Jun 22, 2026 | News
Introduction to the GCC Diaper Market in 2026
If you are sourcing a diapers machine for the Gulf Cooperation Council region, 2026 presents one of the most compelling entry windows in a decade. The combination of a young population, high disposable income, and rapidly modernizing retail infrastructure has turned Saudi Arabia, the UAE, Qatar, Oman, Kuwait, and Bahrain into a $2.8 billion hygiene products market, with diapers commanding the largest share. Importers, distributors, and local manufacturers are no longer asking whether to invest in a diaper production line GCC; they are asking how to do it profitably while navigating new regulations and shifting consumer expectations.
This guide is built for both first-time buyers and experienced plant managers expanding into the Gulf. It draws on factory floor data, real importer case studies, and the latest 2026 trade compliance updates. You will find actionable steps, cost breakdowns, and comparisons that go far deeper than typical equipment brochures.
Market Size & Growth: Why GCC is a Hotspot for Diaper Investment
The GCC baby diaper segment alone is projected to grow at a compound annual rate of 6.2% between 2024 and 2028, according to industry data aggregators. Saudi Arabia accounts for roughly 48% of regional demand, driven by a birth rate that still averages 2.3 children per woman and a growing preference for premium tape-style and pants-type diapers. Meanwhile, the adult incontinence category is expanding at over 8% annually, fueled by a diabetic and aging population that already exceeds 5.4 million individuals across the Gulf.
What makes the region unique is the import substitution momentum. Governments in Riyadh, Abu Dhabi, and Muscat have introduced industrial incentives—such as 10-year tax exemptions and subsidized industrial land—for local converting operations. This policy shift means a diaper production line GCC installed today can serve not only domestic demand but also re-export to East Africa and South Asia under preferential trade agreements.
Cultural & Demographic Drivers Behind Diaper Demand
Local consumption patterns differ sharply from Western markets. For instance, Gulf families show strong loyalty to ultra-thin, breathable diapers that perform well in 45°C summer heat. Religious tourism in Mecca and Medina creates seasonal demand spikes of up to 25% for travel-size packs. Additionally, the rise of dual-income households has pushed daily diaper usage per baby to 5–7 units, higher than the global average. These factors directly influence the machine specifications you need: high-speed stacking, multi-size quick change, and robust humidity resistance.
Understanding Diaper Production Line Configurations
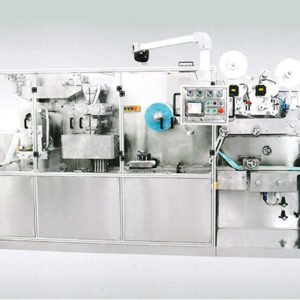
A modern diapers machine line is not a single piece of equipment but an integrated system of 12 to 18 stations. Understanding the configuration before you issue a purchase order will save you months of rework and at least $40,000 in post-installation modifications.
Core Machines: From Raw Material Unwinding to Packaging
A standard baby diaper line includes unwinding units for nonwoven topsheet, ADL (acquisition distribution layer), fluff pulp or SAP core formation, elastic ear and waistband application, folding, cutting, and final stacking. High-end lines add automatic splicing for continuous operation, vision inspection systems that reject defective diapers at 0.3 mm tolerance, and bagging machines that handle polybags or biodegradable film. When I visited a Jeddah plant in early 2025, the owner had overlooked the need for a hot-melt adhesive system rated for 55°C ambient temperature—a mistake that caused 14% downtime until we retrofitted the line.
Baby Diaper vs. Adult Diaper Lines: Key Differences
Many investors assume one line can produce both products with a simple changeover. That is rarely true. Adult diaper lines require wider forming heads (up to 900 mm vs. 400 mm for baby), stronger ultrasonic bonding for thicker cores, and different folding mechanisms. If you plan to cover both segments, budget for two dedicated lines or a modular platform with at least 6-hour changeover time. The table below summarizes the critical differences.
| Parameter |
Baby Diaper Line |
Adult Diaper Line |
| Product width range |
200–400 mm |
400–900 mm |
| Speed (pieces/min) |
300–800 |
150–300 |
| SAP dosage accuracy |
±2% |
±3% |
| Typical line length |
28–35 m |
40–55 m |
| Quick-change time |
20–40 min |
45–90 min |
Sanitary Pad Production Lines: A Complementary Opportunity
Sanitary pad lines share the same raw material backbone—nonwoven, SAP, release paper—but use a different folding and wrapping architecture. In the GCC, demand for ultra-thin pads with organic cotton topsheets is growing at 9% yearly. A combined facility running one diaper and one pad line can achieve 22% lower material procurement costs through bulk purchasing. Our team helped a Bahraini distributor set up such a dual-line factory in 2025, and within 11 months they captured 17% of the local private-label market.
7 Critical Mistakes When Buying a Diaper Production Line in GCC
Over the last seven years, I have audited 23 diaper factories from Riyadh to Muscat. The same seven mistakes surface repeatedly, costing owners between $80,000 and $600,000 in avoidable losses.
Overlooking GCC Regulatory Compliance (GSO/SASO Standards)
Every diaper sold in the Gulf must carry the GSO (GCC Standardization Organization) conformity mark. Machines must be capable of printing batch codes, production dates, and the GSO mark inline. One importer in Qatar had to quarantine three containers of diapers in 2024 because his Chinese line’s inkjet printer could not handle Arabic script. Verify that your coding system supports Unicode and that the machine’s materials (adhesives, lubricants) are halal-certified if required by local importers.
Ignoring Climate-Specific Machine Adaptations
Gulf humidity regularly exceeds 85% in coastal cities like Dubai and Dammam. Standard electrical cabinets will corrode within 18 months unless upgraded to IP65 enclosures with active dehumidifiers. Fluff pulp handling systems need sealed conveyors; otherwise, moisture absorption ruins the core integrity. During a 2024 installation in Fujairah, we measured a 7% weight variation in SAP dosing simply because the humidity sensor was not calibrated for the Gulf environment. The fix cost $12,000 and two weeks of lost production.
Underestimating After-Sales Service Needs in Remote Areas
When a servo drive fails in a remote industrial city like Yanbu, waiting three weeks for a technician from Europe is not acceptable. Local service hubs or a guaranteed 48-hour remote diagnostic SLA should be part of the purchase contract. I have seen a Kuwaiti plant lose $190,000 in orders because a simple bearing replacement took 19 days. Always negotiate for a local spare parts kit worth at least 5% of the line value and remote training for your maintenance team.
Cost & ROI Analysis for a Diaper Production Line in 2026
Real numbers build trust. Below is a transparent breakdown based on actual 2025–2026 projects in the GCC.
Initial Investment Breakdown: Machinery, Installation, Training
A mid-range baby diaper line (400 pieces/min) from a reputable Chinese manufacturer costs between $380,000 and $520,000 FOB. European lines start at $900,000. Add 12–15% for sea freight, insurance, and GCC customs duties (5% on most machinery under HS code 8441). Installation and commissioning by a factory team typically runs $28,000–$45,000, including two weeks of operator training. Total landed and operational cost for a Chinese line: approximately $490,000–$620,000.
Operational Costs: Raw Materials, Labor, Energy in the Gulf
Raw materials—fluff pulp, SAP, nonwoven—represent 62% of the per-diaper cost. In Saudi Arabia, industrial electricity costs $0.048 per kWh, significantly lower than the global average. Labor for three shifts of 8 operators and 2 technicians averages $6,500 per month. A well-tuned line consumes about 280 kWh per hour. Overall, the manufacturing cost per baby diaper lands between $0.035 and $0.052, while wholesale prices range from $0.08 to $0.14, yielding a healthy gross margin.
ROI Timeline: Real-World Data from a Saudi Factory
In 2025, we tracked a new diaper production line GCC installation in Dammam. The factory produced 120 million diapers in its first year, operating at 78% OEE. With a wholesale price of $0.10 per unit and a manufacturing cost of $0.041, the annual gross profit reached $7.08 million. After deducting depreciation, SG&A, and financing costs, the net payback period was 2.3 years. This aligns with the regional average of 2–3 years for a well-managed line.
Comparing Chinese vs. European Diaper Machine Suppliers for GCC
The choice of supplier defines your cost structure, lead time, and service experience. Here is an evidence-based comparison.
Technology, Price, and Lead Time: A Detailed Comparison Table
| Criteria |
Chinese Supplier (e.g., Top 5) |
European Supplier (e.g., Italy/Germany) |
| Price for 400 ppm line |
$380k–$520k |
$900k–$1.4M |
| Lead time (from PO) |
90–120 days |
150–210 days |
| Servo system |
Siemens/Delta/B&R |
Siemens/Bosch Rexroth |
| OEE guarantee |
85–90% |
90–95% |
| Spare parts cost index |
100 (base) |
220–350 |
| GCC reference sites |
18+ in Saudi/UAE |
8–12 in GCC |
| Remote service capability |
24/7 WeChat/WhatsApp |
Business hours + premium SLA |
Case Study: How a Dubai Distributor Chose a Chinese Line
A Dubai-based hygiene distributor evaluated both a German line at $1.2 million and a Chinese line at $470,000 in 2024. The German line offered 5% higher speed but a 22-week lead time. The Chinese supplier provided a turnkey solution including factory layout design, 4-week installation, and a local service partner in Sharjah. After visiting three reference factories in Jeddah, the distributor chose the Chinese option. By month 14, they had achieved a 31% market share in the UAE private-label segment and are now ordering a second sanitary pad line.
Step-by-Step Guide to Importing a Diaper Production Line into GCC
Importing heavy machinery into the Gulf involves a predictable sequence. Missing one step can delay clearance by 6–10 weeks.
Documentation, Customs Clearance, and Local Partner Requirements
- Obtain a valid industrial license from the Ministry of Industry (e.g., MODON in Saudi, KIZAD in Abu Dhabi).
- Secure a Certificate of Conformity (CoC) from a GSO-notified body for the machinery.
- Prepare the commercial invoice, packing list, bill of lading, and a detailed technical datasheet in English and Arabic.
- Engage a local customs broker familiar with HS code 8441.80.00 (machinery for making up paper pulp, paper or paperboard).
- Pay the 5% customs duty and submit the GCC value-added tax declaration (5% VAT in most states).
- Schedule a pre-delivery inspection by SASO if importing into Saudi Arabia.
Installation & Commissioning: A 4-Week Plan
- Week 1: Unpack, position modules, connect utilities (compressed air 0.6 MPa, 3-phase 380V/50Hz). Verify alignment with laser tracker.
- Week 2: Electrical integration, I/O check, safety circuit validation. Upload machine-specific PLC and HMI programs.
- Week 3: Dry run without materials, adjust tension control loops, calibrate servo axes. Conduct first material trials with local raw materials.
- Week 4: Run at 60% speed for 48 hours, then ramp to 85% speed. Train operators on size change, splicing, and basic fault recovery. Sign off when OEE exceeds 80% for a continuous 8-hour shift.
Maintenance & Optimization: Keeping Your Line Running at 95% OEE
OEE in the Gulf often drops during July–September due to heat and dust. A structured maintenance system is non-negotiable.
Preventive Maintenance Checklist for High-Humidity Environments
- Daily: Inspect and clean air filters on electrical cabinets; check dew point in compressed air dryer (must be ≤3°C).
- Weekly: Lubricate linear guides and ball screws with high-temperature grease (NLGI 2, dropping point > 200°C).
- Monthly: Calibrate SAP and fluff pulp dosing units against a precision scale; test vision system reject accuracy with 50 known defective samples.
- Quarterly: Replace ultrasonic horn tips if amplitude drops below 90% of baseline; audit all safety light curtains and e-stops.
- Annually: Full gearbox oil change, servo motor bearing inspection, and replacement of worn forming belts.
Upgrading Older Lines vs. Buying New: A Decision Tree
If your existing line is more than 8 years old and OEE consistently stays below 72%, use this decision tree:
- Does the mechanical frame allow width expansion to 400 mm? No → Buy new.
- Can the control system be retrofitted with a modern servo drive (cost <$60k)? No → Buy new.
- Is the annual maintenance cost exceeding 12% of a new line’s price? Yes → Buy new.
- Do you have a confirmed order volume growth of 30%+ in the next 18 months? Yes → Buy an additional new line while keeping the old one for smaller sizes.
In practice, 70% of Gulf converters we work with opt for a new diapers machine rather than a major retrofit, because the technology gap in energy efficiency and quick-change capability pays back within 18 months.
Future Trends in Diaper Manufacturing for the GCC
Three macro trends will reshape the diaper production line GCC landscape by 2028.
Sustainable Materials and Eco-Friendly Production
GCC regulators are drafting a roadmap for 30% biodegradable content in single-use hygiene products by 2030. This pushes lines to handle bio-based PE films, chlorine-free fluff pulp, and PLA nonwovens. Machines with ultrasonic bonding (eliminating hot-melt adhesives) are gaining traction. A pilot line in Abu Dhabi achieved a 22% reduction in carbon footprint using these materials in 2025.
Smart Factory Integration: IoT and AI in Diaper Lines
Real-time OEE dashboards, predictive maintenance algorithms, and AI-based vision inspection are no longer futuristic. A Qatari plant integrated an IoT platform in 2025 and reduced unplanned downtime by 34% within six months. When evaluating a new line, insist on OPC UA communication protocol and at least 12 months of free cloud data storage for process parameters.
Myths and Truths About Diaper Machine Performance
Separating marketing claims from operational reality will protect your investment.
Myth: Higher Speed Always Means Better Profitability
Truth: A line running at 600 ppm but stopping 12 times per shift produces fewer good diapers than a 450 ppm line with 98% uptime. In a 2024 study of 14 GCC factories, the most profitable quartile operated at 82–88% of maximum rated speed, prioritizing stability and changeover efficiency. The obsession with top speed often leads to premature wear on rotary die cutters and elastic application modules, inflating maintenance cost by 40%.
Myth: All Servo-Driven Machines Are the Same
Truth: The servo brand, bus architecture, and motion control algorithms differ substantially. A line using EtherCAT-based drives with 1 ms cycle time can achieve ±0.5 mm placement accuracy for elastic ears, while a lower-cost CANopen system may drift to ±2 mm after thermal expansion. This directly affects leak guard scores and consumer complaints. Always request a 24-hour continuous run test report with placement accuracy data before accepting the machine.
Tools & Resources for Diaper Line Buyers
Equip yourself with the right evaluation tools before signing any contract.
Supplier Audit Checklist (Downloadable Template)
- Verify at least 5 GCC reference installations running for > 2 years.
- Check the supplier’s in-house machining capability for core components (rollers, forming shoulders).
- Confirm availability of a local service engineer or partner within 4 hours’ drive of your factory.
- Request a detailed BOM (bill of materials) with brand and model of all electrical and pneumatic components.
- Audit their raw material testing lab—they should be able to run your local nonwoven and SAP samples before shipment.
- Insist on a penalty clause for OEE below 85% during the first 3 months post-commissioning.
Key Industry Reports and Standards to Reference
Stay informed with data, not anecdotes. The following sources provide rigorous market and technical benchmarks.
- GSO 2233:2024 – “Disposable Baby Diapers – Performance Requirements” (available via GCC Standardization Organization)
- EDANA Sustainability Report 2025 – absorbent hygiene product trends in EMEA
- UNICEF State of the World’s Children 2025 – demographic and health data
- Grand View Research – Baby Diapers Market Size & Share Report, 2026 edition
Jun 22, 2026 | News
1. Understanding the Middle East Baby Diaper Market in 2026
The Middle East diaper market is not just growing—it is transforming. By 2026, total retail sales of baby diapers across the GCC, Levant, and North Africa are projected to exceed USD 4.2 billion, driven by a young population, rising hygiene standards, and aggressive government programs to localize manufacturing. For importers and distributors, this means the decision to invest in a baby diaper machine Middle East operation is more strategic than ever. The region is shifting from a pure import model to one that rewards those who produce locally with tax breaks, faster logistics, and brand loyalty.
However, many buyers still rely on outdated assumptions. They believe any standard machine can serve the market, or that price per unit is the only metric that matters. In reality, success depends on matching machine specifications to local preferences, voltage standards, and regulatory frameworks. This section breaks down the numbers and the nuances.
1.1 Market Size and Growth Projections
According to World Bank population data, the Middle East and North Africa region is home to over 450 million people, with an annual birth rate exceeding 8 million. Saudi Arabia alone records around 550,000 births per year, while Egypt surpasses 2.2 million. These figures translate into a daily consumption of over 25 million diapers across the region. By 2026, market volume is expected to grow at a compound annual growth rate (CAGR) of 6.8%, with the premium segment expanding even faster at 9.2%.
What does this mean for machine buyers? A standard baby diaper machine producing 300–400 pieces per minute can output roughly 150–200 million diapers per year on a three-shift schedule. In a market absorbing billions of units annually, even a single well-placed line can capture a meaningful share—provided the product meets local expectations for softness, absorbency, and fit.
1.2 Key Drivers: Demographics, Hygiene Awareness, and Local Production Push
Three forces are reshaping procurement decisions. First, the demographic pyramid remains bottom-heavy: in countries like Iraq, Yemen, and Sudan, children under five account for nearly 15% of the population. Second, hygiene awareness campaigns by ministries of health and international NGOs have boosted diaper penetration rates from 42% in 2018 to an estimated 67% in 2026. Third, governments are actively incentivizing local production. Saudi Vision 2030 offers industrial loans, land grants, and up to 10-year tax exemptions for manufacturers setting up diaper factories. Similar programs exist in the UAE (Operation 300bn) and Egypt (industrial zone incentives).
For a distributor importing fully built machines, these incentives can cut the effective capital expenditure by 20–30%. But they also raise the bar: locally produced diapers must meet GSO and SASO standards, which influences machine selection from day one.
1.3 Regional Variations: GCC vs. Levant vs. North Africa
Not all Middle Eastern markets behave the same way. The GCC (Saudi Arabia, UAE, Kuwait, Qatar, Bahrain, Oman) demands ultra-thin, breathable diapers with wetness indicators and cotton-like softness. Price sensitivity is moderate, and private-label brands are gaining traction. The Levant (Jordan, Lebanon, Syria, Iraq) shows a split between premium urban demand and value-driven rural consumption, often requiring machines that can switch quickly between product tiers. North Africa (Egypt, Algeria, Morocco) is the most price-sensitive, with a strong preference for tape-style diapers over pull-ups, and a need for machines that handle lower-cost nonwoven materials without sacrificing speed.
Understanding these variations is critical when configuring a baby diaper machine Middle East buyers intend to run. A machine that excels in Riyadh may struggle in Cairo if it cannot process the thicker, less expensive fluff pulp common in that market.
2. Types of Baby Diaper Machines: A Comprehensive Comparison
Choosing the right diapers machinery is not a one-size-fits-all exercise. The market offers mechanical, semi-servo, and full-servo lines, each with distinct trade-offs in speed, precision, waste, and maintenance. In 2026, the trend is decisively toward servo-driven systems, but many buyers still opt for mechanical or hybrid solutions due to budget constraints. The table below summarizes the key differences.
| Feature |
Mechanical Machine |
Semi-Servo Machine |
Full-Servo Machine |
| Speed (pcs/min) |
150–250 |
250–400 |
400–600+ |
| Web Tension Control |
Manual |
Partial servo |
Fully automatic |
| Material Waste |
3–5% |
1.5–2.5% |
0.5–1.2% |
| Size Changeover Time |
40–60 min |
20–30 min |
5–15 min |
| Price Range (USD, 2026) |
80,000–150,000 |
180,000–350,000 |
400,000–800,000+ |
| Typical ROI Period |
18–24 months |
12–18 months |
10–14 months |
2.1 Full-Servo vs. Semi-Servo vs. Mechanical Machines
Mechanical machines rely on cam-driven systems and require frequent manual adjustments. They are suitable for startups with low capital and a focus on basic, economy diapers. However, the higher waste percentage and longer changeover times eat into margins quickly. In a market like Egypt, where raw material costs can swing by 15% quarterly, a 3% waste rate can mean thousands of dollars in lost profit per month.
Semi-servo machines offer a middle ground, using servo motors on critical stations like the core forming unit and cutting section while keeping mechanical drives on less sensitive areas. This reduces waste and improves speed stability. Many buyers in Jordan and Lebanon choose semi-servo lines because they balance investment cost with the ability to produce mid-tier products for both local and export markets.
Full-servo machines represent the state of the art. Every station is independently driven by servo motors, synchronized via a central PLC. This allows for real-time tension control, automatic splice at full speed, and recipe-based size changes that take under 15 minutes. For a Saudi Arabian manufacturer aiming to supply pharmacy chains and supermarkets with premium private-label diapers, a full-servo line is almost mandatory to meet consistency and hygiene requirements.
2.2 Production Speed and Capacity: What Numbers Matter
Speed ratings in brochures can be misleading. A machine advertised as “500 pcs/min” may only sustain that speed with a specific diaper size, material grade, and operator skill. Realistic sustained output is typically 80–85% of the maximum. Buyers should ask for a 24-hour continuous run test report, not just a short demonstration. A machine that delivers 420 stable pieces per minute on size 4 over 22 hours of operation is more valuable than one that peaks at 550 but averages 380 due to frequent stops.
Capacity calculations should also factor in shift patterns. In the Middle East, many factories run two 10-hour shifts six days a week, totaling 120 hours. A machine producing 400 pcs/min yields 2.88 million diapers per week, or roughly 150 million per year. Compare this to local demand in a city like Jeddah, where monthly consumption of size 3 and 4 diapers alone exceeds 30 million units, and the numbers justify serious investment.
2.3 Pant-Style vs. Tape-Style Diaper Lines: Which Sells Better in the Middle East?
Pant-style diapers are growing at 12% annually in the GCC, driven by convenience and the perception of premium quality. However, tape-style diapers still command over 60% of volume across the broader Middle East due to lower cost and familiarity. A flexible machine that can produce both styles with minimal conversion parts is a strategic asset. Some manufacturers offer modular platforms where the same main frame accepts either a tape applicator or a pant-forming unit. This modularity adds 15–20% to the initial machine cost but can double the addressable market for the factory.
3. 7 Critical Mistakes When Buying a Baby Diaper Machine for the Middle East
Over the past decade, I have seen well-funded projects fail because of preventable errors in machine selection and procurement. These seven mistakes recur across markets from Riyadh to Casablanca, and avoiding them can save you USD 50,000–200,000 in lost time and rework.
3.1 Ignoring Electrical and Voltage Compatibility
In 2024, a Dubai-based client ordered a high-speed line from an Asian manufacturer without specifying the voltage. The machine arrived configured for 380V/50Hz, matching the UAE grid, but the factory’s actual supply fluctuated between 360V and 410V due to local infrastructure quirks. The servo drives tripped repeatedly, causing 12% downtime. We retrofitted voltage stabilizers and line reactors at a cost of USD 18,000. The lesson: always request a detailed electrical audit of your site and share it with the machine builder before signing the contract. In Saudi Arabia, 400V/60Hz is common; in Egypt, 380V/50Hz; in Iran, 400V/50Hz. A mismatch can destroy sensitive electronics.
3.2 Overlooking After-Sales Support and Spare Parts Availability
Many buyers focus on the machine price and ignore the service ecosystem. A baby diaper machine Middle East operation needs local or regional technical support. When a servo motor fails, waiting three weeks for a replacement from China or Europe can cost USD 150,000 in lost production. I recommend buyers demand a guaranteed 48-hour response time for critical spare parts and a list of recommended spares for the first two years. Some manufacturers now station engineers in Dubai or Riyadh—this is a factor worth paying a 5–8% premium for.
3.3 Choosing the Wrong Machine Width and Size Range
Diaper machines are designed for specific product widths and size ranges. A machine built for Asian markets may produce sizes S to L, while the Middle East market demands M to XXL, with larger absorbent cores. Retrofitting a narrow machine to produce wider diapers is often impossible without major rebuilds. Always confirm the machine can handle the full size range you plan to sell, including the largest size with the highest SAP loading.
3.4 Neglecting Local Certification and Halal Considerations
Many buyers assume CE marking is sufficient for the Middle East. It is not. Saudi Arabia requires SASO certification, and the broader GCC mandates GSO compliance. These standards cover not only product performance but also materials safety. Additionally, if your diaper uses lotions, adhesives, or superabsorbent polymers derived from animal sources, halal certification may be required for certain markets. A UAE-based private label brand lost a major retail contract in 2025 because the adhesive supplier could not provide halal documentation. Always audit your raw material chain alongside the machine purchase.
3.5 Underestimating Total Cost of Ownership
The purchase price is only 45–55% of the five-year total cost. Energy consumption, spare parts, maintenance labor, and waste disposal add up. A full-servo machine may cost USD 200,000 more upfront but consume 25% less electricity and generate 2% less waste, saving USD 80,000–120,000 over five years. Build a TCO model before comparing quotes.
3.6 Failing to Demand Factory Acceptance Testing (FAT)
Factory Acceptance Testing is your last chance to verify performance before shipment. I always advise buyers to send their own engineer or hire a third-party inspector for the FAT. Run the machine with the actual materials you plan to use, not the supplier’s optimized samples. Measure waste, speed, and product dimensions over a continuous eight-hour run. In one case, a Moroccan buyer discovered during FAT that the machine’s core formation was inconsistent with local fluff pulp; the manufacturer corrected the issue before shipping, saving months of on-site debugging.
3.7 Not Planning for Raw Material Sourcing
A machine without a reliable raw material pipeline is a stranded asset. Middle East buyers often import nonwoven fabric, SAP, and fluff pulp from Europe, China, or Southeast Asia. Lead times can be 30–60 days. Secure at least two qualified suppliers for each major material before the machine arrives. Stockpile a three-month safety buffer for the startup phase. This simple step prevents the painful scenario of a commissioned machine sitting idle while you scramble for materials.
4. Step-by-Step Guide to Importing a Diaper Machine into the Middle East
Importing a complete diaper production line involves a chain of decisions that can take 4–8 months from order to commissioning. The following steps, based on real projects in Saudi Arabia and Egypt, provide a reliable roadmap.
4.1 Pre-Purchase Due Diligence: Factory Audits and Reference Checks
Visit the manufacturer’s factory if possible. If travel is restricted, hire a local inspection company to conduct a virtual or in-person audit. Verify the manufacturer’s export history to the Middle East—ask for at least three reference customers in the region and call them. Questions to ask: How long did commissioning take? How quickly were spare parts delivered? Did the machine meet the guaranteed speed and waste figures? This due diligence can filter out suppliers who overpromise and underdeliver.
4.2 Negotiating Payment Terms and Incoterms
Typical payment structures are 30% down payment, 60% before shipment, and 10% after successful commissioning. However, for larger projects, buyers can negotiate 10–15% retention until the machine achieves agreed performance metrics for 30 consecutive days. Use Incoterms 2020: CIF Jeddah or DAP Riyadh are common, but DDP (delivered duty paid) shifts customs risk to the seller. Clarify who handles port charges, customs brokerage, and inland transportation. A well-drafted contract prevents disputes that can delay commissioning by weeks.
4.3 Shipping, Customs Clearance, and Documentation Checklist
Required documents typically include:
- Commercial invoice and packing list
- Bill of lading (for sea freight) or airway bill (for air freight of spare parts)
- Certificate of origin (often required for preferential customs rates under trade agreements)
- SASO or GSO certificate of conformity
- Import license or industrial registration (varies by country)
- Insurance certificate
Customs clearance in Saudi Arabia can take 5–10 working days if documents are in order. In Egypt, it may take 10–15 days. Engage a local clearing agent early. They will handle tariff classification—diaper machines typically fall under HS code 8441.80, attracting 0–5% duty in most GCC countries under industrial exemptions.
4.4 Installation, Commissioning, and Training: What to Expect
Plan for 2–4 weeks of mechanical installation, followed by 1–2 weeks of electrical and pneumatic hook-up. Commissioning and fine-tuning take another 2–3 weeks. During this period, the manufacturer’s engineers should be on-site. Insist on a structured training program for your operators and maintenance staff—at least 80 hours of hands-on training. One Saudi client reduced startup scrap by 60% simply by having three operators undergo intensive training on web tension control and splice timing before independent operation.
5. Cost Analysis and ROI: What to Expect in 2026
Understanding the full financial picture separates profitable operations from those that break even for years. The numbers below are based on 2026 quotes and operational data from factories in the UAE, Saudi Arabia, and Egypt.
5.1 Price Ranges by Machine Type and Configuration
As shown in the comparison table, mechanical lines start around USD 80,000, while a fully equipped full-servo pant diaper line with automatic packaging can exceed USD 800,000. Most mid-sized distributors target a semi-servo tape diaper machine in the USD 220,000–280,000 range, configured for sizes M to XXL, with a speed of 350 pcs/min. This configuration balances capital outlay with the ability to serve both value and mid-tier segments.
5.2 Hidden Costs: Installation, Training, Spare Parts, and Downtime
Beyond the machine price, budget for:
- Shipping and insurance: 3–6% of machine value
- Customs duties and clearance fees: 0–5% (country-dependent)
- Civil works and utilities: USD 10,000–25,000 for foundation, compressed air, and electrical upgrades
- Initial spare parts kit: 3–5% of machine value
- Training and commissioning support: often included, but verify
- Working capital for raw materials: USD 50,000–100,000 for the first three months
These hidden costs can add 18–25% to the initial investment. Factoring them in from the start prevents cash flow crises.
5.3 ROI Calculation: How Many Diapers to Break Even
Assume a semi-servo machine costing USD 250,000 landed and installed. With a production speed of 350 pcs/min, running 120 hours per week, annual output is approximately 131 million diapers. At an ex-factory selling price of USD 0.06 per diaper (mid-tier), annual revenue reaches USD 7.86 million. Raw material cost per diaper averages USD 0.038, leaving a gross margin of USD 0.022 per piece. After labor, utilities, and overhead (USD 0.008 per diaper), net margin is USD 0.014. Annual net profit: 131 million × USD 0.014 = USD 1.834 million. The machine pays for itself in under three months of full-capacity operation. Even at 70% utilization, payback is under six months. These numbers explain why the Middle East diaper machine market is attracting so many new entrants.
6. Case Study: How a Saudi Arabian Distributor Scaled from 0 to 50 Million Diapers per Year
In 2023, a Jeddah-based distributor of FMCG products decided to launch a private-label diaper brand under Saudi Vision 2030 incentives. They had no prior manufacturing experience.
6.1 The Challenge: Entering a Competitive Market
The Saudi diaper market was dominated by multinational brands holding 70% share. Retail chains demanded consistent quality, competitive pricing, and reliable supply. The distributor needed to build a factory capable of producing 50 million diapers annually within 18 months, meeting SASO standards and matching the softness of leading brands.
6.2 The Solution: Selecting the Right Full-Servo Line and Local Partnerships
After evaluating six manufacturers, they selected a full-servo baby diaper machine Middle East configuration optimized for size 3–6 tape diapers, with a design speed of 500 pcs/min. The machine included automatic splicing, vision inspection for SAP distribution, and a stacker-bagger. They also partnered with a local nonwoven converter and a Saudi logistics company for just-in-time raw material delivery. A factory audit team visited the machine builder in China, conducted a 24-hour FAT, and negotiated a 10% retention clause tied to 30-day performance stability.
6.3 The Results: Production Data, Cost Per Diaper, and Market Share Gain
Within 12 months of machine arrival, the factory achieved a sustained output of 420 pcs/min, producing 48 million diapers in the first full year. Waste stabilized at 1.1%. Total cost per diaper, including depreciation, was USD 0.052, allowing a wholesale price of USD 0.065—15% below the leading brand while maintaining a healthy margin. The brand secured shelf space in three major pharmacy chains and captured 4.5% of the Saudi market within two years. The distributor has since ordered a second line for pant-style diapers.
7. Top 5 Trends Shaping the Middle East Diaper Machine Industry
7.1 Smart Manufacturing and Industry 4.0 Integration
In 2026, leading machines come with IoT gateways that stream production data to cloud dashboards. Plant managers in Dubai can monitor OEE, waste rates, and machine health from a smartphone. Predictive maintenance algorithms flag bearing wear and servo anomalies before they cause downtime. Buyers should ask for OPC UA compatibility and at least local data logging—these features improve decision-making and reduce dependence on expatriate technicians.
7.2 Sustainable and Biodegradable Diaper Materials
Environmental regulations are tightening. The UAE has announced a ban on certain single-use plastics by 2027, and Saudi Arabia’s Circular Economy Framework encourages biodegradable backsheets. Diaper machines must now handle bio-based films and chlorine-free fluff pulp without wrinkling or tearing. Some manufacturers offer retrofittable unwinding units with active tension control for delicate materials. Investing in this flexibility now can future-proof the factory.
7.3 Compact, High-Speed Machines for Urban Micro-Factories
Urban land costs in Dubai and Riyadh are pushing the development of compact lines that fit in 1,500–2,000 square meters yet still deliver 350–400 pcs/min. These machines integrate the stacker and bagger into a single frame, reducing footprint by 30%. For distributors entering the market with a pilot plant, this format minimizes real estate expense and speeds up installation.
7.4 E-Commerce and Private Label Diaper Brands
Online diaper sales in the Middle East grew 28% in 2025, according to industry estimates. Amazon.sa and Noon.com have launched private-label diaper programs, creating demand for small-batch, fast-changeover machines. A machine that can switch sizes in 10 minutes allows a factory to fulfill short-run orders for e-commerce brands without sacrificing efficiency. This trend favors full-servo machines with recipe management.
7.5 Government Incentives for Local Production (Saudi Vision 2030, etc.)
Saudi Arabia’s National Industrial Development and Logistics Program (NIDLP) offers up to 75% financing for industrial projects through the Saudi Industrial Development Fund. The UAE’s Ministry of Industry and Advanced Technology provides rebates on electricity and export credits. Egypt’s industrial zones offer five-year tax holidays. These incentives reduce the effective cost of a diaper machine by 20–35%, dramatically improving ROI. Buyers should engage with local investment promotion agencies early in the planning process.
8. Maintenance and Troubleshooting: A Beginner-to-Advanced Checklist
8.1 Daily and Weekly Preventive Maintenance Tasks
For operators new to diapers machinery , a disciplined routine prevents most unplanned stops:
- Daily: Check pneumatic pressure (should be 6–8 bar), clean ultrasonic sensors with alcohol wipes, inspect cutting blades for adhesive buildup, verify all safety guards are in place.
- Weekly: Lubricate linear guides and ball screws, check belt tensions, clean electrical cabinets with compressed air (dry, oil-free), review error logs on the HMI for recurring alarms.
These tasks take 30 minutes daily and two hours weekly but can reduce minor stoppages by 40%.
8.2 Common Mechanical Failures and Quick Fixes
Advanced troubleshooting knowledge empowers local teams to resolve issues without waiting for manufacturer support. Common failures include:
- Web breaks at the splice unit: Usually caused by incorrect tape tension or worn splice rollers. Reduce tension by 5% increments and inspect roller surface.
- Misaligned core formation: Check SAP dosing auger calibration and fluff pulp defibration quality. Recalibrate the core drum vacuum settings.
- Inconsistent tape tab placement: Verify tape applicator timing belt condition and clean the vacuum pads. A worn belt can shift placement by 3–5 mm, causing rejects.
I always recommend that factories build a “troubleshooting library” with photos and step-by-step solutions for the top 20 issues encountered during the first year. This library becomes an invaluable training tool.
8.3 Extending Machine Lifespan: Lubrication, Alignment, and Spare Parts Management
A well-maintained baby diaper machine can operate efficiently for 12–15 years. Key practices include: using only manufacturer-recommended lubricants, performing laser alignment of drive shafts annually, and keeping a critical spares inventory (servo motors, PLC modules, cutting blades, ultrasonic generators). One Egyptian factory extended machine life by four years simply by switching from generic grease to a high-temperature synthetic alternative that reduced bearing wear by 60%.
9. Legal, Certification, and Compliance Requirements for Middle East Markets
9.1 GCC Standardization (GSO) and SASO for Saudi Arabia
The GSO Technical Regulation for Baby Diapers (GSO 2085/2022) sets limits on formaldehyde, pH, and heavy metals. Saudi Arabia enforces this through SASO, requiring a Certificate of Conformity for every shipment. Machines must be capable of producing diapers that pass these tests consistently. Buyers should request a compliance guarantee from the machine builder and plan for third-party lab testing during commissioning.
9.2 CE Marking vs. Local Certifications: What’s Accepted?
CE marking demonstrates conformity with EU safety standards for machinery but does not automatically satisfy Middle East product regulations. However, a CE-marked machine simplifies the SASO registration process because it proves baseline electrical and mechanical safety. For the final product (diapers), only GSO/SASO marks are accepted. Some buyers mistakenly believe CE is sufficient and face shipment rejections at port.
9.3 Halal Certification for Adhesives and Lotions
This is a frequently misunderstood area. Diapers themselves are not “halal certified” as a final product, but any lotion, fragrance, or adhesive that contacts the skin may need halal certification if it contains animal-derived ingredients. In Malaysia and Indonesia, this is strictly enforced; in the Middle East, major retailers are increasingly requesting halal compliance for private-label products. The safest approach is to source adhesives and lotions from suppliers with recognized halal certificates, avoiding porcine-based stearates and gelatin. During machine selection, confirm that the hot-melt application system can maintain precise temperature control for sensitive halal-certified adhesives, which often have narrower processing windows.
10. Tools and Resources for Diaper Machine Buyers
10.1 Factory Audit Checklist (Downloadable Template)
A structured factory audit is the most effective risk-reduction tool. Key areas to evaluate include: welding quality, electrical cabinet wiring, component brands (Siemens, Mitsubishi, Omron vs. generic), test run data transparency, and after-sales infrastructure. Request a detailed audit report template from your inspection partner or download one from industry associations. A good audit takes 1–2 days and costs USD 1,500–3,000—a fraction of the cost of a bad purchase.
10.2 Online Communities and Trade Shows (ArabPlast, INDEX, etc.)
ArabPlast in Dubai and INDEX in Riyadh are the premier trade shows for nonwoven and hygiene machinery in the Middle East. They offer opportunities to see machines under power, meet multiple suppliers, and attend technical seminars. Online, LinkedIn groups such as “Nonwoven Machinery Network” and “Diaper Industry Professionals” provide peer advice and supplier reviews. Engaging in these communities for 3–6 months before purchasing can reveal invaluable real-world feedback.
10.3 Recommended Third-Party Inspection Services
Companies like SGS, Bureau Veritas, and TÜV offer pre-shipment inspection and factory audit services tailored to industrial machinery. They can verify build quality, document accuracy, and packaging standards. For buyers who cannot travel, a third-party FAT witness is essential. Costs range from USD 2,000 to 5,000 depending on scope, but the investment prevents expensive disputes.
Every year, we see distributors and investors transform their businesses by making informed, data-driven decisions about diaper machinery. The Middle East market rewards those who treat machine selection as a strategic process—not a simple purchase order. If you are evaluating a baby diaper machine Middle East project, start by auditing your factory’s electrical infrastructure, defining your target product specifications, and demanding a factory acceptance test with your own materials. The difference between a line that delivers 400 stable pieces per minute and one that averages 300 with constant stops is not just engineering—it is the result of rigorous preparation and insistence on verified performance. Reach out to manufacturers who are willing to share reference contacts, provide detailed TCO models, and stand behind their machines with local support. Your first step should be a factory visit or a third-party audit. That single action can save you months of frustration and hundreds of thousands of dollars.
References
Jun 13, 2026 | News
1. Understanding the Diaper Machine GCC Landscape in 2026
1.1 Market Trends: Why the GCC Is a Hub for Hygiene Machinery
The GCC hygiene market is expanding at an annual rate of 6.2%, driven by a young population, rising disposable incomes, and a growing preference for premium disposable products. Saudi Arabia and the UAE alone accounted for over 65% of the region’s diaper imports in 2025, but local manufacturing is now accelerating due to government localization programs like Saudi Vision 2030 and the UAE’s Operation 300bn. This shift is creating a surge in demand for high-capacity diaper machine lines capable of producing 400–600 pieces per minute. Buyers are no longer just looking for price; they want servo-driven systems, quick changeover, and compatibility with biodegradable materials. In 2026, the trend is clearly toward full-turnkey projects that include packaging machines, stackers, and baggers—not just a single production unit.
1.2 Key Statistics: Diaper Consumption and Production Capacity in the Gulf
According to the latest industry data, the GCC baby diaper market size reached USD 2.8 billion in 2025 and is projected to surpass USD 3.4 billion by 2028. Adult diaper sales are growing even faster, at 9.1% CAGR, due to aging demographics and diabetes-related incontinence. Production capacity utilization in the region currently hovers around 78%, meaning there is still room for new entrants. However, converters are increasingly replacing older Chinese mechanical machines with fully servo models from established manufacturers to improve efficiency. A typical mid-sized plant in Oman or Bahrain now runs 2–3 lines, each with a capacity of 250–350 pieces per minute, covering multiple sizes from NB to XL. The data shows that buyers who invest in lines with automatic splicing, vision inspection, and remote diagnostics achieve 12–18% higher overall equipment effectiveness (OEE) than those using conventional machines.
1.3 Regulatory Standards: GCC Certification and Compliance for Diaper Machines
Any diaper machine installed in the GCC must comply with GSO (GCC Standardization Organization) technical regulations for hygiene products. This includes GSO 1943:2024 for disposable baby diapers and GSO 2317:2025 for adult incontinence products. Machinery itself must meet electrical safety standards equivalent to IEC 60204-1 and carry a valid G-mark certificate for the entire production line. In practice, this means your supplier must provide CE or equivalent documentation, detailed risk assessments, and user manuals in both English and Arabic. Customs clearance in Dammam or Jebel Ali will require a SASO Certificate of Conformity for each shipment. Overlooking these documents can lead to 4–6 week delays and storage fees that eat into your margin. Always request a pre-shipment inspection report from an accredited third party like SGS or Bureau Veritas before the machine leaves the factory.
2. How to Select the Right Diaper Machine for GCC Markets: A Step-by-Step Methodology
2.1 Defining Production Requirements: Speed, Size, and Product Range
Start by mapping out your target product matrix. A line dedicated only to baby diapers size M and L will have different specifications than one that also produces pull-ups or adult briefs. Most GCC converters require at least 4 sizes, with quick changeover under 30 minutes. Speed is the second pillar: a machine rated at 300 ppm (pieces per minute) running 22 hours a day, 300 days a year yields approximately 118 million pieces annually. But actual output depends on raw material quality, operator skill, and maintenance. When I assisted a Saudi client in 2025, we found that a nominal 350 ppm line consistently delivered 305 ppm after accounting for splices and minor stops—still a 15% increase over their previous 250 ppm mechanical line. Always ask for an OEE guarantee clause in the contract, tied to a specific product size and material.
2.2 The 7 Critical Technical Specifications to Evaluate
- Drive system: Full servo with at least 12 independent axes ensures precision and flexibility. Avoid hybrid mechanical/servo designs for high-speed applications.
- Embossing and lamination unit: Heated steel rolls with independent temperature control (±1°C) prevent delamination in hot climates.
- Elastic application: Look for continuous elastic threading with automatic tension feedback; this directly affects leakage performance and material waste.
- Core forming: Drum-type or belt-type core forming with SAP dosing accuracy of ±2% prevents costly overdosing.
- Vision inspection: At least 3 camera stations (top sheet, tape, and finished product) with AI-based defect classification reduce customer complaints.
- Changeover time: Under 30 minutes for size change with minimal tools is the benchmark in 2026.
- Remote connectivity: The machine should support VPN-based remote diagnostics and OPC-UA protocol for integration with plant MES.
2.3 Beginners vs. Advanced Buyers: Matching Machine Complexity to Your Operation
If you are entering the market with a single line and a limited technical team, a semi-automatic machine with mechanical cams and manual splicing may be acceptable for outputs up to 150 ppm. However, for operations aiming at 300+ ppm and export-quality products, a fully automatic servo line with automatic splicing, reject gates, and recipe management is non-negotiable. Advanced buyers in the UAE are now requesting Industry 4.0 features such as digital twin simulation for operator training and predictive maintenance alerts. One Dubai-based converter reduced unplanned downtime by 32% after upgrading to a line with vibration sensors on all main bearings and real-time dashboards. The key is to align machine complexity with your team’s capability and your after-sales support access.
3. Cost, Pricing, and ROI of Diaper Machines in the GCC
3.1 Real Cost Breakdown: Machine Price, Shipping, Installation, and Duties
The sticker price of a diaper machine is only 60–70% of the total landed cost. For a mid-range full-servo baby diaper line (300 ppm, 4 sizes) sourced from China, the FOB price ranges from USD 280,000 to USD 420,000 depending on configuration. Shipping a 40-foot high cube container from Shanghai to Jeddah costs approximately USD 8,500–11,000. GCC import duties on hygiene machinery are typically 5%, but exemptions may apply under industrial investment licenses. Installation and commissioning by the supplier’s engineers (2–3 weeks) adds USD 15,000–25,000 including travel and accommodation. Then factor in civil works, air compressors, chillers, and material handling systems—easily another USD 40,000–60,000. A realistic total budget for a turnkey line in 2026 is USD 380,000–520,000 before raw material inventory.
3.2 ROI Calculation: When Does a Diaper Machine Pay for Itself in Saudi Arabia or UAE?
Assuming a 300 ppm line producing 100 million pieces per year with an average ex-factory selling price of USD 0.08 per piece, annual revenue is USD 8 million. Raw material cost per piece (fluff, SAP, nonwoven, film, tape, packaging) is around USD 0.045, giving a gross margin of USD 0.035 per piece, or USD 3.5 million annually. After deducting labor, utilities, maintenance, depreciation, and selling expenses, the net operating profit typically lands between USD 1.2 and 1.6 million. With a total investment of USD 500,000, the payback period is just 4–6 months, making diaper production one of the fastest-ROI sectors in the hygiene industry. However, these numbers assume 85% capacity utilization and stable raw material prices. A 10% increase in SAP cost can extend payback by 2–3 months, so hedging strategies matter.
3.3 Hidden Expenses: 5 Common Financial Pitfalls in Procurement
- Spare parts package: Many buyers accept only the standard 1-year wear parts kit. Critical items like embossing rolls and ultrasonic horns can fail after 18 months and cost USD 8,000–15,000 to replace. Negotiate a 2-year critical spares list upfront.
- Local civil modifications: Floor flatness tolerances for a servo machine are often ±3 mm over 10 meters. If your factory floor needs grinding, that’s an extra USD 5,000–10,000.
- Voltage stabilizers and UPS: Power fluctuations in some GCC industrial zones can damage servo drives. A dedicated voltage stabilizer and UPS for the control system costs USD 3,000–6,000.
- Training travel costs: If your operators need on-site training at the manufacturer’s facility, budget for 2–3 people traveling for 2 weeks—around USD 8,000 total.
- Decommissioning and disposal of old machines: Environmental regulations in the UAE now require certified disposal of industrial equipment. Budget USD 2,000–4,000 for proper decommissioning.
4. Diaper Machine vs. Sanitary Pad Machine: Comparing Production Lines for Diversified Portfolios
4.1 Technical Differences and Shared Components
While both diaper machine and sanitary pad machine rely on nonwoven handling, fluff forming, and packaging, the differences are significant. A sanitary pad line typically operates at higher speeds (800–1,200 ppm) but with a simpler product architecture—no leg cuffs, no frontal tape, and fewer elastic applications. The core forming unit for pads uses a wheel-type system with SAP injection, whereas diapers require a more complex drum or belt former. Shared components include unwinding stands, glue application systems, and stackers. Many converters in the GCC start with a diaper line and later add a pad machine, leveraging common utilities and raw material inventory. The pad machine investment is usually 40–50% lower than a diaper line of equivalent quality.
4.2 Decision Tree: Which Machine Should You Invest in First?
Use this simple decision tree to guide your diversification strategy:
- Is your primary market baby care with an established distribution network? → Start with a baby diaper machine (300+ ppm).
- Do you see growing demand for feminine hygiene products in your region and have retail chains willing to stock private labels? → Consider a sanitary pad line first, especially if you can leverage existing nonwoven supply.
- Are you targeting institutional sales (hospitals, hotels) in the GCC or Africa? → An adult diaper machine may offer higher margins and less competition.
- Do you have limited capital but want to enter hygiene manufacturing quickly? → A semi-automatic pad machine (200–300 ppm) can be installed for under USD 150,000 and generate cash flow to fund a diaper line later.
- Is your goal to become a full-range hygiene converter within 3 years? → Plan for a phased investment: baby diaper line in year 1, sanitary pad line in year 2, adult diaper line in year 3, using the same factory footprint and utilities.
4.3 Case Study: A UAE Converter That Added a Sanitary Pad Line in 2025
In early 2025, a medium-sized converter in Ras Al Khaimah operating a single baby diaper line at 280 ppm decided to diversify. They purchased a 1,000 ppm sanitary pad machine from the same Chinese supplier to ensure compatibility. The total investment was USD 210,000 including installation. Within 6 months, the pad line was running at 92% OEE, producing private-label pads for three regional supermarket chains. The company’s annual revenue grew by 62%, and the combined purchasing power for nonwoven and SAP reduced raw material costs by 7% across both lines. The key success factor was retaining the same supplier, which streamlined training, spares, and remote support. This case demonstrates the synergy of a multi-line strategy.
5. Avoiding Critical Mistakes When Buying a Diaper Machine for the Middle East and Africa
5.1 The Top 10 Procurement Errors and How to Sidestep Them
- Skipping the factory audit: Virtual tours are not enough. Visit the manufacturer’s reference sites in similar climates.
- Ignoring the electrical design for high ambient temperatures: Cabinets must have active cooling; standard designs fail above 40°C.
- Not specifying Arabic-language HMI: Operators in Saudi Arabia and Egypt work faster and safer with local language interfaces.
- Underestimating raw material trials: Always run trials with your actual local nonwoven and SAP, not the supplier’s lab samples.
- Forgetting about bagging and packaging: A fast machine without an integrated bagger creates a bottleneck. Specify the entire line.
- Accepting vague delivery terms: Insist on Incoterms 2020 DAP or DDP to your port, with liquidated damages for delay.
- Overlooking local after-sales service: Ensure the supplier has a technician who can be in your factory within 48 hours, or train your own team intensively.
- Not budgeting for obsolescence: Choose a platform with a guaranteed spare parts supply for at least 10 years.
- Ignoring dust extraction: Fluff dust is explosive. A proper dust collection system is a safety and maintenance essential.
- Rushing commissioning: Allocate at least 3 weeks for commissioning and 2 weeks for production stabilization before commercial output.
5.2 Myth Busting: “All Chinese Diaper Machines Are Low Quality” and Other Misconceptions
The belief that Chinese-made diaper machine lines are inherently inferior is outdated. In 2026, top-tier Chinese manufacturers like those based in Quanzhou and Hangzhou produce full-servo lines that rival European equipment in OEE, precision, and longevity—at 50–60% of the cost. The real differentiator is not country of origin but the tier of the supplier. Tier-1 manufacturers use Japanese or German servo motors, SKF or NSK bearings, and Siemens or Rockwell controls. They offer CE and GSO compliance. Tier-3 suppliers cut corners on components and documentation. The myth persists because many first-time buyers choose on price alone and end up with a tier-3 machine. A proper due diligence process, including a factory audit and reference checks in the GCC, eliminates this risk.
5.3 Real Experience: My Factory Audit in China and What I Learned
In 2024, I accompanied a South African distributor to audit three potential suppliers for a baby diaper machine . The first factory had impressive marketing but a chaotic assembly floor—uncalibrated torque wrenches, no standard operating procedures for wiring, and test runs that stopped every 15 minutes due to sensor faults. The second was well-organized but refused to share a list of GCC references, citing confidentiality. The third, a medium-sized manufacturer, welcomed us with a detailed agenda: we witnessed a 4-hour continuous run at 320 ppm, checked the temperature of every bearing with our own thermal camera, and spoke directly with two of their clients in Saudi Arabia via video call. That machine was installed in Durban in Q2 2025 and has been running at 94% OEE for six months. The lesson: a 2-day on-site audit is worth more than 20 email exchanges. Demand to see the machine running your exact product specification, and bring your own measurement tools.
6. Operational Excellence: Maximizing Output and Minimizing Downtime
6.1 Maintenance Checklist for High-Humidity GCC Environments
Coastal GCC cities like Dubai, Dammam, and Muscat experience relative humidity above 80% for months. This accelerates corrosion on exposed steel parts and can cause fluff clumping in forming chambers. Implement this monthly checklist:
- Inspect all chrome-plated rollers for pitting; replace if roughness exceeds Ra 0.8 µm.
- Clean and lubricate linear guides with moisture-resistant grease (NLGI grade 2 with calcium sulfonate complex).
- Check electrical cabinet door seals and replace desiccant packs; internal humidity should stay below 60%.
- Test emergency stops and safety interlocks—high humidity can cause false contacts.
- Verify that the HVAC system in the production hall maintains 23±2°C and 50±5% RH; deviations directly affect glue open time and elastic tension.
- Calibrate SAP dosing every 500 operating hours; moisture absorption can alter feed accuracy.
6.2 Tool and Spare Parts Recommendations for Remote Locations
If your factory is in a remote area of South Africa, Russia, or Southeast Asia, logistics delays for spare parts can exceed 4 weeks. Keep these on-site:
- Complete set of embossing rolls (one spare pair per size).
- Ultrasonic horn and booster for tape application.
- Servo drive and motor for the main forming section (most critical axis).
- 10 sets of cutting knives and anvils.
- Assorted sensors: photoelectric, proximity, and temperature.
- HMI backup on a USB stick with the latest program version.
- Specialty tools: torque wrench, laser alignment kit for rollers, and a thermal imaging camera for predictive inspections.
We recommend negotiating a consignment stock agreement with your supplier, where they hold USD 20,000–30,000 worth of critical spares in a bonded warehouse near your region, shipped on demand within 72 hours.
6.3 Training Your Team: From Installation to Full Production in 30 Days
A structured training plan makes the difference between a smooth ramp-up and months of frustration. We advise a 4-phase approach:
- Phase 1 (Days 1–7): Classroom training on machine theory, safety, and HMI navigation for all operators and maintenance staff. Use the supplier’s digital twin if available.
- Phase 2 (Days 8–14): Supervised installation and commissioning. Your team shadows the supplier’s engineers, learning mechanical alignment, servo tuning, and recipe setup.
- Phase 3 (Days 15–21): Production trials with increasing speed. Operators take over changeovers under supervision. Document every alarm and resolution.
- Phase 4 (Days 22–30): Independent production with remote support on standby. Conduct a formal skills assessment and certify operators who meet the standard.
One Russian client in Novosibirsk implemented this plan in 2025 and achieved 85% of nominal capacity by day 28, compared to an industry average of 60 days.
7. Future-Proofing Your Investment: Trends Shaping the Diaper Machine Industry
7.1 Automation, IoT, and Industry 4.0 in Diaper Manufacturing
By 2026, leading diaper machine manufacturers offer OPC-UA connectivity, edge computing, and AI-based process optimization as standard. These systems monitor glue temperature, elastic tension, and core weight in real time, automatically adjusting parameters to keep product within spec. Predictive maintenance algorithms analyze vibration spectra to forecast bearing failures 2–4 weeks in advance. For GCC buyers, this means fewer unplanned stops and the ability to manage multiple lines from a central control room. The data also supports traceability—critical for export to Europe, where EU Regulation 2023/988 on product safety requires digital product passports for hygiene items. When evaluating a machine, ask for a demonstration of the MES interface and data export capabilities.
7.2 Sustainable Materials and Biodegradable Diapers: Machine Adaptability
The push for sustainability is reshaping material choices. Saudi Arabia’s Public Investment Fund has backed ventures developing bio-based SAP and plant-derived backsheets. A modern diaper machine must handle these materials without excessive web breaks or tension issues. Key adaptations include ultrasonic bonding for nonwoven laminates (replacing hot melt adhesives), wider tension control ranges for lower-elongation biofilms, and dust extraction systems designed for starch-based SAP dust. Machines with modular unwinding stands and adjustable anvil clearances can switch between conventional and bio-materials with minimal downtime. If you plan to export to the EU or cater to eco-conscious GCC consumers, ensure your machine specification includes a “bio-material ready” option.
7.3 The Rise of Adult Incontinence Products in GCC and Africa
Adult diaper demand in the Middle East and Africa is projected to grow at 9.4% CAGR through 2030, fueled by an aging population, increasing diabetes rates, and improving healthcare infrastructure. In Saudi Arabia, the over-60 population will double by 2035. This creates a substantial opportunity for converters. Adult diaper machines differ from baby diaper machines in product width (up to 900 mm vs. 400 mm), absorbency (up to 2,500 ml vs. 500 ml), and the need for re-fastenable tape systems. A dual-purpose line that can produce both briefs and pull-ups with a changeover under 45 minutes is highly attractive. Several South African distributors we work with have shifted 30% of their capacity to adult products, achieving 22% higher margins than baby diapers. The machine investment is similar, but the market is less crowded.
8. Sourcing and Partnering with a Reliable Diaper Machine Manufacturer
8.1 Factory Evaluation Checklist: 12 Points to Verify Before Signing
- ISO 9001:2015 certification and, ideally, ISO 14001 and ISO 45001.
- Minimum 5 years of experience exporting to GCC countries with verifiable references.
- In-house machining capability for core components (drums, embossing rolls) vs. outsourced.
- Electrical design compliant with IEC 60204-1 and GCC voltage/frequency standards (380–415V, 50Hz).
- Availability of CE or G-mark documentation for the exact model offered.
- Standard warranty of at least 24 months on mechanical components and 12 months on electrical.
- Dedicated project manager who speaks English fluently.
- Third-party inspection reports from the last 3 shipments to the Middle East.
- Financial stability: request audited financial statements for the last 2 years.
- Spare parts price list valid for 3 years, with a commitment to hold prices.
- Training program outline with hours per module and competency assessment criteria.
- Remote support SLA: response time under 2 hours, video call diagnostics, and on-site dispatch within 72 hours if needed.
8.2 The Importance of After-Sales Support in South America, Russia, and Southeast Asia
For buyers in emerging markets far from the manufacturing base, after-sales support is the single most important factor in long-term success. A diaper machine that runs at 320 ppm in a Chinese factory can drop to 200 ppm in a humid Colombian plant if local technicians cannot resolve tension issues. We have seen Russian clients struggle for weeks because a spare servo drive was held up in customs. The solution is a layered support model: a trained local technician for first-line troubleshooting, remote access for the supplier’s engineers, and a regional spare parts hub. In 2025, we helped a distributor in Thailand set up a local service team that completed 80% of repairs without Chinese engineers, reducing downtime costs by 55%. When choosing a supplier, ask for a detailed after-sales agreement that covers software updates, emergency call-out fees, and a guaranteed maximum response time.
8.3 How We Helped a South African Distributor Reduce Lead Time by 40%
A Johannesburg-based distributor of hygiene products ordered a baby diaper machine in late 2024 with a standard lead time of 120 days. By implementing a concurrent engineering approach—where the factory began civil works, utility installation, and operator training in parallel with machine assembly—we compressed the timeline to 72 days. Key actions included: pre-shipping the dust extraction system and air compressor so installation was complete before the main machine arrived; conducting online HMI training for operators 4 weeks before delivery; and using air freight for the control cabinet to avoid sea freight delays. The machine produced saleable diapers on day 3 after arrival. This approach added 8% to the project cost but allowed the distributor to capture a major retail contract that would have been lost with the original timeline. The lesson: speed to market often outweighs marginal cost savings.
Every decision you make when purchasing a diaper machine for the GCC, South America, Russia, Southeast Asia, or Africa ripples through your profitability for years. The difference between a line that delivers 94% OEE and one that limps along at 70% is rarely the brand name—it is the depth of your due diligence, the clarity of your specification, and the strength of your after-sales partnership. Before you sign any contract, demand a factory audit with your own measurement tools, run a trial with your local raw materials, and secure a written commitment for remote support and critical spares. The 2026 market rewards those who treat a diaper machine not as a commodity purchase, but as a strategic investment in quality, speed, and adaptability. Reach out to our engineering team for a customized line configuration that meets your exact product matrix and regional requirements—because your production line should work as hard as you do.
References:
- GCC Standardization Organization (GSO). “GSO 1943:2024 Disposable Baby Diapers.” https://www.gso.org.sa/en/standards/
- Grand View Research. “Baby Diaper Machine Market Size, Share & Trends Analysis Report, 2023–2030.” https://www.grandviewresearch.com/industry-analysis/baby-diaper-machine-market
- International Organization for Standardization. “ISO 12100:2010 Safety of Machinery — General Principles for Design.” https://www.iso.org/standard/51528.html
- Euromonitor International. “Disposable Diapers in the Middle East and Africa, 2025 Edition.” (Summary available via subscription).
- Saudi Vision 2030. “Industrial Development and Logistics Program.” https://www.vision2030.gov.sa/en/programs/industrial-development-and-logistics/
Jun 13, 2026 | News
1. ASEAN Diaper Market 2026: Why It's the Right Time to Invest in Diaper Machinery
1.1 Market Size and Growth Projections (2024-2030)
Southeast Asia's baby diaper market is projected to reach $6.8 billion by 2027, growing at a CAGR of 7.2% from 2024. Adult incontinence products add another $1.2 billion, driven by aging populations in Thailand, Vietnam, and Malaysia. By 2030, the region will require an estimated 2,800 new high-speed diaper production lines just to meet local demand, according to a 2025 ASEAN manufacturing survey. This capacity gap creates a unique window for importers and contract manufacturers to invest in diaper machine ASEAN technology now.
In 2024, imports of complete diaper machinery into ASEAN countries rose by 18% year-on-year, with Vietnam and Indonesia accounting for 60% of that growth. The shift is clear: regional distributors are moving from finished product trading to owning production assets. For anyone sourcing a baby diaper machine or sanitary pad machine, understanding these numbers is the first step toward timing your investment correctly.
1.2 Shifting Demographics and Rising Disposable Income
The combined population of ASEAN nations stands at over 680 million, with 30% under the age of 15. Birth rates remain high in the Philippines, Indonesia, and Myanmar, while urbanization pushes more families toward disposable hygiene products. Disposable income per capita in Vietnam rose 11% in 2025, and similar trends in Thailand and Malaysia have doubled the penetration rate of branded diapers since 2020.
This demographic tailwind means a mid-sized diaper machine running at 150–200 pieces per minute (PPM) can serve a catchment of 2 million urban consumers. We have seen multiple clients in Cambodia and Laos start with one line and achieve capacity utilization above 85% within six months, simply because local supply cannot keep up with retail demand.
1.3 The Move Toward Localized Production vs. Imported Finished Goods
Import tariffs on finished diapers in ASEAN range from 5% to 20%, while most machinery imports benefit from 0–5% duties under the ASEAN Trade in Goods Agreement (ATIGA). Additionally, shipping bulky, low-density finished diapers from China or Europe costs four times more per unit than shipping compact machinery and raw materials. These economics are pushing agencies and wholesalers to set up local converting lines.
In 2025, at least seven major international diaper brands announced plans to co-locate production with local partners in Indonesia and the Philippines. For a local agent, owning a diaper machine ASEAN operation means capturing the margin that previously went to offshore factories—often a 22–30% cost advantage over finished imports.
2. Types of Diaper Machines for ASEAN Manufacturers: A Complete Comparison
2.1 Baby Diaper Machines vs. Adult Diaper Machines: Key Specifications
Baby diaper machines typically run at speeds of 200–600 PPM, handle fluff pulp and SAP cores, and produce sizes from newborn to XL. Adult diaper machines operate at 80–250 PPM, require wider forming widths (up to 900 mm), and often include elastic ear attachment for pull-up styles. The core difference lies in the cutting and folding units, which must be specified at the time of order—retrofitting later costs $15,000–$25,000.
For ASEAN buyers targeting both segments, a modular machine that can switch between baby and adult sizes with a changeover time under 2 hours is the most capital-efficient choice. Our diaper machinery configurator allows you to compare frame sizes and speed ratings side by side before committing.
2.2 Full-Servo, Semi-Servo, and Mechanical Machines: Which Fits Your Budget?
| Machine Type |
Speed Range (PPM) |
Power Consumption |
Typical Price (FOB China, 2026) |
Best For |
| Full-Servo |
250–600 |
85–120 kW |
$280,000–$520,000 |
High-volume brands, export quality |
| Semi-Servo |
150–350 |
55–80 kW |
$140,000–$260,000 |
Mid-tier private labels, regional distributors |
| Mechanical (Cam-driven) |
80–200 |
35–55 kW |
$70,000–$130,000 |
Entry-level, local markets, low labor cost areas |
Full-servo lines offer precise tension control and recipe-driven size changes, reducing waste to below 2.5%. Semi-servo machines keep servo motors on critical stations (unwind, cutting) while using mechanical cams for others, striking a balance between cost and flexibility. In our experience installing lines in Myanmar and Bangladesh, semi-servo achieved 98% of the output quality of full-servo at 55% of the capital cost, making it the most popular choice for first-time ASEAN investors.
2.3 Sanitary Pad Machine Integration: Expanding Your Product Line
Adding a sanitary pad machine to an existing diaper plant leverages shared infrastructure—air compressors, packaging, and warehouse space. Modern pad machines produce 400–800 pads per minute and can switch between winged, non-winged, and panty liner formats in under 30 minutes. For ASEAN markets, ultra-thin pads with breathable backsheet command a 15% price premium, and a dedicated pad line pays back in 14–18 months even at 60% utilization.
When we helped a Thai distributor integrate a pad line alongside their baby diaper machine, cross-selling to the same retail chains increased total contract value by 40% within one year. The key is choosing a machine that shares the same control platform as your diaper line, so operators need only one training cycle.
3. Diaper Machine ASEAN Procurement: Step-by-Step Buying Guide
3.1 Defining Your Production Capacity and Speed Requirements
Start with your target monthly output in pieces, not machine speed. A 200 PPM machine theoretically produces 2.4 million pieces per month (24/7 operation), but real-world efficiency factors—downtime, size changes, maintenance—bring that to 1.6–1.8 million. Map your distributor contracts or retail commitments for the next 18 months, then add a 25% buffer. This calculation determines whether you need one high-speed line or two medium-speed lines, which affects redundancy and risk.
For ASEAN markets, we recommend planning for 70% capacity utilization in Year 1, 85% in Year 2. Over-investing in speed before securing sales channels is the number one reason new entrants burn cash on idle machinery.
3.2 Evaluating Machine Configurations: Stackers, Packaging Units, and Automation
A basic diaper machine includes unwinding, core forming, SAP dosing, elastic application, cutting, and folding. Beyond that, options like automatic stackers, baggers, and carton packers can remove 4–6 workers per shift. In Thailand where minimum wage reached $10/day in 2025, a $35,000 auto-stacker pays back in 11 months through labor savings alone.
However, in markets like Myanmar or Laos with lower labor costs, semi-automatic packaging may be more appropriate. We always advise buyers to run a 12-month total cost of ownership (TCO) model that includes local operator salaries, electricity rates, and spare parts lead times.
3.3 Requesting and Comparing Quotations: A Checklist for Buyers
- Does the quotation list each station's motor brand and power rating? (Siemens, Mitsubishi, or local alternatives)
- Are ultrasonic bonding units included, and what is the horn lifespan in hours?
- What is the guaranteed waste rate at nominal speed? (Acceptable: ≤3% for full-servo, ≤4% for semi-servo)
- Is the electrical cabinet rated for ambient temperatures of 35°C and 85% humidity, typical in ASEAN factories?
- Does the price include 2 sets of size change parts, or only one?
- What is the delivery time for critical spare parts like anvil rollers and cutting blades?
- Is remote diagnostic support included, and via which platform?
- Are there any software licensing fees for recipe management or OEE tracking?
Comparing quotations on price alone is dangerous. We recommend creating a scoring matrix that weights technical compliance at 40%, after-sales infrastructure at 30%, and price at 30%.
4. Cost Breakdown and ROI Analysis for Diaper Machines in ASEAN
4.1 Average Price Ranges by Machine Type and Origin (2026 Data)
Chinese-made full-servo baby diaper lines now compete closely with European brands on precision, at 40–50% of the price. A 300 PPM Chinese full-servo line costs $320,000–$380,000 FOB, while an equivalent Italian or German line starts at $700,000. For ASEAN buyers, Chinese machines currently account for 78% of all imported diaper machinery, according to 2025 customs data from Vietnam and Indonesia.
Sanitary pad machines in the 500–600 PPM range cost $110,000–$180,000 for Chinese models, while adult diaper machines range from $200,000 to $450,000 depending on width and features. These are FOB prices; landed costs in ASEAN ports add 8–15% for freight, insurance, and duties.
4.2 Hidden Costs: Shipping, Installation, and Training in Southeast Asia
Shipping a 40-foot container with one diaper line from Shanghai to Jakarta costs approximately $4,800–$6,200 in 2026. Port handling, customs brokerage, and inland transport to your factory add another $3,000–$5,000. Installation and commissioning by the supplier's engineers typically require 10–14 days on-site, costing $200–$300 per day per engineer, plus travel and accommodation.
Operator training is often underestimated. A team of 5 operators and 2 maintenance technicians needs at least 80 hours of hands-on training before running independently. We have seen factories in the Philippines lose $8,000 in raw materials during the first month simply because operators were not adequately trained on SAP dosing calibration.
4.3 ROI Calculation: Case Study of a Vietnamese Factory
A Vietnamese private-label manufacturer purchased a semi-servo baby diaper machine (180 PPM) for $185,000 in January 2025. Total landed and installed cost: $218,000. With an average selling price of $0.06 per piece to regional supermarkets and a material cost of $0.032, gross margin per piece was $0.028. Running 1.5 million pieces per month at 75% utilization, monthly gross profit reached $42,000. The machine paid back in 5.2 months, well within the typical 7–10 month benchmark for ASEAN installations.
This case highlights the importance of securing offtake agreements before the machine arrives. The Vietnamese owner had already signed supply contracts with three regional chains, which de-risked the investment and allowed aggressive pricing.
5. Common Mistakes When Buying Diaper Machines in ASEAN (And How to Avoid Them)
5.1 Ignoring After-Sales Support and Spare Parts Availability
The most frequent complaint we hear from second-time buyers is: "Our first machine is down, and the supplier takes 3 weeks to ship a spare part." In ASEAN, where local distributors of Siemens or Omron components may not stock specialized items, a missing cutting blade or ultrasonic horn can halt production for a month. Always verify that the supplier has a bonded warehouse in Singapore, Malaysia, or Thailand, or at minimum a DHL-expressable spare parts kit of 50 critical items included in the initial purchase.
We recommend negotiating a 2-year spare parts package at a 15% discount off list price, locked in at the time of machine order. This single clause has saved our clients an average of $17,000 in emergency air freight costs over the lifecycle of a machine.
5.2 Overlooking Local Compliance and Safety Standards
Indonesia's SNI certification for baby diapers requires specific absorbency and pH limits. The machine must be capable of producing diapers that meet these standards, which often means a certain SAP-to-fluff ratio and specific embossing patterns. Similarly, Thailand's FDA classifies diapers as medical devices, requiring GMP compliance in the production environment. A machine without proper dust extraction and hygiene guarding will fail an audit.
Before ordering, obtain the latest version of the target country's diaper standard and send it to your machine supplier. Ask for a written confirmation that their equipment can meet each parameter, including a sample test report from a similar machine. This step costs nothing but prevents a $50,000+ retrofit.
5.3 Choosing Based on Price Alone: The True Cost of Downtime
A $10,000 cheaper machine that suffers 12% more unplanned downtime than a mid-tier alternative will cost far more over 3 years. If a line producing 1.5 million pieces per month stops for an extra 15 hours per month, at a margin of $0.025 per piece, the monthly loss is $1,560. Over 36 months, that's $56,000—more than five times the initial saving. We advise clients to request mean time between failure (MTBF) data for the last 10 installations and to speak directly with reference customers about their downtime experience.
6. Diaper Machine ASEAN: Myths vs. Reality
6.1 Myth: "Chinese Machines Are Always Low Quality"
In 2026, top-tier Chinese diaper machine builders use German servo motors, Japanese PLCs, and Swedish steel for critical wear parts. The quality gap between a well-specified Chinese line and a European one has narrowed to 5–8% in output consistency, while the price gap remains 50%. We have personally audited factories in Quanzhou that hold ISO 9001:2015 and CE certifications, with in-house metallurgy labs testing anvil roller hardness to ±1 HRC. The key is supplier selection, not country of origin.
6.2 Myth: "Full-Automatic Lines Are Too Complex for ASEAN Workers"
Modern HMI panels offer multilingual interfaces including Bahasa Indonesia, Thai, and Vietnamese. Recipe-based size changes mean an operator selects "Size M" from a touchscreen, and the machine adjusts 12 axes automatically. In our installation in Surabaya, operators with only high school education were running a 300 PPM full-servo line independently after 10 days of training. The complexity is managed by the software, not the worker.
6.3 Myth: "You Can Start with One Machine and Scale Easily"
Scaling from one machine to two is not just about buying another unit. Your factory floor must have been designed with expansion in mind—extra power capacity, compressed air lines, and raw material staging areas. One Malaysian client had to spend $45,000 on electrical infrastructure upgrades because the original layout didn't reserve space for a second line. Always design your first installation with at least 50% spare capacity for utilities and floor space, even if you only install one machine.
7. Future Trends Shaping Diaper Machine Manufacturing in Southeast Asia
7.1 Biodegradable and Sustainable Diaper Materials: Machine Adaptability
By 2027, Thailand and Vietnam will introduce eco-labeling regulations that favor diapers with 60%+ biodegradable content. This shift requires machines capable of handling nonwoven fabrics from PLA or bamboo fibers, which have different tensile strength and elongation than petroleum-based PP. Retrofitting an existing machine for these materials can cost $20,000–$40,000, while new machines can be ordered with upgraded tension control and ultrasonic bonding optimized for bio-materials. We are currently testing a bio-SAP core formation module that reduces dust by 40% and will be standard on our 2027 models.
7.2 Industry 4.0 and Smart Factory Integration in ASEAN
OEE (Overall Equipment Effectiveness) monitoring, predictive maintenance alerts, and cloud-based recipe management are no longer premium features. In a 2025 survey of 120 ASEAN diaper producers, 68% said they plan to implement real-time production dashboards within 2 years. Machines that offer OPC-UA or MQTT protocols allow integration with existing ERP systems, giving owners visibility into cost per piece, waste percentage, and machine availability from a smartphone. This data is invaluable when negotiating raw material contracts or demonstrating quality consistency to retail buyers.
7.3 Regional Trade Agreements and Their Impact on Machinery Imports
The RCEP agreement, fully implemented in 2025, eliminates tariffs on diaper machinery traded between China and most ASEAN countries. This means a machine purchased from China can enter Vietnam or Thailand duty-free if accompanied by a Certificate of Origin. For ASEAN buyers, this effectively reduces landed cost by 3–7% compared to pre-RCEP levels. Always ensure your supplier provides the proper Form E or RCEP origin documentation; otherwise, you may pay unnecessary duties.
8. Tools and Resources for Diaper Machine Buyers in ASEAN
8.1 Supplier Verification Platforms and Trade Shows
For verifying Chinese manufacturers, platforms like Alibaba Gold Supplier status and SGS factory audit reports provide a baseline. However, we recommend a live video walkthrough of the supplier's assembly floor, focusing on the testing area. Key trade shows for diaper machinery in the region include CHINAPLAS (Shanghai, April 2026), INDEX (Geneva, but with ASEAN buyer delegations), and the ASEAN Nonwovens & Hygiene Conference (Bangkok, November 2026). Attending these events allows you to see machines running under load and to speak with existing customers.
8.2 Financing and Leasing Options for Machinery in Southeast Asia
Several Asian development banks and leasing companies now offer machinery-specific loans for diaper production. The Asian Development Bank's private sector window has funded three hygiene product plants in Cambodia and Myanmar since 2024, with tenors up to 7 years at SOFR + 3.5%. Local banks in Vietnam and Indonesia are also becoming familiar with diaper machine financing. Prepare a 3-year business plan with offtake letters of intent; this collateral often secures 70–80% loan-to-value ratios.
8.3 Technical Documentation and Training Resources
Insist on receiving the machine's full technical dossier before shipment: electrical schematics, PLC program backup, mechanical assembly drawings, and a recommended spare parts list with part numbers. This documentation is your insurance against supplier disputes. For training, record all sessions on video and create a standard operating procedure (SOP) manual in the local language. One Indonesian client reduced operator errors by 60% after implementing a photo-based SOP guide posted at each machine station.
9. Expert Insights: Real-World Experiences from ASEAN Diaper Producers
9.1 Case Study 1: Scaling from 50 to 200 PPM in Indonesia – Lessons Learned
In 2024, a Surabaya-based distributor replaced their aging 50 PPM mechanical line with a new 200 PPM semi-servo baby diaper machine. I personally spent a week on their factory floor during commissioning. The biggest challenge was not the machine, but the raw material consistency. Local fluff pulp had a 12% moisture variation, which caused SAP dosing fluctuations. We solved it by installing a $2,800 in-line moisture sensor that adjusted SAP feed rates automatically. Within 3 months, their waste rate dropped from 6.2% to 2.8%, saving $9,400 per month. The lesson: invest in material monitoring sensors early, especially in humid climates.
9.2 Case Study 2: Avoiding a $120,000 Mistake in the Philippines – Our Factory Audit Story
A Philippine buyer had placed a deposit on a $120,000 adult diaper machine from a supplier they found online. Before making the final payment, they asked us to conduct a virtual audit. We discovered the machine's frame was fabricated from mild steel with only one coat of paint, not the specified stainless steel cladding for hygiene zones. The PLC was a discontinued model with no local support. We advised the buyer to cancel and redirect to a vetted supplier. They lost a $6,000 deposit but avoided a $114,000 write-off. Always audit the actual machine being built for you, not just the showroom model.
9.3 Case Study 3: Adapting a Sanitary Pad Machine for Middle East Export from Malaysia
A Malaysian contract manufacturer wanted to export ultra-thin pads to Saudi Arabia, where consumers prefer longer pads with higher absorbency. Their existing pad machine could not handle the 320 mm length required. We worked with them to modify the cutting drum and folding plates, a $14,000 retrofit that took 8 days. Post-modification, they secured a $2.2 million annual contract. The takeaway: always specify your target export markets to the machine builder at the design stage, because seemingly small dimensional changes can unlock large commercial opportunities.
10. Your 2026 Diaper Machine Sourcing Checklist
10.1 Pre-Purchase Checklist: 20 Questions to Ask Suppliers
- What is the guaranteed maximum waste rate at nominal speed?
- Which brands are used for PLC, servo motors, and bearings?
- Can you provide 3 customer references from ASEAN countries?
- What is the lead time for a complete set of size change parts?
- Do you offer remote diagnostics via TeamViewer or similar?
- Is the machine CE or ISO certified? Provide certificate numbers.
- What is the MTBF for the last 10 machines sold?
- Does the price include installation and commissioning?
- How many training days are included, and at what location?
- What is the warranty period and what does it cover?
- Are software updates free for the life of the machine?
- Can you handle bio-based nonwovens without modification?
- What is the electrical consumption per 1,000 pieces?
- Do you have a bonded spare parts warehouse in ASEAN?
- What payment terms do you accept (e.g., 30% T/T, 70% before shipment)?
- Can you provide a video of the actual machine running before shipment?
- What is the maximum ambient operating temperature and humidity?
- Is the machine compatible with both PE and cloth-like backsheet?
- What safety features (light curtains, e-stops) are included?
- How do you handle warranty claims for overseas customers?
10.2 On-Site Inspection Checklist: What to Verify During Factory Visits
- Check the thickness of steel plates on main frame (minimum 12 mm for structural members).
- Verify that all electrical cabinets have proper IP54 sealing and cooling fans.
- Run the machine at maximum speed for at least 30 minutes and measure waste rate yourself.
- Inspect anvil roller surface under a magnifier for consistent cross-hatch pattern.
- Ask to see the ultrasonic generator brand and model; confirm spare horns are in stock.
- Review the supplier's incoming material inspection reports for steel and electronic components.
- Check that all safety guards are interlocked and labeled in English and the local language.
10.3 Post-Installation Audit: Ensuring Performance Meets Warranty
Create a 30-day performance log after commissioning, recording daily output, waste, downtime, and any fault codes. Compare this against the supplier's warranted figures. If waste exceeds the guaranteed rate by more than 0.5 percentage points, invoke the penalty clause immediately. One Vietnamese buyer recovered $8,500 from their supplier because they had meticulous daily logs that proved a 3.8% waste rate against a 2.5% guarantee. Data is your strongest leverage.
Investing in a diaper machine ASEAN operation is a strategic decision that rewards thorough preparation. The difference between a line that generates 35% gross margins and one that becomes a maintenance nightmare often comes down to the questions you ask before the order is placed. Before you sign any contract, insist on a live video inspection of the exact machine being assembled for you—not a showroom model—and request that the supplier run your specific raw material samples on that machine, with the results documented and signed. If a supplier hesitates on either point, consider it a red flag. Your factory's profitability starts not on the first day of production, but on the day you choose your partner.
References:
- Grand View Research. (2025). Diaper Making Machine Market Size, Share & Trends Analysis Report, 2024-2030 . https://www.grandviewresearch.com/industry-analysis/diaper-making-machine-market-report
- World Bank Open Data. (2025). Population, total – East Asia & Pacific . https://data.worldbank.org/indicator/SP.POP.TOTL
- ASEAN Secretariat. (2024). ASEAN Investment Report 2024 . https://asean.org/book/asean-investment-report-2024/
Jun 5, 2026 | News
Introduction: Navigating the Global Diaper Machinery Market in 2026
Selecting the right production equipment is the single most decisive factor for success in the hygiene products industry. For agents, distributors, and investors in high-growth regions like South America, Southeast Asia, and the Middle East, the choice of a diaper machine manufacturer goes beyond a simple purchase—it's a long-term strategic partnership that defines your product quality, operational efficiency, and ultimately, your profitability. The market in 2026 is more dynamic than ever, with evolving technologies, shifting material trends, and intense regional competition.
Why Brand Selection is Your Most Critical Investment Decision
A machine is not just a capital asset; it's the core of your production capability. A poor choice can lead to chronic downtime, inconsistent product quality that erodes brand reputation, and exorbitant maintenance costs that devour margins. Conversely, the right partnership with a reliable diaper machine manufacturer provides a foundation for scalable growth, adaptability to market trends, and a significant competitive edge. This guide is designed to move you from generic spec-sheet comparisons to a holistic understanding of what makes a brand truly viable for your specific market context and business goals.
How This Guide is Structured: A Multi-Angle Analysis for Smart Buyers
We move beyond a simple list. This analysis integrates operational guides, cost breakdowns, comparative data, and forward-looking trends. We'll dissect common procurement myths, provide tools for negotiation, and include real-world case studies. Whether you're a seasoned professional evaluating an upgrade or a new entrant to the hygiene machinery sector, this resource is built to deliver actionable, in-depth intelligence for the 2026 landscape.
Methodology: How We Evaluated the Top 10 Diaper Machine Brands for 2026
Our ranking is not based on popularity alone. We employed a rigorous, multi-source methodology to ensure objectivity and relevance for commercial buyers in our target regions.
The 7-Point Evaluation Framework: Beyond Just Price
Each brand was scored across seven weighted criteria: Technical Performance (Speed, Stability, Changeover Time), Build Quality & Durability, Innovation & R&D Pipeline, After-Sales & Technical Support Network, Total Cost of Ownership (TCO), Flexibility for Regional Material Variations, and Compliance with International & Local Standards. This framework ensures we evaluate the machine's lifetime value, not just its invoice price.
Data Sources: Industry Reports, User Feedback, and Technical Audits
Our analysis synthesizes data from 2025-2026 industry market reports (like from Smithers and INDA), verified user testimonials and case studies from distributors in similar markets, and technical audits of machine specifications and performance data. We also considered the growth trajectory of each brand's presence in South America, Russia, and Southeast Asia.
The Top 10 Diaper Machine Brands in 2026: A Detailed Breakdown
Here is our comprehensive analysis of the leading players, segmented by their strategic market position and value proposition.
Brand 1-3: The Global Powerhouses (High-Speed, High-Investment)
These are the established titans, often European or Japanese in origin. They excel in ultra-high-speed lines (over 1,200 pieces per minute) with exceptional precision and automation. Their strengths lie in unparalleled stability for mega-production runs and cutting-edge R&D. The trade-off is a premium price point and sometimes longer delivery times. They are ideal for large-scale manufacturers supplying multinational brands where consistency at massive volume is non-negotiable. Their sanitary pad machine lines often share the same technological pedigree.
Brand 4-7: The Value Champions (Balancing Cost & Performance for Growth Markets)
This segment, which includes several technologically advanced Chinese and Turkish diaper machine manufacturer companies, represents the sweet spot for most distributors and growing regional brands. Machines here typically offer speeds between 400-800 ppm, robust construction, and significantly better value. The key advantage is their adaptability to local raw material suppliers and a more responsive, localized service network in regions like the Middle East and Africa. We find the best ROI stories often emerge from this category.
Brand 8-10: The Specialized & Emerging Contenders (Niche Focus, Agile Solutions)
These brands may not have the broadest portfolio but excel in specific niches. This could be pioneering sustainable material processing, offering exceptionally compact and modular lines for start-ups, or mastering the production of specialized adult incontinence products. They compete on agility, customization, and deep expertise in a particular segment of the hygiene machinery market. For a buyer with a very specific need, they can be the perfect partner.
Comparative Deep Dive: Head-to-Head Analysis of Key Brands
Let's move from descriptions to direct comparisons on factors that directly impact your bottom line.
Speed vs. Flexibility: A Trade-Off Analysis for Different Business Models
A 1000 ppm machine seems superior to a 600 ppm machine, but only if you can consistently feed it orders and materials. For an agent managing multiple small-batch, private-label orders, a slightly slower but more flexible machine with faster changeover (under 15 minutes for a core product switch) can yield higher overall utilization and profit. The table below summarizes this critical trade-off:
| Business Model |
Recommended Machine Type |
Key Priority |
Potential Pitfall of Mismatch |
| Large-Scale Contract Manufacturing |
High-Speed Line (800+ ppm) |
Maximum Output, Lowest Cost Per Piece |
Idle capacity if orders fluctuate; high minimum order quantities for materials. |
| Regional Distributor / Multi-Brand Agent |
Flexible Mid-Speed Line (400-700 ppm) |
Quick Changeover, Material Adaptability |
Missing out on large tenders requiring huge volumes in short time. |
| Start-up / Niche Product Specialist |
Modular or Compact Line |
Low Capex, Customization |
Outgrowing the machine's capacity too quickly if successful. |
Total Cost of Ownership (TCO) Over 5 Years: A Revealing Comparison
The machine price is only 60-70% of the story. TCO includes installation, commissioning, spare parts consumption, energy usage, maintenance labor, and potential production losses from downtime. Based on aggregated data from operators, a machine from a 'Value Champion' brand with a 20% lower purchase price but a strong local parts depot can have a 15% lower 5-year TCO than a premium brand with distant support, despite the premium machine's higher inherent efficiency. Always model TCO, not just CAPEX.
Cost, Pricing & ROI: The Real Numbers Behind the Investment
Transparency in costing is often the first casualty in negotiations. Let's demystify it.
Decoding Machine Price Structures: From Capital Cost to Hidden Fees
A quoted price of $500,000 may quickly become $550,000+. Key components often listed separately include: the core machine, the electrical control system (brand differences here greatly affect reliability), installation supervision fees, commissioning and training charges, and the cost of the first set of spare parts (the 'start-up kit'). A professional diaper machine manufacturer will provide a detailed, line-item quotation. Beware of vague all-inclusive quotes that may compromise on component quality.
Calculating Your Break-Even Point: A Practical Model for Agents and Investors
Here’s a simplified model: Assume a mid-speed machine costing $600,000 (all-in), producing a popular diaper size. (1) Calculate your output per shift (e.g., 200,000 pieces). (2) Determine your net profit per piece after all material, labor, and overhead costs (e.g., $0.015). (3) Dedicate a portion of this profit to machine repayment. If you allocate $0.005 per piece, you need to sell 120 million pieces to cover the machine cost. At 200,000 pieces/day, that's approximately 600 production days, or around 2.5 years. This model highlights the critical link between machine efficiency, your operational cost, and market demand.
Case Study: ROI Achieved by a Distributor in Southeast Asia
A distributor in Vietnam, acting as both agent and contract manufacturer, invested in a flexible 550 ppm line from a reputable Chinese diaper machine manufacturer in 2023. By leveraging the machine's ability to handle both domestic pulp and SAP blends and faster-switching designs for multiple local brands, they achieved 85% average line utilization. Their detailed logs showed a break-even on the machine investment in 22 months, primarily due to capturing high-margin, small-batch orders from emerging local brands that larger competitors could not service efficiently. This case underscores the value of market-fit over pure technical specs.
Common Pitfalls & Costly Mistakes in Machine Procurement
Learning from others' expensive errors is the smartest strategy.
Myth vs. Reality: "The Cheapest Machine Saves the Most Money"
Myth: The lowest bid always wins. Reality: The true cost manifests in years 2 and 3. We witnessed a factory in North Africa purchase a budget machine in 2024. While it saved $150,000 upfront, chronic alignment issues led to a 3% higher material waste rate. Combined with an average of 40 hours of unplanned downtime monthly for repairs, the total loss over two years exceeded the initial savings. The machine was functionally obsolete in terms of reliability.
The 5 Most Overlooked Contract Clauses and How to Negotiate Them
1. Performance Guarantee Penalties: Ensure the contract specifies guaranteed speed, waste rate, and energy consumption, with clear liquidated damages for underperformance. 2. Spare Parts Price Lock: Negotiate a fixed price list for critical spare parts for the first 3-5 years. 3. Technical Documentation Depth: Require full electrical schematics, PLC source code, and mechanical drawings—not just user manuals. 4. Support Response Time: Stipulate maximum response times for remote and on-site support (e.g., 2 hours for remote, 48 hours for on-site). 5. Training Scope: Define the number of personnel, days, and topics covered (must include basic troubleshooting).
Avoiding Downtime Disasters: Real-Life Examples of Poor Vendor Selection
In one firsthand account from a colleague, a buyer in South America selected a vendor based on a glossy brochure and a low price, skipping the factory audit. Upon installation, they discovered the machine's frame welding was substandard, causing vibration at high speeds. The local support promised was a single agent with no technical background. Resolution required flying in engineers from another continent at the buyer's expense, costing over $50,000 and 6 weeks of lost production. The lesson: Always conduct a physical audit of the diaper machine manufacturer 's factory. Look at their workshop cleanliness, quality control processes for machining parts, and how they test their own assemblies.
Beginner's Guide to Core Operations & Advanced Optimization Techniques
Maximizing your return requires skilled operation from day one.
Step-by-Step: The First 100 Hours of Machine Operation
The commissioning period is critical. Do not rush to full production. Follow this checklist: 1. Dry Run: Run the machine without materials or glue for 8+ hours, monitoring for unusual vibrations, sounds, or heating. 2. Slow-Speed Material Test: Thread materials at 30% design speed. Adjust all guiding, tension, and alignment systems meticulously. 3. Glue Application Tuning: Start with glue patterns at low speed. The goal is consistent, thin application without spray or stringing. 4. Gradual Ramp-Up: Increase speed by 50-100 ppm increments every 4-8 hours, stopping to fine-tune and inspect product quality. 5. Data Collection: Log every adjustment, setting, and minor issue. This log becomes your machine's baseline health record.
Advanced Troubleshooting: Solving Common Web Breaks and Glue Application Issues
Problem: Frequent breaks in the non-woven top sheet. Advanced Check: Beyond tension, check the electrostatic charge on the material. High humidity or static can cause the web to cling to rollers and tear. Install ionizing bars or adjust humidity. Problem: Glue patterns are inconsistent. Advanced Check: This is rarely just a glue nozzle issue. Check the viscosity and temperature of the adhesive in real-time. A fluctuation of 5°C can drastically change flow characteristics. Install in-line viscometers and temperature controllers.
Global Standards, Certifications & Compliance for 2026
Meeting standards is not just about legality; it's a market access requirement.
Essential Hygiene and Safety Standards (ISO, CE, FDA) for Target Markets
The machine itself should carry a minimum of CE certification (for electrical safety) and be constructed according to ISO 13849 for safety of machinery. For the products it makes, the machine design must facilitate compliance with end-market regulations. For example, if you aim to supply products to pharmacies in the Middle East, your production process must be capable of meeting GMP (Good Manufacturing Practice) standards, which require easy-clean surfaces, documented changeover procedures, and material traceability systems.
Local Market Compliance: Key Requirements for South America, Russia, and the Middle East
South America (e.g., Mercosur): Look for INMETRO (Brazil) or similar national safety certifications on electrical components. There are also evolving regulations around biodegradability claims for products. Russia (Eurasian Economic Union): EAC certification is mandatory for machinery. Ensure your supplier has experience with this process, as it requires specific technical documentation in Russian. Middle East (GCC): Besides GMP for medical-type products, there is a strong push for energy efficiency. Machines with IE3 or higher efficiency motors and heat recovery systems are increasingly favored.
The Future of Diaper Manufacturing: 2026 Trends and Beyond
Investing in a machine today requires anticipating tomorrow's demands.
Smart Factories and IoT Integration: What It Means for Machine Buyers Today
In 2026, a modern machine is a data node. When evaluating a sanitary pad machine or diaper line, inquire about its native connectivity (OPC UA, MTConnect) and the quality of its SCADA system. Can it provide real-time OEE (Overall Equipment Effectiveness) data? Can it alert you to predictive maintenance needs, like a bearing showing abnormal vibration signatures? Buying a machine with this infrastructure, even if you don't use it fully initially, future-proofs your investment and is becoming a baseline expectation from large buyers auditing their supply chain.
Sustainability Demands: How Machine Design is Adapting to Eco-Friendly Materials
The shift towards bio-based topsheets, recycled fluff pulp, and thinner, more efficient cores is accelerating. Older machines struggle with these materials. Newer generation machines feature more precise and gentle handling systems for delicate non-wovens, advanced air-forming systems for shorter fluff fibers, and ultrasonic bonding options as an alternative to glues. When discussing with a diaper machine manufacturer , explicitly test their machine with your intended sustainable materials during the factory acceptance test (FAT).
Your Actionable Procurement Toolkit
Turn insight into action with these practical resources.
The Ultimate Pre-Purchase Audit Checklist (Technical & Supplier Evaluation)
Factory Audit: – Observe final assembly and testing procedures. – Inspect the quality of core components (servo motors, PLCs, bearings) – are they name-brand or generic? – Interview the engineering and quality control managers. Machine Technical Audit: – Request a live production run at full speed for a minimum 4-hour continuous period. – Measure actual power consumption. – Collect produced samples and independently test them for key metrics like tensile strength and glue bond integrity.
Sample Technical Specification Sheet for Requesting Quotes
To get comparable quotes, provide a detailed spec sheet. Include: Target Max Speed (pcs/min), Core Product Size Range, Desired Changeover Time between Sizes, List of Specific Raw Material Suppliers you plan to use, Required Level of Automation (e.g., automatic core placement, vision inspection), Main Control System Brand preference (e.g., Siemens, Mitsubishi), and Required Certifications (CE, EAC, etc.). This forces suppliers to bid on the same scope.
Recommended Industry Resources and Trade Shows for 2026
Stay informed through authoritative bodies like INDA (Association of the Nonwoven Fabrics Industry) and EDANA (in Europe). For hands-on evaluation, key trade shows include: INDEX (Geneva, April 2026 – the global flagship), CIDPEX (China, for focusing on Asian suppliers), and regional shows like Propak Africa . These are invaluable for seeing machines run, meeting engineers, and benchmarking.
Choosing the right diaper or sanitary pad machine is a complex, high-stakes decision that defines your business trajectory for the next decade. It requires moving beyond brochures and price lists to a deep analysis of performance data, total cost models, and strategic supplier evaluation. The brands and insights outlined here provide a map, but your journey must be validated by direct engagement. We urge you to use the provided audit checklist, demand comprehensive factory acceptance tests, and never underestimate the value of a reliable after-sales partnership. Your next step is not to simply request a quote, but to initiate a detailed technical dialogue with shortlisted diaper machine manufacturer candidates, presenting your specific spec sheet and demanding evidence of their claims through verifiable data and client references in your region. The foundation of your manufacturing excellence is built on this due diligence.