibrous matrix of the pulp, we ensure they are kept separated. When liquid enters, the pulp wicks it throughout the core, delivering it evenly to the dispersed SAP particles. This allows the SAP to swell without creating a single, blocking barrier. The pulp acts as a temporary reservoir and distribution system, while the SAP serves as the permanent, high-capacity storage. The ratio between these two materials is a carefully guarded secret for many brands, as it dictates the balance between acquisition speed, total capacity, rewet performance, and cost. Mastering the handling of both is the first step toward mastering production.
| Характеристика |
Пух Целлюлозы |
Superabsorbent Polymer (SAP) |
| Primary Function |
Liquid distribution (wicking), core structure |
High-capacity liquid retention |
| Material Type |
Natural cellulose fiber (from wood) |
Synthetic polymer (sodium polyacrylate) |
| Form |
Fibrous, cotton-like mat (after defiberization) |
Dry, salt-like granules |
| Mechanism |
Capillary action |
Osmosis, formation of a hydrogel |
| Key Weakness |
Low retention under pressure |
Prone to "gel blocking" when concentrated |
| Cost Factor |
Lower cost per kilogram |
Significantly higher cost per kilogram |
| Handling Challenge |
Generates combustible dust, sensitive to moisture |
Abrasive, generates dust, sensitive to moisture |
ROI Killer #1: Inadequate Dust Control and Material Waste
In the bustling environment of a diaper production facility, with machines running at high speeds, some level of dust may seem like an unavoidable consequence of doing business. However, this perspective represents a critical failure of imagination and a direct path to diminished profitability. The fine, airborne particulates generated from the processing of fluff pulp and SAP are not merely a housekeeping issue; they are a multi-faceted threat that silently and steadily eats away at your return on investment. Every particle floating in the air is a particle that did not make it into a finished product. It is lost revenue, a safety hazard, and a catalyst for premature equipment failure. For manufacturers in markets like South Africa or the Middle East, where every component of the cost structure is scrutinized, ignoring dust is an unaffordable luxury. A world-class SAP & fluff pulp raw material handling systems must begin with world-class dust control.
The Pervasive Problem of Pulp and SAP Dust
The generation of dust occurs at several key points in the process. The most significant source of pulp dust is the hammermill. Here, high-speed rotating hammers violently shred the dense pulp sheet into individual fibers. This energetic, mechanical action inevitably shears off microscopic fiber fragments, creating a cloud of fine, lightweight cellulosic dust. For SAP, the dust is often generated during pneumatic conveying. As the hard, crystalline granules are transported at high velocity through pipes and elbows, they collide with each other and the pipe walls. These collisions can fracture the granules, creating fine dust that is easily carried by the airstream. Further dust is released at transfer points, such as when SAP is discharged from a silo into a feeder or from the feeder into the mixing chamber.
The consequences are severe. From a human perspective, chronic inhalation of cellulose dust can lead to respiratory ailments, a condition known as byssinosis, while SAP dust can be an irritant to the eyes, skin, and respiratory tract. From a safety standpoint, fluff pulp dust is particularly dangerous. When suspended in the air at the right concentration, it becomes a combustible fuel source. A simple spark from static electricity or a faulty motor can trigger a violent dust explosion, an event that can destroy equipment and endanger lives. Beyond these immediate dangers, dust acts as a relentless abrasive. It settles on bearings, slides, chains, and electronic components, accelerating wear and leading to unexpected breakdowns. It can contaminate lubricants, turning them into a grinding paste. For the product itself, airborne dust can settle on adhesive application areas, compromising bond strength, or on the outer layers of the diaper, creating cosmetic defects.
Quantifying the Financial Drain
Let's translate these problems into the language of finance. The most direct cost is the loss of raw material. Consider a medium-sized production line running 24/7. Let's assume it consumes 2,000 kilograms of SAP per day. SAP is a premium-priced material, costing, for example, $2,000 USD per metric ton. If an inefficient handling system allows just 1% of this SAP to be lost as uncollected dust, the daily loss is 20 kilograms. This equates to a financial loss of $40 per day. It may not sound like much, but over a year of operation (approximately 350 days), this small leakage amounts to a staggering $14,000 loss from a single production line, purely from wasted material. For a factory with multiple lines, this figure multiplies. This is money that simply vanishes into the air.
The indirect costs are often even greater. Increased maintenance is a significant factor. When dust infiltrates mechanical and electrical systems, the frequency of cleaning, lubrication, and parts replacement must increase. This means more labor hours and higher spare parts inventory. The most significant indirect cost, however, is unscheduled downtime. When a bearing seizes because of dust contamination or a sensor is blinded by a layer of pulp fibers, the entire production line grinds to a halt. The cost of this downtime is not just the cost of the repair technician's time; it is the loss of all the production that could have been achieved during that period. For a machine producing 600 diapers per minute, an hour of downtime means 36,000 diapers are not made. The lost revenue and profit contribution from that lost production can quickly dwarf the cost of the wasted material itself. An effective SAP & fluff pulp raw material handling systems is therefore a direct investment in maximizing uptime.
Modern Solutions for Dust Mitigation
Fortunately, this is a solvable problem. Modern engineering offers a suite of effective solutions that should be considered non-negotiable components of any new or upgraded production line. The first line of defense is containment. All conveying, storage, and processing equipment should be fully enclosed and properly sealed. Gaskets and seals at connection points, access doors, and transfer chutes must be of high quality and regularly inspected.
The second, and most active, component is dust collection. This is not simply a matter of placing a vacuum hose near a dusty area. A professionally designed dust collection system uses negative pressure to draw dust-laden air away from critical points like the hammermill outlet, transfer points, and the core forming unit. This air is then routed to a high-efficiency filtration unit. The two most common types are baghouses and cartridge collectors. A baghouse uses a series of long fabric filter bags to capture dust, which is then periodically cleaned off by a pulse of compressed air. A cartridge collector uses pleated filter cartridges, which offer a larger surface area in a more compact space. The choice between them depends on the specific type of dust and the required airflow. The collected dust, which is valuable raw material, can often be reintroduced into the system or collected for disposal, preventing waste.
Finally, controlling static electricity is vital, especially for preventing combustible dust incidents. The movement of dry materials through plastic or metal pipes can generate significant static charges. Proper grounding of all metallic components is mandatory. In addition, ionized air blowers can be used at key points to neutralize static charges on the materials themselves, preventing dust from clinging to surfaces and making it easier for the collection system to capture it. Investing in these technologies is not an expense; it is an investment that pays for itself through material savings, reduced downtime, increased safety, and improved product quality.
ROI Killer #2: Imprecise Dosing and Mixing Systems
At the very heart of the absorbent core's performance lies a specific, carefully engineered recipe: the ratio of Superabsorbent Polymer to fluff pulp. This is not a casual mixture. It is a precise formulation that dictates the diaper's ability to absorb quickly, hold a large volume, and keep the surface feeling dry. Deviating from this recipe, even by a small margin, has immediate and severe consequences for both product quality and production cost. An imprecise dosing and mixing system is a hidden factory of waste, producing either substandard products that damage your brand or needlessly expensive products that erode your profit margin. For manufacturers aiming to compete in demanding markets, achieving absolute precision in this stage is paramount. The quality of the entire diaper hinges on the accuracy of the SAP & fluff pulp raw material handling systems at the point of combination.
The "Recipe" for a Perfect Absorbent Core
Think of crafting an absorbent core as a form of high-speed, technical baking. You have your flour (fluff pulp) and your super-powered yeast (SAP). The right proportion is everything. A product designed for daytime use might have a lower SAP concentration to keep costs down, while an overnight diaper will have a significantly higher concentration for maximum protection. This ratio is determined during the product development phase through rigorous testing. The goal is to use the absolute minimum amount of the most expensive ingredient—SAP—while still meeting or exceeding all performance specifications for absorbency, rewet, and acquisition speed.
The production line's job is to replicate this laboratory-perfect recipe millions of times per day, with unwavering consistency. The dosing system is responsible for metering out the exact, predetermined weight of SAP for a given amount of fluff pulp, and the mixing chamber is responsible for ensuring these two components are homogeneously blended before being formed into the core. Any failure in this chain reaction of precision compromises the final product. It is a game of grams and percentages, where tiny errors multiply into enormous financial consequences over the scale of modern production.
| Dosing System Type |
Volumetric Feeder |
Gravimetric (Loss-in-Weight) Feeder |
| Operating Principle |
Dispenses a set volume of material per unit of time (e.g., liters per minute). |
Dispenses material to achieve a target weight loss per unit of time (e.g., grams per second). |
| Accuracy |
Lower. Affected by changes in material density, flowability, and hopper level. |
High. Self-correcting; automatically adjusts for density and flow variations. |
| Control System |
Open-loop. Assumes a constant volume-to-weight relationship. |
Closed-loop. Uses a load cell (scale) to provide real-time feedback. |
| Material Changes |
Requires frequent manual recalibration when switching SAP suppliers or batches. |
Automatically compensates for different material characteristics. |
| Initial Cost |
Lower. |
Higher. |
| Long-Term ROI |
Lower. Prone to material over-use and quality inconsistencies, leading to higher costs. |
Higher. Significant savings from precise material use and consistent quality. |
| Best For |
Low-cost, less critical applications. Not recommended for modern diaper production. |
High-value materials like SAP where precision is directly tied to profitability and quality. |
The High Cost of Inaccuracy
The financial penalty for inaccuracy flows in two directions, both of them damaging.
First, consider the consequence of under-dosing SAP. If the system delivers less SAP than the recipe calls for, the resulting diaper will fail to meet its absorbency specifications. It might leak prematurely or feel wet against the skin after use. In the best-case scenario, internal quality control systems will detect this failure, and the entire production run will have to be scrapped. This means the complete loss of not just the SAP and pulp, but all the other raw materials in those diapers: the nonwovens, elastics, tapes, and packaging. The cost of this waste is enormous. In the worst-case scenario, the substandard product makes it to the market. This leads to customer complaints, returns, loss of consumer trust, and potentially the loss of major retail contracts. The damage to a brand's reputation can be long-lasting and far more costly than any amount of wasted material.
Second, and more insidiously, is the cost of over-dosing SAP. Because SAP is so expensive, even a small, consistent over-application represents a significant financial drain. Let's return to our example factory. Suppose the target SAP weight per diaper core is 10.0 grams. An imprecise volumetric feeder might have a variance of ±5%, meaning the actual dose could range from 9.5 to 10.5 grams. To ensure that no diaper falls below the minimum specification, the operator might set the target at 10.3 grams. This means, on average, the factory is using 0.3 grams of extra SAP in every single diaper. For a machine producing 600 diapers per minute, that is an over-use of 180 grams of SAP per minute. Over a 24-hour period, this adds up to 259 kilograms of wasted SAP. At a price of $2,000 per ton, that is a direct, unnecessary cost of over $500 every single day, or more than $180,000 per year, from one line. This is pure profit, vaporized by a lack of precision.
Beyond dosing, poor mixing creates its own set of problems. If the SAP and pulp are not evenly distributed, you can get pockets of high SAP concentration. This leads directly to gel blocking. A large clump of SAP on the surface of the core swells into an impenetrable barrier, preventing liquid from reaching the rest of the absorbent material. The diaper fails, leaking from the sides, even though it has only used a fraction of its total absorbent capacity.
Achieving Precision: Technologies for Dosing and Blending
The technological solution to dosing inaccuracy is the adoption of gravimetric feeding systems. Traditional, older machines often use volumetric feeders, which dispense a certain volume of material over time (e.g., via a rotating screw). The problem is that the density of SAP can vary slightly from batch to batch, or even due to atmospheric conditions. A volumetric feeder is blind to these changes, so dispensing the same volume may not mean dispensing the same weight.
A gravimetric feeder, specifically a loss-in-weight feeder, solves this problem. The entire feeder, including its hopper of SAP, sits on a highly sensitive scale or load cell. The control system is programmed with a target mass flow rate (e.g., grams per second). As the feeder dispenses SAP, the control system constantly monitors the rate at which the total system weight is decreasing. If it is decreasing too slowly, the controller speeds up the dosing screw; if it is decreasing too quickly, the controller slows it down. This closed-loop feedback system allows the feeder to automatically compensate for any variations in material density, ensuring an exceptionally precise and consistent mass flow. While the initial investment in a gravimetric system is higher, the ROI from eliminating SAP over-use is typically realized in a very short period, often less than a year.
Equally important is the design of the blending and forming section. After dosing, the streams of defiberized pulp and metered SAP enter a mixing chamber. Modern designs use carefully engineered airflow and mechanical agitators to create a turbulent, homogeneous mixture before the material is vacuum-drawn onto a forming drum to create the absorbent core. Advanced systems, like those found in a state-of-the-art пеленальная машина, use servo-driven controls and sophisticated PLCs to synchronize the fluff generation, SAP dosing, and core forming processes, ensuring that the perfect recipe is executed flawlessly at every stage.
ROI Killer #3: Ignoring the Impact of Moisture and Climate
In the precise world of diaper manufacturing, the ambient air itself can become an adversary. Both fluff pulp and SAP are highly sensitive to moisture, and failing to control the humidity and temperature of the production environment is an invitation for chaos. For manufacturers in the humid climates common to Southeast Asia and parts of South America, or even in regions with significant seasonal weather shifts like Russia, moisture is not a minor nuisance; it is a primary operational threat. It can alter the fundamental properties of your raw materials, leading to processing nightmares, machine stoppages, and inconsistent product quality. An intelligent SAP & fluff pulp raw material handling systems is one that recognizes the factory's climate is not just the environment the workers are in, but a critical process variable that must be actively managed.
How Humidity Wreaks Havoc on Raw Materials
Fluff pulp, being composed of natural cellulose fibers, is hygroscopic. This means it naturally absorbs and releases moisture to reach equilibrium with the surrounding air. On a day with high relative humidity, a roll of pulp sitting on the factory floor will actively pull water vapor from the air, increasing its own moisture content. This has a disastrous effect on the defiberization process. The hammermill is designed to separate dry, crisp fibers. When the pulp is damp, the fibers are more pliable and tend to stick together. The hammermill struggles to break them apart, resulting in poor defiberization. Instead of a uniform, soft fluff, the output contains clumps and knots of unprocessed fibers. These clumps are a leading cause of blockages in the narrow pipes and chutes of the material transport system.
Superabsorbent Polymer has a different but equally problematic relationship with moisture. Its entire purpose is to absorb water. While it is engineered to absorb saline solutions like urine, it will also readily absorb pure water vapor from the air if the humidity is high enough. This is called "pre-wetting." When SAP granules are exposed to a humid environment, they can begin to absorb atmospheric moisture. This causes them to become sticky and start clumping together. This clumping, or agglomeration, is a major problem for dosing systems. The sticky granules do not flow freely from the silo or hopper, leading to bridging (where an arch forms over the outlet) or rat-holing (where a narrow channel empties out while material clings to the sides). This results in erratic, inconsistent dosing, destroying the precision we previously established as being so vital. Furthermore, SAP that has already absorbed moisture from the air has a reduced capacity to absorb liquid in the final product, compromising its performance.
The Ripple Effect on Production
The consequences of moisture-related material problems cascade through the entire production line. The clumps of poorly defiberized pulp or sticky SAP are the primary culprits for machine stoppages. They can clog the pneumatic conveying lines, the fine screens in the mixing chamber, or the intricate vacuum-forming heads. Each blockage triggers a machine stop, requiring an operator to intervene, locate the clog, and manually clear it. This is a time-consuming and frustrating process that directly translates to lost production and reduced overall equipment effectiveness (OEE).
Even if a full blockage does not occur, the inconsistency in the materials leads to inconsistency in the product. A core made with clumpy, damp pulp will have a non-uniform density, with thick spots and thin spots. These thin spots represent potential leak paths. A core made with an inconsistent dose of clumped SAP will have unpredictable absorbency. The result is a production run with a wide variation in quality, where some diapers might be perfect while others are destined to fail. This variability is a nightmare for quality assurance and a significant risk to brand consistency. A customer in Johannesburg or Moscow expects the same high performance from every diaper in the package, and moisture-induced variability makes that promise impossible to keep. Effective SAP & fluff pulp raw material handling systems must therefore be climate-aware systems.
Climate Control Strategies for Handling Systems
The solution is to create a controlled microclimate for your sensitive raw materials from the moment they enter the factory until they are sealed inside a diaper. This is not as daunting as it sounds and involves several strategic interventions.
The most fundamental step is to establish a climate-controlled storage area for your rolls of fluff pulp and bags or silos of SAP. This area should be equipped with industrial-grade air conditioning and dehumidification systems capable of maintaining a stable, low-humidity environment regardless of the weather outside. A target of 40-50% relative humidity is a common benchmark. Materials should only be brought out of this controlled storage immediately before they are needed for production.
The handling systems themselves should also be designed to protect against ambient humidity. The path from the pulp unwind stand, through the hammermill, and to the core former should be enclosed. More advanced systems go a step further by conditioning the air used for pneumatic conveying. For the SAP conveying lines, this might involve passing the transport air through a desiccant dryer or a refrigeration-based dehumidifier before it enters the system. This ensures that the SAP is being transported in a stream of very dry air, preventing it from picking up any moisture during its journey to the dosing unit.
Finally, good inventory management practices are a simple but effective tool. Implementing a strict "first-in, first-out" (FIFO) policy ensures that raw materials are used in the order they are received. This prevents any single pallet of pulp or SAP from sitting in the warehouse for an extended period, minimizing its total exposure time to ambient conditions. By combining dedicated climate control hardware with disciplined operational procedures, a manufacturer can effectively neutralize the threat of moisture and ensure their materials perform as intended, day in and day out.
ROI Killer #4: Disjointed and Inefficient System Integration
Imagine trying to build a high-performance car by ordering an engine from one company, a transmission from another, a chassis from a third, and an electronic control unit from a fourth, all without a master blueprint. You might eventually bolt it all together, but would you expect it to perform with the seamless power and reliability of a vehicle designed as a single, unified system? The answer is obvious. Yet, this is precisely the approach many manufacturers take when assembling their production lines, particularly the critical SAP & fluff pulp raw material handling systems. This "Frankenstein" approach, patching together disparate components from various suppliers, creates a system riddled with hidden inefficiencies, communication gaps, and performance bottlenecks that collectively act as a major drain on ROI.
The "Frankenstein" System Problem
This scenario is common in factories that have grown organically over time or in new ventures trying to minimize initial capital outlay by sourcing the cheapest individual components. The setup might consist of a pulp unwind stand and hammermill from a local supplier, a pneumatic conveying system from an industrial auction, SAP feeders from a European specialist, and a core-forming unit from an Asian manufacturer. The task of making these components "talk" to each other is left to local engineers or a third-party integrator.
The problems that arise are numerous and complex. The most immediate issue is the lack of a unified control architecture. Each piece of equipment may have its own proprietary controller and human-machine interface (HMI). An operator might have to move between three or four different screens to start, stop, or adjust the process. This is inefficient and increases the chance of human error. More critically, the controllers are often unable to communicate with each other in real-time. The SAP feeder might not know that the pulp hammermill has just slowed down, leading it to continue dosing at a high rate and producing an off-spec, SAP-rich core.
Physical and mechanical mismatches are also common. The output capacity of the hammermill might not be perfectly matched to the input requirements of the core former, creating a bottleneck where one machine is constantly waiting for the other. The pipe diameter of the conveying system might not be optimized for the flow rate required, leading to either excessive energy consumption or an increased risk of blockages. Troubleshooting becomes a nightmare. When a problem occurs, each individual equipment supplier may blame the others, leaving the manufacturer caught in the middle with a non-performing line. There is no single point of responsibility, no one to call who understands the entire system from end to end.
The Value of a Holistic, Integrated Approach
The antidote to the Frankenstein system is to embrace a holistic design philosophy, sourcing a complete, integrated raw material handling and core-forming line from a single, reputable manufacturer. Companies like Womengmachines или SUNTECH specialize in providing turnkey solutions where every component—from the pulp unwinder to the dust collector to the final core-forming drum—is designed and built to work together as a cohesive unit.
The benefits of this approach are profound. The entire system is governed by a single, centralized PLC and is operated from one intuitive HMI. This master controller has full visibility and control over every motor, sensor, and actuator in the line. It can make intelligent, real-time adjustments to maintain optimal performance. For example, if a sensor detects a slight drop in vacuum pressure at the forming head, the controller can automatically increase the hammermill speed slightly to compensate, ensuring core consistency without any operator intervention.
System integration also means optimized material flow. The manufacturer has engineered the capacities of each stage to be perfectly balanced, eliminating bottlenecks and ensuring the entire line can run at its maximum designed speed efficiently. Data logging and reporting are also unified. All key process parameters—pulp consumption, SAP dosing accuracy, filter pressure, motor speeds—are recorded in a single database, making it easy to analyze performance, track trends, and identify opportunities for optimization. When maintenance is required or a problem arises, there is a single point of contact. The manufacturer's service team has deep expertise in every aspect of the line and can diagnose and resolve issues far more quickly and effectively than a team trying to coordinate between multiple vendors. While the initial capital investment for an integrated system may seem higher, the long-term ROI from increased uptime, improved quality, and lower operational headaches is overwhelmingly positive.
Embracing Industry 4.0 in Material Handling
An integrated system provides the perfect platform for leveraging the power of Industry 4.0. This "smart factory" concept is no longer a futuristic vision; it is a practical reality that leading manufacturers are using to gain a competitive edge. Within the context of SAP & fluff pulp raw material handling systems, this means embedding IoT (Internet of Things) sensors throughout the line.
Imagine sensors that continuously monitor the vibration signature of the hammermill bearings, sending an alert that a failure is likely to occur in the next 200 hours of operation. This allows maintenance to be scheduled during a planned stop, preventing a catastrophic and costly unplanned breakdown. This is predictive maintenance. Imagine level sensors in the SAP silo that automatically place an order with your supplier when inventory reaches a pre-set threshold. This is smart inventory management.
Data analytics takes this a step further. By collecting and analyzing months of operating data, complex algorithms can uncover hidden correlations. Perhaps the system discovers that SAP dosing accuracy slightly decreases whenever the ambient factory temperature rises above 30°C. This insight allows engineers to address a problem they never even knew they had, perhaps by adding targeted cooling to the feeder's electronics. The data gathered from a fully integrated system is a valuable asset, providing the insights needed to continuously refine and perfect the production process, squeezing out every last drop of efficiency and profitability.
ROI Killer #5: Neglecting Operator Training and Maintenance Protocols
We can fill a factory with the most sophisticated, automated, and perfectly integrated machinery that money can buy. We can install gravimetric feeders with microgram precision and dust collection systems that capture 99.9% of all airborne particles. Yet, all this technological prowess can be squandered if we neglect the single most important component of the entire production ecosystem: the human beings who operate and maintain the equipment. A state-of-the-art SAP & fluff pulp raw material handling systems in the hands of an untrained or unmotivated operator is like a Stradivarius violin in the hands of someone who has never played a stringed instrument. The potential for excellence is there, but the result will be noise. Underestimating the ROI of investing in your people is perhaps the most common and costly mistake a manufacturer can make.
The Human Element: The Most Overlooked Asset
There is a persistent myth in manufacturing that automation replaces the need for skilled labor. The reality is that it replaces low-skill, repetitive labor with the need for high-skill, knowledge-based labor. The role of the line operator has evolved from a manual laborer to a system manager. Their job is not to physically move materials, but to monitor complex systems, interpret data from an HMI, make informed judgments, and respond intelligently to alarms and deviations. The role of the maintenance technician has evolved from a mechanic with a wrench to a multi-disciplinary diagnostician who needs to understand electronics, software, and mechanics.
Failing to invest in developing these skills is a direct path to failure. An operator who doesn't understand the why behind a calibration procedure is likely to perform it incorrectly or skip it altogether. A technician who doesn't understand how a closed-loop control system works may try to "fix" a problem by treating a symptom, inadvertently making the root cause worse. The machinery itself cannot compensate for a lack of human understanding. It can only execute its programming. The quality of that execution is entirely dependent on the quality of the human oversight and care it receives.
The Compounding Costs of Inadequate Training
The costs associated with poor training and maintenance are not always dramatic, like a major explosion. More often, they are a slow, steady bleed of efficiency and money. An operator who doesn't know how to properly clean and calibrate the SAP dosing system might lead to a consistent over-dosing of just 0.1 grams per diaper. As we've calculated, this seemingly tiny error can cost a company tens of thousands of dollars per year. An operator who repeatedly silences a "low vacuum pressure" alarm without investigating the cause might be ignoring a developing clog or a failing vacuum pump, allowing a minor issue to escalate into a major line-stopping failure.
Improper maintenance procedures are equally destructive. A technician who uses the wrong type of lubricant on a high-speed bearing can cause it to overheat and fail prematurely. Someone who uses a high-pressure air hose to clean a sensitive area might accidentally damage a sensor or force dust into a sealed electronic enclosure, shorting it out. A failure to follow the recommended preventative maintenance schedule (PMP) means that wear-and-tear parts are not replaced proactively. The line continues to run until a part breaks, invariably at the most inconvenient time, causing an extended and expensive period of unscheduled downtime. These are not isolated incidents; they are the predictable outcomes of a system that treats training and maintenance as costs to be minimized rather than as investments to be maximized. When looking at options for customized diaper production machines, the quality of the supplier's training program is just as important as the machine's technical specifications.
Building a Culture of Excellence: Training and Maintenance Best Practices
Creating a high-performance operation requires building a culture of competence and ownership. This begins with a comprehensive training program that goes far beyond a simple "how to start and stop the machine" tutorial.
A world-class training curriculum should be multi-layered. It should start with the fundamentals: "What is fluff pulp? What is SAP? Why is the ratio between them important? What is gel blocking?" This builds foundational knowledge. From there, it moves to system-specific training, covering the function of each module in the SAP & fluff pulp raw material handling systems. Operators should learn how to read and interpret every screen on the HMI, understand what each alarm means, and know the correct first-step response for each. Hands-on training is vital. This includes practicing routine tasks like material changeovers, quality checks, and, crucially, cleaning procedures. The training should be documented, and operators should be certified as competent before they are allowed to run the line independently.
On the maintenance side, a disciplined adherence to the manufacturer's Preventative Maintenance Program is non-negotiable. The PMP is a detailed schedule of tasks—inspections, lubrications, calibrations, and part replacements—that are designed to prevent failures before they happen. A computerized maintenance management system (CMMS) can be used to schedule these tasks, generate work orders, and track their completion. Every maintenance activity, whether scheduled or unscheduled, should be recorded in a detailed logbook. This logbook becomes an invaluable historical record that can help technicians diagnose recurring problems and identify trends in equipment failure. By investing seriously in training your people and rigorously executing your maintenance plan, you transform your workforce from a potential liability into your greatest asset in the pursuit of manufacturing excellence.
Часто задаваемые вопросы (FAQ)
What is the ideal SAP to fluff pulp ratio in a diaper core?
There is no single "ideal" ratio; it is a critical design choice that depends entirely on the intended product tier and performance targets. A premium overnight diaper designed for maximum absorbency might have a high SAP concentration, perhaps a 60/40 or even 70/30 SAP-to-pulp ratio by weight. In contrast, a low-cost daytime diaper might use a 40/60 or 50/50 ratio to minimize the use of expensive SAP while still providing adequate performance for a shorter wear time. The trade-off is always between cost and performance. Higher SAP content increases capacity and dryness but also cost. The fluff pulp is essential for wicking and core integrity, preventing gel blocking regardless of the ratio.
How can I measure the effectiveness of my dust control system?
Effectiveness can be measured both quantitatively and qualitatively. Qualitatively, you can observe the amount of visible dust settling on surfaces around the machinery. A clean production floor is a good sign. Quantitatively, you can use air quality monitoring devices that measure the concentration of airborne particulates (in mg/m³). These measurements can be compared against internal standards or occupational safety regulations (e.g., OSHA or ATEX guidelines) to ensure compliance. Another powerful metric is to track material loss. By comparing the weight of raw material consumed against the weight of material in the finished goods, you can calculate the percentage of unexplained loss. A reduction in this loss percentage over time is a strong indicator that your dust collection system is working effectively and saving money.
Emphatically, yes. While the initial purchase price of a gravimetric loss-in-weight feeder is higher, the return on investment is typically very rapid, often under 12 months. A volumetric feeder is inherently inaccurate because it is blind to changes in SAP density. To avoid producing substandard products, factories using volumetric feeders must intentionally overdose SAP to create a safety margin. A gravimetric feeder eliminates this need. Its precision allows you to run your process at the exact target weight, minimizing the use of this expensive raw material. The daily savings from eliminating this "safety margin" of over-dosing quickly add up and far outweigh the initial difference in capital cost.
What are the most common signs that moisture is affecting my fluff pulp?
The most immediate sign is a degradation in the performance of the hammermill. You may hear the motor straining, and upon inspection, you will find that the output is not a fine, uniform fluff but contains noticeable clumps and knots of un-fiberized pulp. Another common sign is an increase in machine stoppages due to blockages in the material transport lines or the forming head. Visually, you can check the pulp rolls themselves. If they feel cool or damp to the touch, or if the outer layers appear wavy or swollen, it's a clear indication that they have absorbed excess moisture from the environment.
How often should we calibrate our SAP dosing system?
You should always follow the specific calibration schedule recommended by the manufacturer of your equipment. However, a good rule of thumb is to perform a calibration check at regular intervals, such as the beginning of every shift. A full calibration is also essential whenever you switch to a new batch or new supplier of SAP, as material characteristics can vary. Additionally, it is wise to perform a calibration after any significant maintenance is performed on the feeder or its control system to ensure that all settings are correct. Modern gravimetric systems often have automated calibration routines that make this process quick and simple.
Can I upgrade my existing, older production line with a better material handling system?
Yes, in many cases this is possible and highly recommended. Many modern SAP & fluff pulp raw material handling systems are designed with modularity in mind. It is often feasible to retrofit a new, high-precision gravimetric dosing system or an efficient dust collection unit onto an existing production line. This can provide a significant boost in quality and efficiency without the capital expense of replacing the entire line. The key is to consult with an experienced equipment manufacturer who can assess your current setup and engineer an upgrade solution that integrates properly with your existing machinery.
What is the primary fire and explosion risk associated with fluff pulp dust?
The primary risk is a combustible dust explosion. For this to occur, five elements must be present, often called the "dust explosion pentagon": fuel (the fluff pulp dust), oxygen (in the air), an ignition source (like a static discharge, electrical spark, or hot surface), dispersion of the dust in the air at a sufficient concentration, and confinement (within a piece of equipment or a building). When these conditions are met, the initial combustion of a small amount of dust can create a pressure wave that dislodges more dust from surfaces, leading to a much larger and more violent secondary explosion. This is why dust control, proper grounding, and eliminating ignition sources are paramount safety priorities.
A Final Thought on Mastering the Core
The journey through the intricacies of material handling reveals a fundamental truth of modern manufacturing: excellence is born from a relentless focus on the details that others dismiss as trivial. The absorbent core is the undeniable heart of a disposable hygiene product, and the SAP & fluff pulp raw material handling systems that create it are the arteries that feed that heart. To treat these systems as a mere commodity, a simple prelude to the main event of diaper assembly, is to fundamentally misunderstand the drivers of quality and profitability.
We have seen how the invisible specters of dust, moisture, and inaccuracy can haunt a production line, silently siphoning away profit and compromising the integrity of the final product. We have explored how a fragmented, poorly integrated system creates friction and inefficiency at every turn, and how even the most brilliant machine can be defeated by a lack of human understanding. These five ROI killers are not theoretical risks; they are active, daily challenges on factory floors from São Paulo to Moscow to Jakarta.
The path to market leadership and sustainable success is paved not with brute speed, but with intelligent control. It is achieved by embracing a holistic view, where raw materials, machinery, environment, and people are seen as interconnected parts of a single, dynamic system. It requires an investment in precision, a commitment to cleanliness, and a dedication to continuous learning. By conquering these challenges, by mastering the art and science of handling these humble fibers and polymers, you are not just making a better diaper—you are building a more resilient, efficient, and profitable enterprise.
Ссылки
diapermachines.com. (2026a, January 28). A practical 2026 buyer’s guide: 6 critical advances in diaper manufacturing equipment technology. Diaper Machines. https://www.diapermachines.com/2026/02/02/2026-diaper-equipment-tech-guide/
diapermachines.com. (2026b, March 13). 7 expert multi-layer diaper assembly best practices: A 2026 guide to flawless production. Diaper Machines. https://www.diapermachines.com/2026/03/13/multi-layer-diaper-assembly-practices/
Kaczmarek, H., & Chaberska, H. (2020). Properties of superabsorbent polymers and their methods of modification: A review. Polymers, 12(8), 1663. https://doi.org/10.3390/polym12081663
Laftah, W. A., Hashim, S., & Ibrahim, A. N. (2011). Polymer-based superabsorbent hydrogels: A review. Polymer-Plastics Technology and Engineering, 50(14), 1475–1486.
Napkins-Machines.com. (n.d.). Dongguan Runda Tissue Paper Equipment Co.,Ltd. Retrieved February 22, 2026, from
Suntech Health. (n.d.). SUNTECH Nonwoven & Hygiene Machinery. Retrieved February 22, 2026, from https://suntech-health.com/
Womengmachines.com. (n.d.-a). Professional diaper making machine and diaper production line manufacturers. Quanzhou Womeng Intelligent Equipment Co.,Ltd. Retrieved February 22, 2026, from
Womengmachines.com. (n.d.-b). 7 critical factors for your 2026 pad machine investment: An expert checklist. Quanzhou Womeng Intelligent Equipment Co.,Ltd. Retrieved February 22, 2026, from https://www.womengmachines.com/2026-pad-machine-buyers-guide/
Zhengzhou SUNY Industrial Co.,Ltd. (n.d.). Zhengzhou SUNY Industrial Co.,Ltd. Retrieved February 22, 2026, from https://zzsuny.com/
Мар 19, 2026 | Новости
Аннотация
An examination of the global disposable hygiene market in 2026 reveals that the assurance of product quality has ascended to a position of paramount importance, particularly for manufacturers targeting emerging economies in South America, Russia, Southeast Asia, the Middle East, and Africa. This analysis provides a deep exploration of the core principles and advanced methodologies that constitute modern diaper production quality assurance techniques. The discourse moves from foundational practices, such as rigorous raw material vetting and supplier qualification, to the sophisticated integration of Industry 4.0 technologies. It systematically investigates the role of advanced sensor arrays, real-time process monitoring, and the transformative impact of AI-driven vision inspection systems. Further inquiry delves into the mechanical and chemical testing protocols essential for verifying product performance, including absorbency, fit, and skin safety. The objective is to furnish manufacturers and capital investors with a comprehensive, philosophically grounded understanding of quality assurance not as a mere final-step inspection, but as an integrated, holistic system woven into the very fabric of the production process, ensuring brand trust and long-term market viability.
Основные выводы
- Implement stringent raw material inspection to prevent defects from the start.
- Integrate real-time vision systems to detect and correct errors instantly.
- Master advanced diaper production quality assurance techniques for market leadership.
- Use data analytics for predictive maintenance to ensure consistent output.
- Conduct regular physical tests to verify product performance and safety.
- Choose modular machinery that supports future quality upgrades.
- Develop a holistic quality culture that involves every stage of production.
Оглавление
Understanding the Philosophy of Quality Assurance in Diaper Manufacturing
Before we examine the specific mechanical and digital techniques for ensuring quality, it is beneficial to pause and consider the very idea of quality in this context. What do we mean when we say a diaper has "high quality"? We are not merely speaking of the absence of defects. We are invoking a concept of trust between the manufacturer and the end-user—a parent or caregiver. This trust is built upon a promise: that the product will perform its function safely, comfortably, and reliably every single time. A failure in quality is not just a commercial loss; it is a breach of that fundamental promise. Therefore, a robust framework of diaper production quality assurance techniques is not a cost center but the very foundation of a brand's reputation and its moral contract with the consumer.
This perspective shifts our thinking from a reactive "inspection-based" model to a proactive, holistic "process-based" model. In an inspection model, quality is checked at the end of the line, and defective products are simply discarded. This is inefficient, wasteful, and fails to address the root cause of the problem. A process-based philosophy, which we will explore here, embeds quality control into every single stage of manufacturing. From the moment a roll of nonwoven fabric arrives at your facility to the second a sealed bag of diapers is placed into a shipping carton, quality is being actively managed and assured. This approach, as advocated by quality management pioneers like W. Edwards Deming, recognizes that quality is not the sole responsibility of a single department but the collective responsibility of the entire organization, deeply intertwined with the machinery, the materials, and the mindset of the operators (Deming, 2018). For manufacturers in rapidly growing markets like those in Southeast Asia or South America, adopting this philosophy is the most direct path to building a brand that can compete with and even surpass established global players.
The Economic and Ethical Imperative
Think for a moment about the consequences of a systemic quality failure. A batch of diapers with insufficient superabsorbent polymer (SAP) could lead to widespread leakage, causing discomfort for the infant and deep frustration for the parent. A misaligned fastening tab could render the product unusable. In a more serious scenario, a foreign contaminant, like a small piece of metal from a worn machine part, could pose a genuine safety risk. The economic costs are obvious: product recalls, reputational damage, and lost sales. The ethical dimension, however, is what truly commands our attention. We are manufacturing a product for the most vulnerable members of society. An unwavering commitment to the most stringent diaper production quality assurance techniques is, therefore, an ethical imperative.
As you evaluate machinery and processes, I encourage you to hold this dual perspective. Ask not only "How fast can this machine run?" but also "How does this machine guarantee the integrity of the absorbent core on every single diaper?" Ask not only "What is the price of this equipment?" but also "What is the long-term cost of a quality failure, and how does this investment mitigate that risk?" This mindset will guide you toward making wiser, more sustainable decisions for your business. The most advanced линии по производству подгузников today are designed with this philosophy in mind, integrating quality checks as inseparable parts of the production sequence.
Technique 1: Rigorous Incoming Raw Material Inspection and Management
The old adage "garbage in, garbage out" has never been more true than in a high-speed, continuous manufacturing process. The quality of a finished diaper can never exceed the quality of the raw materials from which it is made. A flaw in a roll of nonwoven fabric, an inconsistency in the elastic strands, or a bad batch of adhesive will inevitably translate into a defective product, no matter how advanced your production machinery. Therefore, the first and most foundational of all diaper production quality assurance techniques is the establishment of a rigorous system for inspecting, qualifying, and managing all incoming raw materials.
This process begins long before the materials arrive at your factory. It starts with a comprehensive supplier qualification program. You are not just buying a commodity; you are entering into a partnership. You must vet your suppliers based on their own internal quality control processes, their consistency, and their willingness to provide detailed certificates of analysis (COA) with every shipment. For a manufacturer in the Middle East, for example, it may be wise to qualify suppliers from different geographical regions to build resilience against supply chain disruptions, a factor highlighted as a key consideration for modern manufacturers (womengmachines.com, 2026).
Key Material Parameters to Scrutinize
Once materials arrive, they must be quarantined and subjected to a battery of tests before being released to the production floor. Each material has its own set of critical-to-quality (CTQ) parameters.
- Nonwoven Fabrics (Topsheet, Backsheet, ADL): The primary parameters are basis weight (grams per square meter or GSM), tensile strength (both machine direction and cross direction), and softness/hand-feel. For the topsheet, hydrophilicity (how quickly it allows liquid to pass through) is paramount. For the backsheet, hydrostatic head (a measure of its waterproofness) is the key metric. These are not subjective measures; they are quantified using specific laboratory equipment.
- Superabsorbent Polymer (SAP): This is perhaps the most technologically complex raw material. Key parameters include Absorbency Under Load (AUL), which measures its ability to absorb and hold liquid while under pressure, and Centrifuge Retention Capacity (CRC), which measures its total absorption capacity. The particle size distribution of the SAP powder is also a major factor, as it affects how evenly the polymer can be distributed within the absorbent core and how quickly it absorbs liquid.
- Fluff Pulp: The pulp, typically derived from wood, forms the matrix that holds the SAP. Its quality is assessed based on fiber length, moisture content, and brightness. Inconsistent moisture content can lead to problems in the pulp mill, affecting the formation and integrity of the absorbent core.
- Adhesives: The adhesives used for construction and for the elastic strands must be tested for viscosity, open time (the window during which it remains tacky), and peel strength. Temperature variations in your plant, which can be significant in climates like those in South Africa or Brazil, can affect adhesive performance, so testing under local environmental conditions is a necessity.
- Elastics: The elastic strands used in the leg cuffs and waistband are tested for their elongation, tension, and relaxation properties. The metric used is often "decitex," a measure of linear mass density. Inconsistent elastic properties will result in poor fit and a higher likelihood of leakage.
From the Lab to the Line
An effective material management system uses a "first-in, first-out" (FIFO) inventory system to ensure materials are used in the order they are received, preventing degradation over time. Each roll of nonwoven, bag of SAP, or bale of pulp should be labeled with a unique batch code. This traceability is a cornerstone of modern diaper production quality assurance techniques. If a quality issue is detected on the production line, this code allows you to immediately trace the problem back to a specific batch of raw material, quarantine any remaining stock from that batch, and prevent further production of defective goods. This level of control is simply impossible without a disciplined, data-driven approach to incoming material management.
The absorbent core is the functional heart of the diaper. Its ability to acquire, distribute, and retain fluid is the primary determinant of product performance. Consequently, the processes and technologies involved in its formation are an area of intense focus for quality assurance. The traditional diaper core consists of an intimate blend of fluff pulp and superabsorbent polymer (SAP). The challenge lies in creating this blend with extreme consistency at speeds of hundreds of meters per minute.
The process begins in a hammermill, where large sheets of cellulose pulp are mechanically disintegrated into fine fibers, creating "fluff." This fluff is then conveyed into a forming chamber. Simultaneously, SAP is dosed into the same chamber from a separate system. The two materials are mixed in the air and deposited onto a moving carrier tissue or nonwoven, forming a continuous absorbent pad. Even a small deviation in this process can have a dramatic impact on the final product. Too little SAP results in poor absorbency. Too much is wasteful and can lead to issues like "gel blocking," where the saturated SAP particles swell and prevent liquid from penetrating deeper into the core. Uneven distribution creates weak spots that are prone to leakage.
Precision Through Technology
To combat these potential failures, modern diaper machines employ a suite of sophisticated technologies.
- Gravimetric Dosing Systems: The most advanced machines no longer rely on volumetric dosing for SAP, which can be inaccurate due to variations in the polymer's bulk density. Instead, they use gravimetric (weight-based) systems. These systems continuously weigh the SAP as it is being dispensed, using a closed-loop feedback mechanism to adjust the dosing speed in real-time. This ensures that the precise target weight of SAP is applied to every single diaper, regardless of fluctuations in material density.
- Dual-Drum Forming: Many high-speed machines now use dual-drum or multi-drum forming systems. This allows for the creation of profiled cores, where the concentration of SAP can be varied across the pad. For example, a higher concentration can be placed in the target zone where fluid insult is expected, optimizing performance while controlling costs. Achieving this requires precise synchronization and control, which is a hallmark of high-end equipment.
- Core Integrity and Debulking: After the fluff and SAP are laid down, the pad is typically compressed or "debulked" to give it mechanical strength and a thinner profile. Some machines may also incorporate a layer of tissue to wrap the core, further enhancing its integrity. The pressure applied during debulking and the tension of the wrapping material are process parameters that must be carefully controlled. Insufficient compression can lead to a core that breaks apart when wet, a catastrophic failure mode known as "core cracking."
The Rise of Fluff-less Cores
A significant trend in 2026 is the move towards "fluff-less" or "pre-laminated" absorbent cores. These cores, which are often purchased from a third-party supplier, consist of layers of SAP and nonwoven material bonded together without any fluff pulp. This technology offers the potential for incredibly thin yet highly absorbent products. However, it presents its own set of quality challenges. The diaper manufacturer must rely on the core supplier's quality control, and they must have systems in place to handle and splice these delicate, pre-made core materials without causing damage. The diaper production quality assurance techniques for a line using pre-laminated cores will focus heavily on web handling, tension control, and vision systems to detect any damage to the core before it is incorporated into the diaper chassis.
No matter the technology—be it traditional fluff/SAP blend or a next-generation fluff-less core—the principle remains the same: the consistent and precise formation of the absorbent core is a non-negotiable requirement for a high-quality product.
Technique 3: Real-Time Automated Vision Inspection Systems
If the proactive management of raw materials and core formation represents the foundation of quality, then automated vision inspection is the vigilant guardian that watches over the entire assembly process. In the past, quality control on a diaper line relied on human inspectors who would periodically pull samples and check them for defects. This method is fundamentally flawed in a high-speed environment. A machine producing 800 diapers per minute creates over 13 products every single second. A human inspector, no matter how diligent, cannot possibly catch sporadic, random defects. They can only identify systemic problems after a significant number of defective products have already been made.
Automated vision inspection systems represent a paradigm shift. These systems use a network of high-speed digital cameras and specialized lighting placed at strategic points along the production line. The images captured by these cameras are analyzed in milliseconds by powerful computers running sophisticated image processing software. When the software detects a deviation from a pre-defined "golden template" or quality standard, it can trigger an immediate action. This is one of the most powerful diaper production quality assurance techniques available to modern manufacturers.
Capabilities of a Modern Vision System
The capabilities of these systems in 2026 are truly remarkable. They can detect a vast range of potential defects, including:
- Material Presence and Position: Is the leg cuff elastic present? Is the frontal tape (the landing zone for the fastening tabs) correctly positioned? Is the absorbent core centered?
- Dimensional Accuracy: What is the exact placement of the fastening tabs? Are the leg gathers applied symmetrically? Is the overall length and width of the product within tolerance?
- Contamination: The system can detect foreign objects, such as insects, hair, or dirt, as well as stains or spots from oil or glue. Color cameras can be used to identify off-color contaminants that might be missed by monochrome systems.
- Formation and Integrity: Vision systems can analyze the surface of the topsheet for holes, tears, or excessive fuzziness. They can inspect the integrity of ultrasonic bonds or adhesive patterns.
- Print and Graphics: For printed backsheets, the vision system can check for print registration errors, color deviations, or smudges.
The table below contrasts the traditional manual approach with a modern automated vision system, illustrating the profound advantages of the latter.
| Характеристика |
Manual Inspection |
Automated Vision Inspection System |
| Inspection Speed |
1-5 products per minute (spot check) |
Up to 1200+ products per minute (100% inspection) |
| Accuracy |
Subjective, prone to fatigue and human error |
Objective, highly consistent, can detect microscopic flaws |
| Defect Detection |
Major, obvious defects (e.g., missing tab) |
Major, minor, and cosmetic defects (e.g., glue spot, tab skew of 1mm) |
| Response Time |
Slow; identifies trends after waste is produced |
Instantaneous; can trigger immediate rejection of a single product |
| Data Logging |
Manual logs, often incomplete |
Automatic logging of every defect type, time, and position |
| Root Cause Analysis |
Difficult; relies on operator memory |
Data-rich; provides trends and images to quickly find the source |
From Detection to Action: The Closed Loop
The true power of a vision system is realized when it is integrated into a closed-loop control system. When a defect is detected, several actions can occur. For minor, sporadic defects, the system can trigger a rejection mechanism—typically a blast of compressed air—that removes the single faulty diaper from the product stream without stopping the machine. This maximizes efficiency while ensuring that no defective products reach the consumer.
For more serious or repetitive defects, the system can sound an alarm to alert the operator. The operator can then view an image of the defect on a monitor to quickly understand the nature of the problem. Advanced systems can even provide diagnostic suggestions. For example, if the system repeatedly detects that the left fastening tab is skewed upwards, it might suggest that the operator check the alignment of a specific applicator head. This turns the vision system from a simple inspection tool into an intelligent diagnostic partner. As noted in a 2026 guide for equipment buyers, these sophisticated vision systems are a critical innovation for ensuring uncompromising quality control diapermachines.com.
Technique 4: Sensor-Based Process Monitoring and Control
While vision systems are excellent at inspecting the final geometry and appearance of the product, another class of diaper production quality assurance techniques focuses on the unseen forces and conditions within the machine itself. A modern diaper machine is a complex web of moving materials, rotating rollers, and precisely controlled application processes. Maintaining stability within this dynamic system is absolutely necessary for producing a consistent product. This stability is achieved through an extensive network of sensors that continuously monitor key process parameters and feed this data back to the machine's central control system, the Programmable Logic Controller (PLC).
Think of it like the nervous system of the human body. You can walk without consciously thinking about the tension in every muscle or the precise angle of your joints. Your nervous system is handling that automatically, making constant, minute adjustments. Similarly, a well-engineered diaper machine uses its sensor network to automatically compensate for the small variations that are inherent in any mechanical process.
Key Monitored Parameters
- Web Tension Control: The nonwoven fabrics, polyethylene backsheet, and other materials are unwound from large parent rolls. The tension of these "webs" as they travel through the machine is perhaps the single most important process parameter. If the tension is too high, the material can stretch, leading to a finished product that is dimensionally incorrect. If the tension is too low, the web can wander or wrinkle, causing jams and defects. Modern machines use load cells or "dancer" rollers that physically measure the tension and send a signal to the drive motor of the unwind stand, which then speeds up or slows down to maintain a constant tension setpoint.
- Web Guiding: Even with perfect tension control, a web of material can sometimes drift from side to side. Web guiding systems use optical or ultrasonic edge sensors to detect the lateral position of the web. If the web drifts, the system physically moves the unwind stand or an intermediate roller assembly (a "steering guide") to bring it back to the correct position. Without precise web guiding, you would have absorbent cores that are off-center and leg elastics that are not aligned with the edge of the chassis.
- Temperature Control: Adhesives are a critical component, and their properties are highly dependent on temperature. Hot melt adhesive systems are equipped with multiple temperature sensors (RTDs or thermocouples) in the melting tank, the hoses, and the application nozzles. The control system maintains these temperatures within a very narrow band, often ±1°C. A deviation can result in poor bonding, leading to delamination or tabs that fall off.
- Splicing Control: A diaper line runs continuously, 24/7. The large rolls of raw material eventually run out and must be replaced. High-speed machines do this automatically using a "zero-speed splicer." As a roll is about to expire, the machine accumulates a buffer of material (in a "festoon"), allowing the web to momentarily stop at the splice point. A new roll is then automatically joined to the old one with a strip of adhesive tape. Sensors detect the impending end of the roll, the presence of the splice tape, and the success of the splice. A faulty splice can cause a major web break, leading to significant downtime.
These sensor-based control systems work silently in the background, making thousands of micro-adjustments every hour. They are the unsung heroes of quality and efficiency. When evaluating a piece of equipment, like a , it is wise to inquire deeply about the sophistication of its process control systems. A machine with robust, closed-loop control over tension, guiding, and temperature will be far more stable and produce a more consistent product than a machine that relies on manual adjustments by the operator.
Technique 5: Comprehensive Physical and Functional Product Testing
The automated, in-line systems we have discussed—vision systems and process sensors—are designed to control the process of making the diaper. They ensure that the product is assembled correctly according to its design specifications. However, there is another category of diaper production quality assurance techniques that focuses on verifying the function of the finished product. How well does it actually absorb? How strong are the fastening tabs? Is it comfortable and safe against the skin?
These questions cannot be answered by a camera or a tension sensor. They require pulling finished diapers off the line at a regular frequency (e.g., once per hour) and subjecting them to a series of standardized laboratory tests. This off-line testing serves two purposes. First, it provides the ultimate verification that the product meets its performance promises. Second, the data from these tests can be correlated with the in-line process data. If, for example, the lab tests show a gradual decrease in absorption speed, this data might point to a slow degradation in the quality of the fluff pulp or a problem with the core formation unit.
A Standard Battery of Diaper Lab Tests
A well-equipped quality assurance lab for a diaper factory will contain specialized equipment to perform a variety of destructive and non-destructive tests. The table below outlines some of the most common and important ones.
| Test Name |
Purpose |
Key Metrics |
Standard Equipment Used |
| Rewet Test |
Measures the dryness of the topsheet after the diaper has absorbed a liquid insult. |
Grams of moisture transferred back to a stack of filter papers under a standard weight. |
Liquid dispenser, cylindrical weight, analytical balance. |
| Absorption Speed (Strike-Through) |
Measures how quickly the topsheet allows a dose of liquid to pass through into the absorbent core. |
Time in seconds for a standard dose of saline to be absorbed through the topsheet. |
Strike-through plate with electrodes, timer. |
| Absorption Capacity |
Measures the total amount of liquid the diaper can hold before it begins to leak. |
Total grams of liquid absorbed until failure (e.g., the Mespent test). |
Graduated cylinder or pump, tray. |
| Tab Peel Force |
Measures the force required to open and re-fasten the mechanical hook-and-loop tabs. |
Force in Newtons or grams-force for both peel and shear. |
Tensile testing machine with specialized grips. |
| Elastic Tension |
Measures the contractile force of the leg cuff or waistband elastics. |
Force in grams at a specified elongation percentage. |
Tensile testing machine. |
| Core Integrity Test |
Assesses the ability of the wet core to remain intact when subjected to shaking or stress. |
Visual rating on a scale (e.g., 1-5) after being agitated in a "shake test" apparatus. |
Mechanical shaker, observation box. |
The Importance of Standardized Methods
It is not enough to simply perform these tests. They must be performed according to standardized, repeatable methods. Many of these test procedures are defined by industry bodies like EDANA (the European Disposables and Nonwovens Association). Following these standard methods ensures that your results are consistent over time and can be accurately compared to the performance of your competitors' products.
The data generated in the QA lab should be meticulously recorded and analyzed using tools of Statistical Process Control (SPC). Control charts can be used to track the average rewet value or the standard deviation of tab placement over time. When a data point falls outside the established control limits, it signals that a change has occurred in the process, prompting an investigation. This data-driven approach moves quality assurance from a subjective art to an objective science. It provides the quantitative proof that your product is not only made correctly but also performs exceptionally. This combination of in-line process control and off-line performance verification forms a powerful synergy, representing the gold standard of modern diaper production quality assurance techniques.
Technique 6: Data-Driven Predictive Maintenance (Industry 4.0 Integration)
For decades, maintenance in manufacturing plants followed one of two models: reactive maintenance (fixing things when they break) or preventative maintenance (servicing equipment on a fixed schedule, regardless of its actual condition). Reactive maintenance is disastrous for quality, as a machine failure almost always produces a large amount of scrap before the machine is stopped and repaired. Preventative maintenance is better, but it can be inefficient, involving the replacement of parts that are still in good condition or, conversely, failing to prevent a breakdown that occurs before the scheduled service interval.
Today, we are in the era of Industry 4.0, and this has given rise to a far more intelligent approach: predictive maintenance (PdM). Predictive maintenance uses data collected from the production machinery to predict when a component is likely to fail, so that maintenance can be scheduled at the most opportune time—before the failure occurs, but not so early as to be wasteful. This is not just a maintenance strategy; it is one of the most advanced diaper production quality assurance techniques because it directly prevents the quality deviations and downtime caused by unexpected equipment failures.
How Predictive Maintenance Works
The foundation of PdM is the vast amount of data generated by a modern diaper machine. This includes not only the data from the quality sensors (like vision systems) and process sensors (like tension control) but also data from the machine's core components themselves.
- Vibration Analysis: Sensors attached to critical rotating components, like the main drive motor, cutting units, or large bearings, can detect subtle changes in their vibration signature. An increase in vibration at a specific frequency might indicate a bearing that is beginning to wear out.
- Thermal Imaging: Infrared cameras can be used to monitor the temperature of electrical cabinets, motors, and gearboxes. An unusually hot spot can be an early indicator of a failing electrical connection or a lack of lubrication.
- Drive Motor Data: Modern servo motors provide a wealth of diagnostic information. The control system can monitor the amount of current a motor is drawing to perform a specific task. If the current required to rotate a knife cylinder begins to gradually increase over time, it could indicate that the blades are becoming dull and need to be replaced.
- Pneumatic System Monitoring: The performance of the pneumatic system—which powers components like the rejection gate and various applicator arms—can be monitored by tracking air pressure and flow rates. A slow leak or a failing valve can be detected before it causes a malfunction.
This stream of data is fed into a specialized software platform, which may incorporate machine learning algorithms. The software learns the normal operating "fingerprint" of the machine. It can then identify subtle, slow-moving trends that would be invisible to a human operator. When the software detects a deviation that correlates with a known failure mode, it automatically generates a maintenance alert, telling the maintenance team not just that there is a problem, but what the problem is and where it is located.
The Benefits for Quality Assurance
The link between predictive maintenance and quality is direct and profound.
- Preventing Catastrophic Failures: A sudden failure of a cutting unit or a main bearing can damage the product web, cause a machine crash, and result in hours of downtime and massive amounts of scrap. PdM helps to prevent these events entirely.
- Maintaining Process Stability: Many quality parameters are linked to the mechanical condition of the machine. As a cutting blade dulls, the quality of the cut deteriorates, potentially creating loose fibers. As a bearing wears, it can introduce instability into a roller, affecting web tension. By keeping the machine in optimal mechanical condition, PdM ensures a more stable and repeatable process, which is the essence of quality control.
- Optimizing Adjustments: The data from PdM systems can also inform process adjustments. For example, if the system detects that an adhesive applicator is becoming partially clogged (by monitoring the pressure in the feed line), it can alert the operator to perform a cleaning cycle before the problem leads to weak bonds on the product.
Implementing a full-scale predictive maintenance program is a significant undertaking, requiring investment in sensors, software, and training. However, for a manufacturer looking to operate at the highest levels of efficiency and quality, it is no longer an optional luxury. It is a core competency and one of the most impactful diaper production quality assurance techniques for the competitive landscape of 2026.
Technique 7: Integrated End-of-Line Packaging and Sealing Verification
The final stages of the manufacturing process—counting, stacking, and packaging the diapers—are often overlooked from a quality assurance perspective. This is a mistake. The consumer's first physical interaction with your product is not the diaper itself, but its packaging. A poorly sealed bag, an incorrect count, or damage sustained during the packaging process can significantly diminish the consumer's perception of your brand's quality, even if the diapers inside are perfect. Therefore, the final set of diaper production quality assurance techniques we will examine relates to the end-of-line packaging process.
In modern factories, the diaper machine and the packaging machine are no longer separate islands of automation. They are fully integrated into a single, continuous line (Womeng Intelligent Equipment Co., Ltd., 2023). The stream of finished diapers exiting the main machine is fed directly into a stacker, which counts them and arranges them into compressed stacks. These stacks are then inserted into pre-made plastic bags, which are then sealed and discharged. This integration requires its own layer of sophisticated control and quality verification.
Key Quality Checkpoints in Packaging
- Count Accuracy: The most basic quality check is ensuring that every bag contains the correct number of diapers. Modern stackers use optical sensors or gates to count each diaper as it enters. The system cross-references this count before pushing the stack into the bagger. A discrepancy will trigger an alarm or the rejection of the stack.
- Stack Compression and Appearance: The diapers are compressed before being bagged to create a denser, more appealing package for the retail shelf. The compression force and the final dimensions of the stack are controlled process parameters. The vision system can even be extended to this area to check for neatly aligned diapers within the stack. A messy or uneven stack can make the package look unprofessional.
- – Bag Sealing Integrity: The seal on the polybag is absolutely critical. A weak or incomplete seal can allow the bag to open during transit, exposing the diapers to dirt and moisture. It also presents a potential safety hazard for young children. Modern baggers use precisely controlled heat-sealing bars. The temperature, pressure, and dwell time of the sealing process are constantly monitored. Some advanced lines even incorporate secondary inspection systems, such as thermal cameras or ultrasonic sensors, to verify the integrity of every single seal.
- Code and Lot Tracking: Just before or after sealing, each bag is printed with a production date and a lot code. This is the final link in the traceability chain that we began with raw materials. If a consumer reports a problem, this code allows you to trace that specific bag of diapers back to the exact date, time, and machine on which it was produced, providing invaluable data for any root cause investigation.
The Holistic View
Viewing the packaging machine as an integral part of the production line is a hallmark of a mature quality philosophy. It reflects an understanding that quality is defined by the total consumer experience. A manufacturer might produce a diaper with world-class absorbency and fit, but if it arrives in a poorly sealed bag with an incorrect count, the consumer's trust is eroded. By applying the same level of rigor and technological sophistication to the end-of-line processes as is applied to the core-making and chassis assembly, a manufacturer completes the circle of quality. This ensures that the promise of quality made by the brand is delivered intact into the hands of the caregiver. Successful investment in hygiene product machinery hinges on this holistic evaluation, considering everything from the servo motors to the after-sales support and the capacity for a long-term partnership (womengmachines.com, 2026).
Часто задаваемые вопросы (FAQ)
What is the most common cause of quality defects in diaper production? While failures can occur anywhere, a significant percentage of defects can be traced back to two primary areas: inconsistent raw material quality and instability in the web handling process. A flaw in a roll of nonwoven or a deviation in web tension can create a cascade of problems downstream. This is why the first and fourth techniques—rigorous material inspection and robust sensor-based process control—are so foundational.
How can a new manufacturer in a developing market implement these advanced techniques? Implementation should be phased. Start with the fundamentals: establish a strong raw material qualification program and a lab for basic physical testing (Technique 1 & 5). When investing in a машина для производства подгузников, prioritize equipment that has excellent, stable process controls for web handling and core formation (Technique 2 & 4), even if it's a semi-servo machine. As your business grows and your team's technical skills develop, you can then retrofit or invest in more advanced systems like automated vision inspection and predictive maintenance analytics (Technique 3 & 6).
Are fully automated vision inspection systems affordable for smaller operations? The cost of vision systems has decreased significantly over the past decade, making them more accessible. While a comprehensive, multi-camera system is a major investment, manufacturers can start with a more focused system that inspects a few critical-to-quality features, such as tab placement and core position. The return on investment, calculated through reduced scrap and fewer customer complaints, is often much faster than anticipated. Many machine suppliers offer modular vision systems that can be expanded over time.
How much waste should a modern, high-quality diaper line produce? A world-class operation utilizing all the diaper production quality assurance techniques described here can achieve a total waste level (including raw material, splice, and product defect scrap) of under 2%. A more typical but still good performance would be in the 3-4% range. Lines that rely heavily on manual inspection and have poor process control can easily see waste levels exceeding 8-10%, which has a devastating impact on profitability.
What is the role of the machine operator in a highly automated, modern factory? The operator's role shifts from a manual laborer to a process manager or technician. In a factory with advanced automation, the operator is not physically adjusting the machine with wrenches. Instead, they are monitoring the data from the control system (the HMI), responding to alarms from the vision system, analyzing trend charts, and ensuring the machine is supplied with quality-approved raw materials. Their skill set becomes more analytical and technical, and they are a vital part of the quality assurance system.
Can these same quality assurance principles be applied to sanitary pad machine lines? Absolutely. The core principles are identical. A sanitary pad machine also involves handling nonwovens, forming an absorbent core (often without fluff pulp), applying adhesives, and using vision systems for inspection. The specific test methods in the lab will differ (e.g., testing absorption for menstrual fluid simulants), and the specific defect types will be different, but the overall philosophy of process control, material management, and data-driven quality assurance is directly transferable.
How does humidity in the factory affect diaper quality? High humidity, a common challenge in Southeast Asia and parts of South America, can significantly impact quality. It can cause the fluff pulp to clump, leading to poor core formation. It can affect the tackiness and set time of hot melt adhesives, resulting in weak bonds. It can also promote static electricity, which makes handling thin nonwoven materials difficult. Therefore, a comprehensive factory plan must include climate control (HVAC) systems to maintain a stable temperature and relative humidity, which is itself a form of process control.
The Enduring Pursuit of Quality
We have journeyed through the intricate world of diaper production, from the humble roll of raw material to the perfectly sealed package on the retail shelf. We have seen that ensuring quality is not a simple, one-step action but a complex, interwoven philosophy that must permeate every aspect of the manufacturing endeavor. It is a discipline that combines materials science, mechanical engineering, data analytics, and a profound sense of responsibility to the end-user.
The seven diaper production quality assurance techniques we have explored—from material management to predictive maintenance—are not independent strategies but components of a single, integrated system. A weakness in one area will inevitably compromise the strength of the others. A manufacturer who masters these techniques is not merely producing a disposable product; they are building a reputation for reliability, safety, and trust. In the competitive global markets of 2026, it is this trust, underwritten by an unwavering commitment to quality, that will ultimately separate the transient players from the enduring leaders. The pursuit of quality is a continuous journey, and the investment in the knowledge, systems, and machinery to undertake that journey is the wisest investment a manufacturer can make.
Ссылки
Deming, W. E. (2018). Out of the crisis. The MIT Press.
diapermachines.com. (2026, January 28). A practical 2026 buyer's guide: 6 critical advances in diaper manufacturing equipment technology. Retrieved from https://www.diapermachines.com/2026/02/02/2026-diaper-equipment-tech-guide/
Kortschot, M. T. (2017). Design of wood-based composite products. In Comprehensive composite materials II (Vol. 4, pp. 286-302). Elsevier.
Poiana, M.-A., & Alexa, E. (2021). Quality control and non-destructive analysis in the food industry. Foods, 10(9), 2095. https://doi.org/10.3390/foods10092095
Pourmohammadi, H., Maleki, M., & Asl, M. S. (2021). Superabsorbent polymer materials: A review. Journal of Thermoplastic Composite Materials, 34(7), 929–973.
Womeng Intelligent Equipment Co., Ltd. (2023). Professional diaper making machine and diaper production line manufacturers. Retrieved from
womengmachines.com. (2026, January 30). 7 critical factors for your 2026 pad machine investment: An expert checklist. Retrieved from https://www.womengmachines.com/2026-pad-machine-buyers-guide/
Zhong, R. Y., Xu, X., Klotz, E., & Newman, S. T. (2017). Intelligent manufacturing in the context of industry 4.0: A review. Engineering, 3(5), 616-630.