Mar 6, 2026 | News
Abstract
The functional efficacy of a modern disposable diaper is overwhelmingly determined by the integrity and performance of its absorbent core. This analysis provides a deep examination of the absorbent core formation process in diaper machines, a critical stage in high-speed hygiene product manufacturing. The discussion centers on the five most common and consequential errors that can occur during this process, spanning the initial preparation of raw materials to the final integration of the core into the diaper chassis. It explores the intricate interplay between the defiberization of fluff pulp, the precise dosing and distribution of superabsorbent polymer (SAP), and the mechanical actions of vacuum forming and compression. By dissecting these potential failure points, the article elucidates the underlying principles of materials science and process engineering. It argues that achieving a consistently high-quality absorbent core is not merely a matter of machine settings, but a holistic approach encompassing raw material selection, advanced process control, real-time quality assurance, and a sophisticated understanding of fluid dynamics within a porous medium. This guide is intended for production managers and investors in markets like South America, Russia, and the Middle East, offering a framework for optimizing production and avoiding costly manufacturing defects in 2026.
Key Takeaways
- Avoid "gel blocking" by ensuring uniform SAP distribution, not just high concentrations.
- Master the absorbent core formation process in diaper machines for superior product quality.
- Calibrate core compression to balance structural integrity with softness and absorbency.
- Implement automated vision systems for real-time quality control and process adjustment.
- Ensure consistent fluff pulp milling to prevent clumps and dust formation.
- Integrate the core seamlessly with the ADL and other layers to prevent delamination.
Table of Contents
Understanding the Foundation: The Science of Absorbency
Before we can diagnose the errors in a process, we must first develop a deep appreciation for the process itself. The creation of a diaper's absorbent core is far more than simple assembly; it is a feat of applied science, a delicate dance between materials and machinery. To think of the absorbent core is to think of the very heart of the diaper. Just as a human heart is responsible for circulating life-sustaining blood, the absorbent core is responsible for managing and containing fluid, a function indispensable to the product's purpose and the user's comfort and health. Without a well-functioning core, the most elegantly designed chassis, the softest topsheet, and the most secure fastening system are all rendered useless.
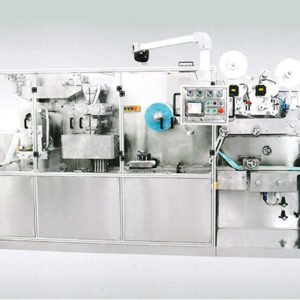
The entire diaper manufacturing process is a high-speed symphony of automated stages, from the unwinding of nonwoven fabrics to the final stacking and packaging of finished goods (womengmachines.com). Yet, within this complex sequence, the absorbent core formation process holds a place of special significance. It is here that raw, unassuming materials are transformed into a sophisticated structure capable of absorbing many times its own weight in liquid. Let us explore the fundamental components that make this possible.
The Dynamic Duo: Fluff Pulp and Superabsorbent Polymer (SAP)
At the center of this absorbent technology are two remarkable materials: fluff pulp and superabsorbent polymer, or SAP. It is not an exaggeration to say that their partnership revolutionized the diaper industry.
Imagine, for a moment, a simple kitchen sponge. It can quickly soak up a spill, but if you press on it, the water comes right back out. This is analogous to fluff pulp. Fluff pulp is a type of cellulose, typically derived from wood, that has been processed into long, soft fibers. Its primary role within the core is to provide structure and to facilitate rapid fluid acquisition and distribution. The network of cellulose fibers creates a porous, web-like matrix. When liquid is introduced, it is drawn into the spaces between these fibers through a physical phenomenon known as capillary action, much like water climbing up a narrow tube. This "wicking" effect pulls moisture away from the baby's skin quickly, which is the first step in keeping them dry. However, like the sponge, fluff pulp alone has poor retention capacity under pressure.
Now, consider a different material. Imagine tiny, dry crystals that, upon contact with water, swell up into a gel, trapping the water inside. Even if you were to squeeze this gel, very little water would escape. This is the magic of superabsorbent polymer. SAP is typically a sodium polyacrylate, a polymer capable of absorbing and retaining exceptionally large amounts of liquid relative to its own mass (Buchholz & Graham, 1998). While fluff pulp's mechanism is largely physical, SAP's is chemical. Through osmosis, water molecules are drawn into the polymer network and held there by ionic bonds. SAP acts as millions of tiny reservoirs, locking liquid away and preventing it from returning to the surface, a phenomenon known as "rewet."
The genius of the modern absorbent core lies in the intimate blend of these two materials. The fluff pulp acts as a distribution network, rapidly pulling liquid in and spreading it over a wide area, ensuring the SAP is not overwhelmed in one spot. The SAP then acts as the high-capacity storage, locking the liquid away for good. The two work in synergy, each compensating for the other's weakness.
The Physics of Absorption: Capillary Action and Osmosis
To truly grasp the absorbent core formation process in diaper machines, one must appreciate the physics at play. The process is not just about mixing two ingredients; it is about creating a structure optimized to leverage these physical and chemical principles.
Capillary action, the driving force behind the fluff pulp's wicking ability, depends on the creation of a network of small, interconnected pores. The quality of the pulp milling is paramount here. If the fibers are too short (creating dust) or clumped together, this network is compromised. The machine's forming process must create a pulp matrix that is porous enough for rapid liquid transport but dense enough to maintain its shape.
Osmosis, the engine of SAP, is a process where solvent molecules (in this case, water) move across a semi-permeable membrane from a region of lower solute concentration to a region of higher solute concentration. The urine has a lower concentration of ions than the inside of the SAP polymer. This concentration gradient creates an osmotic pressure that powerfully draws the fluid into the polymer particles, where it becomes trapped in a gel structure. The effectiveness of this process depends on having the SAP particles well-distributed throughout the pulp matrix, ready to engage with the fluid as it is wicked through the core.
The Core's Architecture: Why Structure Matters
Early disposable diapers often had a simple, rectangular pad of fluff pulp. While absorbent to a degree, they were bulky, inefficient, and prone to breaking apart when wet. Today, the architecture of the absorbent core is a subject of intense engineering focus. The shape, density, and layering of the core are all meticulously designed.
Modern diaper machines can create complex core structures. Some are multi-layered, with a higher concentration of SAP in the lower layers to draw fluid down and away from the body. Others feature channels or grooves embossed into the core. These channels serve a dual purpose: they help distribute liquid even faster along the length of the core, and they provide flexibility, allowing the diaper to conform better to the baby's body and resist bunching. The absorbent core formation process must be precise enough to create these features consistently at speeds of hundreds or even thousands of units per minute (diapermachines.com).
Understanding this foundational science is not merely an academic exercise. It is the lens through which we can properly identify and diagnose the critical errors in the manufacturing process. Every mistake, from inconsistent milling to inaccurate compression, is fundamentally a failure to properly implement these principles of material science and physics.
Error #1: Inconsistent Fluff Pulp Preparation and Milling
The journey to a perfect absorbent core begins with its primary structural component: fluff pulp. This material, usually arriving at the factory in large, dense rolls, must be transformed into a soft, fluffy, and uniform mass of individual fibers. This transformation happens in a unit called a hammer mill, and it represents the first major potential point of failure in the absorbent core formation process. Thinking of it as preparing ingredients for a fine cake, if the flour is lumpy or inconsistently ground, the final result will be disappointing, no matter how skilled the baker.
The Pitfalls of Poor Defiberization
A hammer mill is a deceptively simple piece of machinery. Inside a chamber, a rotating shaft with multiple swinging hammers strikes the pulp sheet, shattering it into fibers. These fibers are then pulled through a screen with specific-sized holes to ensure a consistent fiber length. The process is known as defiberization or milling. When it goes wrong, the consequences cascade through the entire production line.
One of the most common problems is the creation of "clumps" or "nits." These are small, hard knots of pulp fibers that were not properly separated. When these clumps end up in the absorbent core, they create hard spots. Not only are these uncomfortable for the wearer, but they also act as non-absorbent dead zones. Liquid will flow around them rather than being absorbed, creating preferential pathways that can lead directly to leaks.
On the other end of the spectrum is the creation of excessive "fines" or dust. This happens when the milling process is too aggressive or the pulp is too brittle, shattering the cellulose fibers into tiny fragments. This dust contributes very little to wicking or structural integrity. It can clog the vacuum screens of the forming drum, leading to production inefficiencies and defects. Furthermore, excessive dust can become an airborne irritant in the factory environment and can compromise the bonding of the core to other layers. The goal is a "Gaussian distribution" of fiber lengths—a bell curve with a majority of fibers at the optimal length for both wicking and structural integrity.
Moisture Content: The Silent Saboteur
Cellulose is a hygroscopic material, meaning it readily absorbs and releases moisture from the surrounding air. The moisture content of the fluff pulp roll as it enters the hammer mill is a variable that is too often overlooked. It has a profound impact on the defiberization process.
If the pulp is too dry (typically below 6% moisture content), the fibers become brittle. The hammer mill will shatter them, creating an unacceptably high level of dust. The dry fibers also generate significant static electricity, causing them to cling to machine parts and resist uniform mixing with SAP.
Conversely, if the pulp is too wet (typically above 8-9% moisture content), the fibers have too much plasticity. Instead of shattering into individual fibers, they tend to clump together. The energy required to mill wet pulp increases dramatically, and the result is a poorly fiberized mass full of nits and clumps. The ideal window for pulp moisture content is narrow, usually between 6% and 8%. Maintaining this requires not just sourcing quality pulp but also managing the climate within the production facility itself, particularly humidity levels. For manufacturers in the humid climates of Southeast Asia or the variable climates of Russia, this is a particularly salient point.
Mitigating Milling Mistakes: Best Practices for 2026
Avoiding these issues requires a multi-faceted approach that combines good materials, well-maintained machinery, and a controlled environment.
First, the process begins with sourcing high-quality fluff pulp from reputable suppliers. Consistent pulp, with uniform density and moisture content, provides a stable starting point.
Second, the hammer mill itself must be treated as a precision instrument, not a brute-force grinder. The hammers and the screen must be inspected regularly for wear. Worn hammers become less effective, increasing clumps, while a damaged or clogged screen will fail to control fiber length distribution. Modern machines increasingly feature sensors that monitor the motor load of the hammer mill, which can be an early indicator of processing issues like wet pulp or a dulling tool.
Finally, environmental control within the factory is not a luxury; it is a process requirement. A dedicated HVAC system that maintains a stable temperature and humidity in the area around the diaper machine's dry-end can pay for itself many times over by ensuring consistent pulp milling and reducing static-related problems. This holistic view, from raw material to factory climate, is the only way to guarantee a consistent and high-quality start to the absorbent core formation process.
Error #2: Inaccurate Superabsorbent Polymer (SAP) Dosing and Distribution
Once we have a consistent supply of fluffy, well-separated cellulose fibers, the next critical step is to introduce the superabsorbent polymer. This is where the core gets its high-capacity storage capability. However, the manner in which SAP is added is fraught with potential for error. The most common misconceptions are that more SAP is always better and that simply dumping it into the pulp stream is sufficient. Both beliefs lead to significant product flaws and wasted material. The process of adding SAP is one of precision chemistry, not bulk mixing.
The "More is Better" Fallacy
For a newcomer to the industry, it might seem logical that to make a diaper more absorbent, one should simply add more SAP. This intuition is dangerously flawed. While a certain amount of SAP is necessary, an excessive concentration, especially if poorly distributed, leads to a catastrophic failure mode known as "gel blocking."
Imagine pouring water onto a fine pile of flour. The top layer of flour immediately gets wet and forms a pasty, impermeable barrier, preventing the water from ever reaching the dry flour underneath. Gel blocking is the exact same phenomenon. When a large amount of liquid hits an area with a high concentration of SAP, the particles on the surface swell instantly to form a dense, gelatinous layer. This gel layer acts as a seal, physically blocking any further liquid from penetrating deeper into the core. The rest of the absorbent core, which may be perfectly dry and capable, is never even utilized. The result is a diaper that leaks long before its theoretical capacity is reached. This is not just a performance failure; it is a tremendous waste of expensive raw material. A successful core design focuses on the efficiency of absorption, not just the raw quantity of SAP.
To prevent gel blocking and ensure efficient use of the entire core, the SAP particles must be distributed as uniformly as possible throughout the fluff pulp matrix. This is a significant engineering challenge. We are trying to evenly mix a small volume of dense, granular SAP with a large volume of light, airy fluff pulp in a high-speed, turbulent air stream.
The method of introducing SAP is called "dosing." There are two primary types of dosing systems: volumetric and gravimetric. Volumetric dosers dispense SAP based on volume, using a screw or auger that turns a specific number of times per core. While simpler and less expensive, they are highly susceptible to variations in SAP density. If the SAP in the hopper becomes compacted or aerated, the same volume will contain a different weight of polymer, leading to inconsistent dosing.
Gravimetric dosers, on theother hand, dispense SAP by weight. They use a system of load cells and a feedback loop (a "loss-in-weight" system) to constantly measure the amount of material being dispensed. This is far more accurate and repeatable, as it is immune to changes in material density. Inconsistent mixing leads to "pockets" in the core—some areas with too much SAP (risking gel blocking) and some with no SAP at all (creating weak spots with no retention capacity).
Achieving Precision: The Role of Modern Dosing Systems
For any serious manufacturer in 2026, investing in a high-quality gravimetric dosing system is non-negotiable. The precision it affords directly translates into product consistency and raw material savings. The initial higher cost of a gravimetric system is quickly recouped through reduced SAP waste and fewer rejected products. A well-designed diaper production line will feature a gravimetric doser that is fully integrated with the machine's central PLC (Programmable Logic Controller).
This integration allows for sophisticated control. For example, the system can create a "zoned" or "profiled" core, where the amount of SAP is intentionally varied along the length of the core. More SAP can be placed in the target urination zone, with less at the periphery. This intelligent use of material improves performance while optimizing cost. Furthermore, the data from the gravimetric system can be logged and analyzed, providing a valuable record for quality control and process troubleshooting. It allows an operator to know, with certainty, the exact amount of SAP in every single core produced. This level of precision is the cornerstone of a modern, efficient, and quality-focused absorbent core formation process.
| Feature |
Volumetric Dosing System |
Gravimetric Dosing System |
| Operating Principle |
Dispenses a set volume of material per unit time (e.g., via a rotating screw). |
Dispenses a set weight of material per unit time, using load cells to measure mass flow. |
| Accuracy & Repeatability |
Lower. Susceptible to variations in material density, granulation, and flowability. |
Higher. Directly measures mass, making it immune to density variations. |
| Initial Cost |
Lower. Simpler mechanical design. |
Higher. Requires sophisticated load cells and control electronics. |
| Calibration |
Requires frequent calibration and verification, especially with new batches of material. |
Largely self-calibrating through the loss-in-weight feedback loop. Requires periodic verification. |
| Material Waste |
Higher potential for waste due to overdosing to ensure a minimum amount is always present. |
Lower waste. Precision allows operation closer to the target specification without underdosing. |
| Process Control |
Limited. Offers basic control over dispense rate. |
Advanced. Enables precise profiling, data logging, and integration with quality control systems. |
After the fluff pulp has been milled and intimately blended with SAP, the airborne mixture must be collected and shaped into the final core. This is the "forming" stage, and it is followed immediately by "compression." These two mechanical steps define the core's final physical properties: its shape, its density, and its integrity. Errors here can create a core that is visually perfect but functionally deficient, a core that looks the part but fails spectacularly under real-world conditions.
The heart of the forming unit is a large, rotating drum or chain. The surface of this drum is made of pockets shaped like the desired absorbent core. The bottom of each pocket is a fine mesh screen. As the drum rotates through a chamber filled with the pulp/SAP mixture, a powerful vacuum is pulled from inside the drum. This vacuum sucks the mixture onto the screen, "forming" the core.
The balancing act here is in the vacuum pressure. If the vacuum is too weak or uneven across the width of the drum, the pulp will not be deposited evenly. This results in cores with inconsistent basis weight—some areas will be thicker and denser, while others will be thin or even have holes. These thin spots are obvious weak points that will be quickly overwhelmed by liquid.
Conversely, if the vacuum is too strong, it can pull the finer pulp and SAP particles through the screen, leading to material loss and clogged vacuum systems, which require production stoppages for cleaning. The drum screens themselves are critical components that must be kept immaculately clean. Any blockage from pulp residue or melted adhesive will create a "blind spot" where the vacuum is ineffective, resulting in a defective core with every rotation.
Compression Calibration: The Difference Between a Pad and a Brick
Once the core is formed on the drum, it is a thick, soft, low-density pad. It does not yet have the structural integrity to survive the rest of the manufacturing process or the stresses of being worn. To fix this, the newly formed core is passed through a set of rollers, known as a debulking or compression unit. These rollers press the core to a specific, predetermined thickness.
The calibration of this compression is absolutely vital. Imagine the uncompressed core as a loose pile of cotton balls. There is a lot of empty space (void volume) between the fibers, which is good for acquiring liquid quickly. If you compress it too little, the core remains weak and "punky." It will feel lumpy and, more importantly, will have poor "wet integrity." This means that when it gets wet, the fibers will easily separate, and the core will clump, bunch, and fall apart inside the diaper.
Now, imagine compressing that pile of cotton balls until it is a hard, flat disc. It is now very strong, but you have squeezed out all the empty space. This is the danger of over-compression. An over-compressed core becomes dense and hard. It feels uncomfortable to the wearer and, critically, has lost its void volume. Without that empty space, liquid cannot be acquired quickly. It will tend to pool on the surface or run off the sides before the pulp has a chance to wick it and the SAP has a chance to absorb it. The goal is to find the "sweet spot" of compression that provides enough density for good wet integrity while preserving enough void volume for rapid fluid acquisition.
The Importance of Core Integrity and Wet Strength
Core integrity is the measure of a core's ability to hold together, both when dry and, more importantly, when wet. A core with poor integrity is the primary cause of the dreaded "bunching and sagging" that parents complain about. The absorbent core formation process in diaper machines must build in features to enhance this integrity.
Beyond simple compression, modern machines use other techniques. One is "embossing," where the compression rollers have a pattern on them that creates denser, bonded lines within the core, acting like internal stitching. Another technique is thermal bonding, where a small amount of synthetic bicomponent fiber is mixed with the pulp. When heated by the compression rollers, this fiber melts and fuses the cellulose fibers together at their intersection points, creating a much stronger and more stable matrix.
A manufacturer must test for wet integrity. A simple but effective test is to take a finished core, saturate it with a known amount of saline solution (to simulate urine), and then shake it. A well-made core will retain its shape, while a poorly made one will break apart into a collection of wet clumps. This simple test speaks volumes about the quality of the forming and compression process.
| Defect |
Potential Cause(s) |
Recommended Action(s) |
| Hard Spots / Clumps |
Poor fluff pulp milling (nits). SAP dosing issues causing polymer agglomeration. |
Inspect hammer mill hammers and screen. Check pulp moisture content. Verify SAP doser is not clumping material before dispensing. |
| Thin Spots / Holes |
Clogged screen on the forming drum. Uneven vacuum pressure across the drum. |
Implement a regular screen cleaning schedule. Check vacuum pump performance and ensure all lines are clear. Verify drum seals. |
| Inconsistent Core Weight |
Fluctuations in pulp or SAP feed rate. Inconsistent pulp defiberization. Drifting volumetric SAP doser. |
Calibrate all material feed systems. Implement a gravimetric SAP doser. Use sensors to monitor pulp flow consistency. |
| Poor Wet Integrity (Lumping) |
Insufficient core compression (low density). Lack of bonding elements (embossing, thermal bonding). Poor fiber quality. |
Calibrate compression roller gap and pressure. Evaluate core recipe; consider adding bicomponent fibers. Test different fluff pulp suppliers. |
Error #4: Neglecting the Integration with Surrounding Layers
A perfectly formed and compressed absorbent core is still just one component. Its performance in the final product depends entirely on how well it works with the layers that surround it: the topsheet above, the backsheet below, and, critically, the acquisition distribution layer (ADL) that acts as its immediate interface with incoming fluid. A common but grave error is to optimize the core in isolation, without considering its role as part of a complete system. This is like building a phenomenal engine but failing to connect it properly to the transmission; the power is there, but it can never reach the wheels.
The Acquisition Distribution Layer (ADL): The Unsung Hero
Between the soft topsheet that touches the skin and the absorbent core lies a small, often colorful, strip of material called the Acquisition Distribution Layer, or ADL. This layer is the unsung hero of diaper performance. Its job is not to store liquid, but to manage it.
When a baby urinates, the fluid is delivered in a high-volume gush to a concentrated area. The topsheet is designed to let this fluid pass through quickly. If this gush hit the absorbent core directly, especially a core with a high SAP concentration, it could initiate localized gel blocking before the fluid has a chance to spread. The ADL prevents this. It is a highly porous, resilient nonwoven material designed to do two things very quickly: first, "acquire" the full volume of the gush, pulling it away from the topsheet and the skin; second, "distribute" that fluid rapidly along its length and width. It acts like a temporary holding reservoir and a network of irrigation channels, spreading the insult over a much larger surface area of the absorbent core. This allows the core to absorb the fluid more slowly and evenly, maximizing the efficiency of the pulp and SAP.
The error occurs when the ADL and the core are mismatched. A very fast-distributing ADL paired with a slow-absorbing, over-compressed core will simply spread the liquid to the edges of the diaper, causing leaks. A slow ADL paired with a very fast-absorbing core is an inefficient use of the core's potential. The properties of the ADL (its basis weight, fiber type, and porosity) must be carefully selected to complement the specific properties of the absorbent core being produced.
Bonding and Lamination Issues
The diaper is a laminate structure, a sandwich of multiple layers held together by hot-melt adhesives. The absorbent core must be securely bonded to the topsheet/ADL assembly above and the waterproof backsheet below. The application of this adhesive is another potential failure point in the absorbent core formation process.
Modern diaper machines use sophisticated spray or slot-coating nozzles to apply precise patterns of adhesive. If the nozzles are clogged, the temperature of the adhesive is wrong, or the pressure is too low, the bond will be weak. This can lead to "delamination," where the layers separate either during handling or, worse, during use. If the core separates from the topsheet, it can shift and bunch. If it separates from the backsheet, it can create channels for liquid to leak out the sides.
The type of adhesive is also important. The adhesive must be strong enough to hold the core in place even when it is heavy with liquid, but it must not create a waterproof film that would impede absorption. The adhesive pattern is often a swirl or a series of lines, not a solid sheet, to maintain the breathability of the materials.
The properties of the absorbent core have knock-on effects throughout the rest of the diaper assembly. A core that is too thick or stiff due to over-compression can interfere with the proper application and function of the leg elastics and standing leak guards. This can create gaps at the leg, a primary leakage path.
The consistency of the core's placement is also paramount. A state-of-the-art diaper making machine uses servo motors for precise control of every action (diapermachines.com, 2025). If the core is placed even a few millimeters off-center, it can disrupt the folding of the chassis, the placement of the frontal tape, and the final contour cutting of the diaper. This highlights that the absorbent core formation process is not an isolated island but a central hub that influences nearly every subsequent stage of production. A holistic view is not just beneficial; it is necessary for producing a high-quality product efficiently. As noted in a guide to diaper production, the entire process is a complex orchestration managed by advanced control systems to ensure synchronization (womengmachines.com).
Error #5: Overlooking Quality Control and Data Analysis
In the era of manual production, quality control might have meant a worker pulling a diaper off the line every hour to inspect it. In a modern factory producing over a thousand diapers per minute (tianzhengdiaper.com), this approach is utterly inadequate. The fifth and perhaps most strategically significant error in managing the absorbent core formation process is to treat quality control as a reactive, after-the-fact inspection rather than a proactive, integrated system for process control. Relying on manual checks is like trying to navigate a supersonic jet by looking out the window; by the time you see a problem, you have already traveled miles past it.
Moving Beyond Manual Checks: The Power of Automated Vision Systems
Modern diaper machines are equipped with an array of high-speed cameras and sensors collectively known as a "vision system." These systems are the eyes of the production line, and they never blink. As each absorbent core is formed and placed, the vision system can perform dozens of checks in a fraction of a second.
It can verify the core's dimensions (length and width), check its placement relative to the centerline of the web, and detect defects like holes, thin spots, or clumps. More sophisticated systems can even use infrared or other imaging techniques to verify the distribution of SAP within the core, flagging areas of high concentration that could lead to gel blocking. Any component that does not meet the programmed specifications is tracked, and the finished diaper is automatically ejected into a reject bin before it can be packaged. This ensures that defective products do not reach the customer, protecting brand reputation. Investing in these quality control systems, while adding to the initial machine price, is vital for reducing waste and ensuring long-term success ().
The Feedback Loop: Connecting QC to Process Control
The true power of a modern quality control system is not just in rejecting bad products, but in preventing them from being made in the first place. This is achieved through a "closed-loop feedback" system. The data from the vision system is fed back in real-time to the machine's central PLC. The PLC can then make automatic, micro-adjustments to the process parameters.
Let's consider a practical example. A weight scanner placed after the forming unit detects that the average core weight is slowly drifting downwards, approaching the lower specification limit. Instead of waiting for an operator to notice this trend and make a manual adjustment, the system can automatically increase the speed of the fluff pulp feeder by a tiny increment to bring the weight back to the target. Similarly, if the vision system detects that the core is consistently being placed one millimeter to the left of center, it can send an adjustment to the servo motor controlling the placement arm to correct its position. This self-correcting capability is what separates a truly advanced, full-servo diaper making machinery from its semi-automated predecessors. It leads to a dramatic reduction in variability, producing a more consistent product with far less waste.
Data as a Strategic Asset: Predictive Maintenance and Trend Analysis
The data generated by these quality control systems is a goldmine of operational intelligence. The most forward-thinking manufacturers do not let this data disappear after a product is accepted or rejected. They log it, store it, and analyze it.
By analyzing trends over time, a production manager can gain deep insights into the health of the machine and the quality of the raw materials. For instance, if the data shows a gradual increase in pulp dust being detected by a sensor, it could be an early warning that the hammers in the mill are becoming worn and need to be replaced. This allows for "predictive maintenance," scheduling downtime before a failure occurs, rather than reacting to a breakdown that stops the entire line.
Similarly, if a new batch of SAP is loaded and the system starts detecting a higher variability in core weight despite the gravimetric doser working perfectly, it could indicate an issue with the flowability of that specific batch of raw material. This data provides objective evidence to take back to the raw material supplier. In this way, the absorbent core formation process transforms from a "black box" into a transparent, data-rich operation. It allows managers to make decisions based on statistical evidence rather than intuition, driving a culture of continuous improvement and operational excellence.
Frequently Asked Questions (FAQ)
What is the ideal ratio of fluff pulp to SAP in an absorbent core?
There is no single "ideal" ratio; it is a careful balance that depends on the diaper's intended design, cost target, and performance goals (e.g., day-use vs. overnight). High-performance overnight diapers may have a higher SAP content (sometimes over 50% of the core's weight) to maximize retention capacity. In contrast, a lower-cost day diaper might use more fluff pulp to provide bulk and rapid acquisition at a lower price point. The key is not the ratio itself, but the uniform distribution of the chosen blend.
The fundamental principles are the same, but the scale and design differ. Adult incontinence products must manage much larger fluid volumes and different surge rates. Their absorbent cores are typically larger, thicker, and often contain a higher total amount of SAP. The shape of the core is also different, designed to fit an adult anatomy. The absorbent core formation process on an adult diaper machine must be able to handle higher flow rates of pulp and SAP and form a larger, often more complex, three-dimensional shape.
Can a single diaper machine produce different core designs?
Yes, modern, high-quality diaper machines are designed with flexibility in mind. By changing the forming drum pockets and adjusting parameters in the machine's control system (the HMI, or Human-Machine Interface), a manufacturer can produce different core shapes, sizes, and weights. This allows for the production of different diaper sizes (e.g., newborn, small, medium, large) or even different product tiers on the same machine, although a changeover does require some downtime. This versatility is a key consideration when investing in new equipment (womengmachines.com).
What is "gel blocking" and how can I prevent it?
Gel blocking is a critical failure mode where a high concentration of SAP on the surface of the core swells instantly upon contact with liquid, forming an impermeable gel layer. This layer prevents liquid from penetrating deeper into the core, leading to leaks even when the diaper is not full. It is prevented not by reducing SAP, but by ensuring it is distributed uniformly throughout the fluff pulp matrix. Using an Acquisition Distribution Layer (ADL) also helps by spreading the liquid over a larger area before it reaches the core.
How often should the core forming unit be maintained?
A preventative maintenance schedule is crucial. Daily tasks should include cleaning any visible pulp or dust buildup. Weekly, the vacuum drum screens should be thoroughly cleaned and inspected for any damage or blockages. The hammers and screen in the hammer mill should be inspected for wear on a schedule determined by the manufacturer and the hours of operation, as their condition directly impacts fiber quality. Regular lubrication of moving parts and inspection of vacuum seals are also essential.
What is the role of the Acquisition Distribution Layer (ADL)?
The ADL is a nonwoven layer situated between the topsheet and the absorbent core. Its primary function is to quickly acquire a gush of liquid and distribute it horizontally across the surface of the core. It acts as a fluid management system, preventing liquid from pooling in one spot and giving the absorbent core more time and surface area to absorb the fluid efficiently. It is a key component in preventing rewet and improving overall diaper dryness.
Conclusion
The journey through the absorbent core formation process reveals a landscape of remarkable complexity and precision. It is a domain where materials science, mechanical engineering, and data analytics converge at breathtaking speeds. We have seen that avoiding the five common errors—inconsistent pulp milling, inaccurate SAP dosing, flawed core compression, poor layer integration, and neglected quality control—is not about perfecting a single step. Rather, it is about embracing a holistic philosophy of production. It requires an understanding that the core is a system, not just a component, and that the process is a continuous flow of cause and effect, where an issue in the first stage can ripple through to the very last.
Mastering this process is an investment in the fundamental quality and integrity of the final product. A consistent, high-performance absorbent core is the foundation upon which brand loyalty is built and the ultimate defense against the costly consequences of product failure and customer dissatisfaction. For any manufacturer, whether in South America, Southeast Asia, or anywhere else, the pursuit of a perfect core is the pursuit of excellence itself. The choice of a machinery partner who not only provides the equipment but also understands the deep science behind its operation is therefore not just a procurement decision, but a strategic partnership for long-term success.
References
Buchholz, F. L., & Graham, A. T. (Eds.). (1998). Modern superabsorbent polymer technology. Wiley-VCH. +Superabsorbent+Polymer+Technology-p-9780471194118
Diapermachines.com. (2025, August 21). Your 2025 guide to diaper manufacturing machine price: 7 factors to know.
Diapermachines.com. (2024, June 5). Main features of diaper making machines. https://www.diapermachines.com/2024/06/05/main-features-of-diaper-making-machines/
Kafle, K., Giesbers, M., & Nopens, I. (2021). Multi-scale modelling of liquid transport in porous fibrous hygiene products: A review. AIChE Journal, 67(7), e17232. https://doi.org/10.1002/aic.17232
Sopian, A., & Ujang, S. (2019). The effect of fluff pulp properties and process parameters on the quality of absorbent core for baby diapers. IOP Conference Series: Materials Science and Engineering, 557, 012025.
Tianzhengdiaper.com. (2025, May 19). How high-quality baby diapers are made: Full manufacturing guide. https://tianzhengdiaper.com/diaper-manufacturing-process/
Womengmachines.com. (2025, December 3). A step-by-step guide: How do diaper machines work in factories? 5 key stages explained. https://www.womengmachines.com/a-step-by-step-guide-how-do-diaper-machines-work-in-factories-5-key-stages-explained/
Womengmachines.com. (2025, December 12). Expert guide to how diapers are made: 7 key production stages for 2025. https://www.womengmachines.com/expert-guide-to-how-diapers-are-made-7-key-production-stages-for-2025/
Womengmachines.com. (2026, January 30). 7 critical factors for your 2026 pad machine investment: An expert checklist. https://www.womengmachines.com/2026-pad-machine-buyers-guide/
Zohuri, G. (Ed.). (2019). Polymer science: A comprehensive reference. Elsevier.
Mar 4, 2026 | News
Abstract
An examination of modern disposable hygiene product manufacturing reveals that the operational nucleus of any high-performance diaper machine is its Programmable Logic Controller (PLC) and Human-Machine Interface (HMI) system. This analysis, prepared for the 2026 industrial landscape, offers a comprehensive framework for evaluating these critical digital components. It is directed toward production managers and investors in burgeoning markets such as South America, Russia, Southeast Asia, the Middle East, and South Africa. The discussion moves beyond surface-level specifications to scrutinize seven defining features of superior diaper machine PLC HMI control systems. These features encompass intuitive, multilingual interfaces, advanced data analytics for predictive maintenance, robust remote diagnostics, and high-precision servo motor synchronization. The central proposition is that a judicious investment in a diaper machine is contingent upon a profound understanding of its control architecture, as this system fundamentally dictates production efficiency, operational uptime, waste reduction, and ultimately, the long-term return on investment and competitive resilience of the manufacturing enterprise.
Key Takeaways
- Demand an HMI with multi-language support for diverse operational teams.
- Prioritize systems that offer robust remote diagnostics to minimize downtime.
- Select a machine with an integrated vision system for automated quality assurance.
- Choose a scalable control architecture to future-proof your investment.
- Opt for advanced diaper machine PLC HMI control systems for superior data analytics.
- Ensure the system allows for fast, recipe-based product format changeovers.
- Verify servo motor synchronization capabilities for material and energy savings.
Table of Contents
The Digital Conductor: Understanding the Core of Modern Diaper Production
To contemplate the acquisition of a diaper manufacturing machine in 2026 is to engage with an apparatus of remarkable complexity. It is a world of high-speed web handling, ultrasonic bonding, precision cutting, and intricate material lamination. Yet, at the very heart of this mechanical ballet lies an entity that is not mechanical at all: the digital control system. To overlook its significance is akin to admiring a symphony orchestra for the fine craftsmanship of its instruments while ignoring the conductor who brings them to life. The diaper machine PLC HMI control system is that conductor. It is the integrated brain and central nervous system that dictates the rhythm, precision, and harmony of the entire production process.
The Programmable Logic Controller, or PLC, can be understood as the logical core of the operation. It is a ruggedized industrial computer that executes a stored program, reading inputs from thousands of sensors and sending commands to hundreds of actuators, such as motors, valves, and heaters. Imagine it as the machine's subconscious, tirelessly managing every minute action in a perfectly timed sequence, thousands of times per minute. It ensures that the elastic for the leg cuff is applied at the exact right moment, that the superabsorbent polymer (SAP) is dosed with gram-level accuracy, and that the final product is cut and folded with sub-millimeter precision.
The Human-Machine Interface, or HMI, is the conscious connection between this powerful subconscious and the human operator. It is the screen, or series of screens, through which your team communicates with the machine. A well-designed HMI presents the vast complexity of the PLC's operations in a clear, understandable, and actionable format. It is more than a simple dashboard; it is a window into the machine's soul, allowing for monitoring, control, and diagnostics. Through the HMI, operators can start and stop production, adjust parameters, manage product recipes, and respond to alarms.
The relationship between the PLC and HMI is symbiotic. The PLC executes the high-speed, repetitive tasks with a reliability no human could match. The HMI provides the necessary layer of human oversight, intelligence, and adaptability. Together, they form the control system, a digital architecture whose quality and sophistication will have a more profound impact on your factory's profitability than almost any other single factor. As we explore the seven essential features of a modern system, we are not merely listing technical specifications. We are developing a philosophy of investment, one that prioritizes intelligence, adaptability, and a deep respect for the human element in manufacturing.
Feature 1: An Intuitive, Multi-Language Human-Machine Interface (HMI)
The point of contact between a multimillion-dollar piece of machinery and your production team is often a single sheet of glass: the HMI screen. The quality of this interaction is not a trivial matter of aesthetics; it is a fundamental determinant of operational efficiency, operator safety, and employee satisfaction. A poorly designed interface can lead to confusion, errors, extended downtime, and a constant state of frustration for your most valuable assets on the factory floor. Conversely, an intuitive HMI empowers operators, reduces training time, and transforms them into proactive managers of the production process rather than reactive problem-solvers.
An intuitive HMI is one designed with a deep understanding of human cognition. It does not bombard the operator with raw data but instead curates information, presenting what is necessary for a given task in a clean, logical hierarchy. Think of the difference between a cluttered desk piled high with papers and a well-organized filing system. Both contain the same information, but only one facilitates efficient work.
A user-centric HMI employs a consistent visual language. Alarms are always presented in the same color and location. Machine sections are represented graphically in a way that mirrors their physical layout. Critical parameters like speed, temperature, and material tension are displayed not just as numbers, but with visual indicators that show their status relative to their optimal range. This approach reduces the cognitive load on the operator. Instead of having to read and interpret a dozen numbers, they can see at a glance if the machine is "healthy." This allows their mental energy to be reserved for higher-level tasks, such as anticipating material changes or identifying subtle trends that might indicate a future problem. The design philosophy should be one of partnership, where the machine presents information in a way the human mind can most easily process.
HMI Design Philosophy Comparison
| Feature |
Poorly Designed HMI (Circa 2015) |
User-Centric HMI (2026 Standard) |
| Navigation |
Deep, text-based menus. Inconsistent screen layouts. |
Graphical, process-flow-based navigation. Consistent layout and iconography. |
| Data Display |
Long lists of numerical tags and variable names (e.g., "T-401B"). |
Visual gauges, trend charts, and status indicators. Plain language labels. |
| Alarm Management |
A simple chronological list of all alarms, often with cryptic codes. |
Prioritized alarms with graphical location, troubleshooting steps, and historical data. |
| Language |
Single language, often English or the manufacturer's native tongue. |
Full multi-language support, switchable on-the-fly by any user. |
| User Access |
One or two access levels (e.g., Operator, Engineer). |
Role-based access control with customizable permissions for different user groups. |
The Imperative of Localization for Global Operations
For manufacturers in diverse markets like South America, the Middle East, or Southeast Asia, the single most important feature of an HMI is its ability to communicate in the native language of its users. An English-only interface in a factory in Brazil, Russia, or Indonesia creates an immediate and permanent barrier. It complicates training, increases the likelihood of error, and slows down troubleshooting. Insisting on a machine where every screen, every button, every alarm, and every help file can be instantly switched between English, Spanish, Portuguese, Russian, Arabic, or other relevant local languages is not a luxury; it is a fundamental requirement for success.
True localization goes beyond simple translation. It involves using appropriate iconography and layouts that are culturally understood. It means ensuring that technical terms are translated accurately by someone with domain expertise, not just a generic translation service. When evaluating a diaper production line, you should demand a demonstration of the HMI's language-switching capabilities. How quickly can it be done? Is the translation complete and professional? This feature shows a supplier's commitment to the global market and their understanding of the operational realities their customers face (Womengmachines.com, 2026).
Training and Skill Development: Empowering Your Workforce
A well-designed, multi-language HMI is a powerful training tool. New operators can learn the machine faster and with greater confidence. The graphical interface helps them build a mental model of the machine's complex processes. On-screen help files and integrated troubleshooting guides can provide immediate assistance without needing to consult a manual or call a supervisor.
This empowerment has a profound effect on your workforce. Operators who feel competent and in control of their equipment are more engaged and motivated. They begin to take ownership of the machine's performance. The diaper machine PLC HMI control system ceases to be a barrier and becomes an extension of their own skills and knowledge. This fosters a culture of continuous improvement, where operators are not just button-pushers but active contributors to the optimization of the production line.
Feature 2: Advanced Real-Time Data Analytics and Reporting
In the past, the primary role of a control system was simply to make the machine run. In 2026, that is the bare minimum. A modern diaper machine PLC HMI control system must also function as a powerful data-gathering and analysis engine. Every diaper produced is a data point. Every roll of raw material consumed, every machine stoppage, every rejected product—these are all pieces of a vast digital puzzle. A sophisticated control system allows you to assemble that puzzle, revealing a clear picture of your operational efficiency and, more importantly, showing you exactly where you can improve.
From Raw Data to Actionable Insight: The Role of the PLC
The PLC is at the heart of this data revolution. With its high-speed processing capabilities, it can monitor thousands of data points in real time. These are not just simple on/off signals; they are analog values like motor speeds, material tensions, temperatures, and pressures, as well as production counters, fault codes, and operator inputs. The PLC acts as the central nervous system, collecting these signals from every corner of the machine.
However, raw data is of little use. The magic happens when the control system processes this data and the HMI presents it as actionable information. Key Performance Indicators (KPIs) like Overall Equipment Effectiveness (OEE) are no longer calculated manually at the end of a week; they are calculated in real time and displayed prominently on the HMI. The operator can see, at a glance, the machine's current availability, performance (speed), and quality rates. They can see trends developing over a shift and drill down to find the root causes of lost production. For example, if the OEE availability score drops, the HMI can instantly show a Pareto chart of the top five stoppage reasons, allowing the team to focus their efforts on the most significant problem.
Key Data Points and Their Managerial Implications
| Data Point Collected by PLC |
Information Presented on HMI |
Actionable Insight for Management |
| Raw material splice counts & times |
Splice efficiency dashboard; time per splice trend. |
Identify operators needing more training; justify investment in automatic splicers. |
| Machine stop events with cause codes |
Real-time OEE calculation; Pareto chart of top 5 stop reasons. |
Focus maintenance and engineering resources on the most frequent causes of downtime. |
| Reject counts by defect type (e.g., missing tape, bad core) |
Quality loss analysis; correlation of defects with material batches. |
Pinpoint upstream process issues; hold raw material suppliers accountable for quality. |
| Servo motor torque and current draw |
Energy consumption per 1000 diapers; predictive motor failure alerts. |
Optimize machine settings for energy efficiency; schedule motor replacement before failure. |
| Product recipe/format changeover time |
Changeover duration tracking vs. target time. |
Streamline changeover procedures (SMED); identify bottlenecks in the process. |
Predictive Maintenance: A Paradigm Shift in Uptime
One of the most powerful applications of real-time data analytics is predictive maintenance (PdM). Traditional maintenance is either reactive (fixing things after they break) or preventive (replacing parts on a fixed schedule, whether they need it or not). Predictive maintenance is far more intelligent.
The PLC continuously monitors the "health" of critical components. For example, it tracks the vibration signature and temperature of a major motor or gearbox. By applying algorithms to this data, the system can detect subtle deviations from the normal operating baseline that indicate a developing failure, often weeks or even months in advance. The diaper machine PLC HMI control system can then generate a specific alert: "Warning: Vibration on main drive gearbox has increased by 15%. Bearing failure predicted within 200 operating hours. Please schedule replacement."
This capability transforms your maintenance department from a fire brigade into a team of surgical specialists. Maintenance is planned during scheduled downtime, parts are ordered in advance, and catastrophic, production-halting failures are largely eliminated. The impact on machine uptime and Total Cost of Ownership (TCO) is immense (Diapermachines.com, 2025).
TCO and ROI: Quantifying the Value of Data
The initial price of a diaper machine is only one part of its total cost. The TCO includes the cost of raw materials, energy, labor, maintenance, and lost production due to waste and downtime over the machine's entire lifecycle. A powerful data analytics system directly attacks these ongoing costs.
By providing insights into raw material waste, it allows you to fine-tune processes and reduce consumption. By monitoring energy usage, it helps you optimize for efficiency. By enabling predictive maintenance, it dramatically reduces unplanned downtime. The HMI should provide clear, customizable reports that quantify these savings in your local currency. This allows you to demonstrate a clear Return on Investment (ROI) for the advanced control system itself. When you are choosing a machine, you are not just buying steel and motors; you are investing in a data platform that will drive profitability for years to come.
Feature 3: Robust Remote Diagnostics and Support Capabilities
In a globalized manufacturing environment, your machine supplier may be thousands of kilometers and several time zones away. When a complex, production-stopping issue arises, you cannot afford to wait days for a service engineer to travel to your facility. This is where robust remote diagnostics and support capabilities, integrated directly into the diaper machine PLC HMI control system, become not just a convenience, but a lifeline for your operation. This feature represents a fundamental shift in the relationship between machine builder and user, from a simple transaction to a continuous, collaborative partnership.
The Virtual Technician: Overcoming Geographical Barriers
Imagine this scenario: your machine stops with a cryptic fault code that your on-site team has never seen before. Instead of a frantic series of phone calls and emails, your maintenance lead initiates a secure remote session through the HMI. At the manufacturer's headquarters, a senior controls engineer sees the exact same HMI screens your operator is seeing. They can go online with the PLC, view the program logic in real time, analyze the alarm history, and inspect the status of every sensor and actuator on the machine.
They can guide your local technician through troubleshooting steps with precision: "Please check the voltage at terminal 3 on sensor X-105. I can see from the logic that it is not providing a signal." In many cases, the issue can be diagnosed and resolved within minutes or hours, rather than days. This could be a software parameter that needs adjustment, a faulty sensor that needs to be replaced, or a mechanical alignment that needs to be corrected. The remote expert acts as a "virtual technician," bringing their highest level of expertise directly to your factory floor, instantly. This capability is particularly valuable for manufacturers in regions like South Africa or Russia, where travel logistics can be complex and time-consuming.
Cybersecurity in the Age of Connected Factories
Of course, opening a gateway into your factory's core control system introduces a valid concern: cybersecurity. A secure remote access solution is not simply a matter of connecting the machine to the internet. A world-class supplier will implement a multi-layered security strategy. This typically involves:
- Hardware-Based VPN: The connection is established through a dedicated industrial VPN (Virtual Private Network) router, creating an encrypted tunnel between your machine and the supplier's support center. This is far more secure than software-based solutions.
- On-Demand Activation: The remote connection is not "always on." It can only be initiated from your side, typically via a physical keyswitch on the control panel. You control when the gateway is open.
- Authentication and Authorization: Both the user and the remote engineer must authenticate their identities. The system should also have granular permissions, allowing you to grant, for example, "view-only" access versus full programming access.
- Logging and Auditing: Every action performed during a remote session must be logged. This creates a clear audit trail, so you know exactly who connected, when they connected, and what changes they made.
When discussing remote support with a potential supplier, you should probe deeply into their cybersecurity protocols. Their answers will reveal their level of professionalism and their commitment to protecting your operational integrity.
Building a True Partnership with Your Machine Supplier
The availability of remote support fundamentally changes the nature of your relationship with the machine builder. They are no longer just a vendor who sold you a piece of equipment; they become a long-term partner invested in your success (Sanitarypadmachine.com, 2025). This technology fosters a collaborative environment. Your team learns from the remote experts during troubleshooting sessions, building their own skills. The manufacturer, in turn, gains valuable real-world data on machine performance, which they can use to improve future designs and software updates.
This partnership extends beyond troubleshooting. Remote access can be used for software updates and patches, ensuring your machine is always running the latest, most efficient version of its control program. It can be used for remote training sessions and for fine-tuning the machine's performance after it has been in operation for some time. By choosing a machine with a robust and secure remote diagnostics system, you are ensuring that you have the full backing and expertise of the manufacturer for the entire life of your investment.
Feature 4: High-Precision Servo Motor Synchronization
To witness a modern, full-servo diaper machine in operation is to see a breathtaking display of controlled motion. Dozens of independent axes of motion—rollers, cutters, applicators, and conveyors—all move in perfect, high-speed synchronization. This is not achieved by a traditional system of gears, chains, and line shafts. It is the work of a network of high-precision servo motors, each one intelligently controlled and perfectly coordinated by the PLC. The quality of this synchronization is directly proportional to the quality of your final product and the efficiency of your process.
The Symphony of Motion: How Servos Guarantee Quality
Think of a mechanical line-shaft machine as a traditional marching band, where everyone is physically linked and must march at the same pace. A full-servo machine is more like a jazz ensemble. Each musician (servo motor) is an independent master of their instrument, but they all follow the conductor's (the PLC's) timing with absolute precision, creating a complex but perfectly harmonious result.
Each servo motor is part of a closed-loop control system. A high-resolution encoder constantly reports the motor's exact position back to the PLC thousands of times per second. The PLC compares this actual position to the desired "setpoint" position dictated by the master machine clock. If there is even a microscopic discrepancy, the PLC instantly adjusts the power to the motor to correct the error. This is known as "motion control."
This level of precision has a direct impact on product quality. For example:
- Cut-to-Length Accuracy: The rotary knife that cuts each diaper to size can be timed so precisely that the length of every diaper is identical, down to a fraction of a millimeter.
- Component Placement: The applicators that place the fastening tapes or the leg elastics can position these components with perfect repeatability, ensuring a consistent fit and function for the end user.
- Tension Control: Servo-driven unwind and infeed rollers can maintain exact material tension throughout the machine. This prevents web breaks and ensures that delicate nonwoven fabrics are not stretched or distorted, which is vital for product softness and integrity.
The diaper machine PLC HMI control system is the brain behind this entire operation, calculating complex motion profiles and ensuring that all axes are perfectly "geared" together in the software.
Energy Efficiency as a Core Design Principle
Traditional mechanical machines are notoriously inefficient. A single large motor runs continuously, and power is transmitted through a complex network of gears, belts, and shafts, with significant frictional losses at every stage.
A full-servo system is fundamentally more energy-efficient. Each motor only draws the power it needs for the specific task it is performing at that moment. During parts of the machine cycle where a motor is not doing active work, its power consumption drops to near zero. Furthermore, modern servo drives can incorporate regenerative braking. When a motor decelerates a heavy roller, it acts as a generator, converting the kinetic energy of the roller back into electrical energy that can be fed back into the system to power other motors. This can lead to significant overall energy savings, sometimes as much as 30-50% compared to an equivalent mechanical or semi-automatic machine. In an era of rising energy costs, this efficiency translates directly to a lower cost per diaper and a healthier bottom line.
The Impact on Raw Material Consumption and Waste Reduction
The precision of a servo system also plays a huge role in minimizing raw material waste. Because components are placed so accurately, the design tolerances can be tightened. For example, the overlap of the backsheet material can be reduced, or the width of an adhesive strip can be minimized, because you can be confident it will always be applied in the right place. Over millions of diapers, these small savings in material add up to a substantial financial benefit.
Furthermore, the superior control of a servo system dramatically reduces waste during machine starts, stops, and speed changes. In a mechanical machine, these transitions are often messy, producing a significant number of out-of-spec products that must be scrapped. A servo machine can manage these ramps with such control that it can produce good product almost instantly upon startup and can run at very low speeds without compromising quality. The diaper machine PLC HMI control system orchestrates this, ensuring that even during a speed change, all the ratios between the different materials remain perfect. Choosing a fully automatic baby diaper machine with a state-of-the-art servo system is an investment in material efficiency.
Feature 5: Integrated and Automated Quality Control Vision Systems
In a high-speed production environment where hundreds or even thousands of diapers are produced every minute, manual inspection is an impossibility. Human eyes simply cannot keep up, and human attention inevitably wanes. The only way to guarantee the quality of every single product that leaves your factory is through an integrated, automated quality control vision system. This system acts as an untiring, all-seeing inspector, working in perfect concert with the diaper machine PLC HMI control system to not only detect defects but also to actively prevent them.
The All-Seeing Eye: How Vision Systems Eliminate Defects
A modern vision system consists of one or more high-resolution industrial cameras and powerful-lensed lighting, all connected to an image processing controller. This controller is programmed to "know" what a perfect diaper looks like at various stages of production. As the product flies by at high speed, the camera captures an image, and the controller analyzes it in a matter of milliseconds.
These systems can detect a vast range of potential defects, including:
- Presence/Absence: Is the frontal tape present? Are both leg cuffs applied?
- Positional Accuracy: Is the absorbent core centered correctly? Are the fastening tapes placed symmetrically?
- Dimensional Integrity: Is the diaper the correct length and width? Is the adhesive pattern correct?
- Surface Flaws: Are there any rips, tears, or stains on the topsheet or backsheet?
- Component Integrity: Is the absorbent core lumpy or broken?
When the vision system detects a product that does not meet the pre-defined quality parameters, it sends a signal to the PLC. The PLC then tracks that specific diaper as it moves through the final stages of the machine and activates a reject mechanism—typically a blast of air—to eject the single defective product from the line without stopping production. This ensures that only perfect products proceed to the packaging stage.
The Feedback Loop: Connecting Vision Systems to the PLC for Self-Correction
The most advanced quality control systems go a step further than simple "detect and reject." They create a closed-loop feedback system with the PLC to enable process self-correction. This is a powerful example of machine intelligence at work.
Consider this example: The vision system detects that the absorbent core is consistently drifting 2mm to the left of its target centerline. After seeing this trend for several dozen products in a row, it does more than just reject them. It sends a corrective data signal to the PLC. The PLC interprets this signal and makes a micro-adjustment to the servo motor that guides the core material, shifting it 2mm to the right. The vision system then confirms that the subsequent products are back on center.
This intelligent feedback loop prevents the continuous production of waste. Instead of just throwing away bad products, the machine automatically corrects the root cause of the problem. This "self-healing" capability dramatically increases the machine's overall yield and reduces material waste. The HMI plays a role here by visualizing this process for the operator, perhaps showing a trend chart of the core's position and logging the automatic adjustments that were made.
Protecting Brand Reputation in a Competitive Market
In the consumer goods market, brand reputation is paramount. A single defective diaper that reaches a customer can lead to complaints, negative online reviews, and long-term damage to your brand's image of quality and reliability. The cost of a product recall is astronomical, not just financially but also in terms of consumer trust.
Investing in a comprehensive, integrated vision system is an investment in brand insurance (Diapermachines.com, 2024). It is your guarantee to the market that every product you ship has been rigorously inspected and meets the highest quality standards. When you are competing for shelf space in retailers across South America, the Middle East, or any other market, being able to confidently claim near-zero defect rates is a powerful competitive advantage. The diaper machine PLC HMI control system, in conjunction with the vision system, is the technological foundation upon which that claim is built. It provides the peace of mind that comes from knowing your brand's reputation is protected, 24 hours a day.
The modern consumer market is characterized by diversity and a demand for choice. A successful diaper manufacturer can no longer afford to produce a single product size or type. You may need to produce newborn, small, medium, large, and extra-large sizes. You might offer a premium line with extra features and an economy line for price-sensitive segments. You may even produce both baby diapers and adult incontinence products on the same line. The ability to switch between these different product formats quickly, easily, and reliably—a process known as changeover—is a key driver of manufacturing agility and profitability. A sophisticated diaper machine PLC HMI control system is the key to mastering this challenge.
Agility in Production: Meeting Diverse Market Demands
Imagine your sales team secures a new contract for a large order of pull-up style training pants, but your machine is currently set up to run traditional tape-style diapers. In a factory with an older, mechanically-driven machine, this changeover could be a nightmare. It might involve hours, or even a full day, of downtime as mechanics manually replace gears, adjust cams, and physically move entire sections of the machine. The process is slow, labor-intensive, and prone to error.
On a modern full-servo machine, the story is completely different. The "gearing" between all the motors is electronic, defined in the PLC's software. The positions of applicators and guides are often controlled by small servo or stepper motors. A changeover becomes less of a mechanical task and more of a software procedure. This is where the concept of "recipes" comes in.
A recipe is a file stored in the PLC's memory that contains all the parameters for a specific product. This includes hundreds of settings: the cut-length of the diaper, the positions of the leg elastics, the amount of adhesive to apply, the tension of every web, the motion profiles of all the servos, and the inspection parameters for the vision system.
The Role of the HMI in Simplifying Complexity
The HMI is the operator's portal to this powerful recipe system. To perform a changeover, the operator doesn't need to be a controls engineer. They simply select the desired product from a graphical menu on the HMI—for example, "Size 4 Premium Diaper." They press a button to load the recipe.
In a matter of seconds, the PLC automatically downloads all the hundreds of parameters to the relevant servo drives and controllers. On a fully automated machine, servo motors will physically move components to their new positions. The HMI then presents the operator with a clear, step-by-step checklist of the few remaining manual tasks that need to be performed, such as loading the correct raw material sizes or changing a cutting die. The HMI screen might even display pictures or short videos showing exactly how to perform each manual task.
This system dramatically simplifies a highly complex process. It reduces the reliance on the memory and skill of a few "expert" mechanics and empowers any trained operator to perform a changeover correctly and consistently.
Minimizing Downtime During Product Switching
The primary goal of a good recipe management system is to minimize changeover downtime. Every minute the machine is not producing diapers is a minute of lost revenue. By automating the vast majority of the adjustments, a recipe-based changeover on a full-servo machine can often be completed in under 30 minutes, compared to the many hours it might take on an older machine.
This speed provides incredible business agility. You can afford to run smaller batch sizes to meet specific customer orders without incurring a huge time penalty. You can respond quickly to shifts in market demand. If a competitor runs a promotion on a certain size, you can rapidly increase your own production of that size to compete. This ability to switch products quickly and efficiently transforms your manufacturing floor from a rigid, monolithic operation into a flexible, responsive asset that can be strategically deployed to capture market opportunities. The investment in a sophisticated diaper machine PLC HMI control system with advanced recipe management pays for itself by turning downtime into productive uptime.
Feature 7: Future-Proofing through Modular and Scalable Architecture
Acquiring a diaper machine is a significant capital investment, one that you expect to serve your company for a decade or more. The world of technology, however, moves much faster. The sensors, software, and networking standards of 2026 will be considered dated by 2036. How can you ensure that the machine you buy today does not become a technological dead-end tomorrow? The answer lies in choosing a machine built upon a modular and scalable control system architecture. This is perhaps the most strategic, forward-looking feature to demand, as it determines the long-term viability and adaptability of your investment.
Designing for Tomorrow: The Concept of a Scalable PLC
Not all PLCs are created equal. A low-cost, "all-in-one" PLC might be sufficient to run the machine as it is configured today, but it offers little room for growth. A scalable, modular PLC, on the other hand, is designed for expansion. It consists of a central processing unit (CPU) and a backplane or rack where additional modules can be added.
Need to add a new feature to your diaper in a few years, like a new lotion applicator or a wetness indicator? With a modular system, you can simply add a new output module to the PLC rack to control the new device. Want to add more sophisticated sensors for process monitoring? You can add a new high-speed analog input module. If the processing demands increase, you can often upgrade just the CPU to a more powerful model without having to replace the entire control system.
This "plug-and-play" philosophy ensures that your machine can evolve along with your business needs and with technological advancements. It prevents you from being locked into the capabilities that were available on the day you purchased the machine. When discussing specifications with a supplier, ask about the PLC's family and architecture. Is it a scalable platform from a major global vendor (like Siemens, Rockwell Automation, or Beckhoff), or is it a proprietary, fixed-capacity controller? The answer is a strong indicator of the machine's long-term potential.
Integrating New Technologies: From AI to Advanced Robotics
The future of manufacturing lies in even greater intelligence and automation. Technologies that are on the horizon today, such as Artificial Intelligence (AI) for process optimization or collaborative robots for packaging and palletizing, will become commonplace. A future-proof control system must be able to communicate with these future technologies.
The key to this is the use of open, standardized communication protocols. Proprietary, closed networks lock you into a single vendor's ecosystem. A system based on an open standard like OPC Unified Architecture (OPC-UA) is designed for interoperability. OPC-UA is like a universal language for industrial devices. A PLC that speaks OPC-UA can seamlessly share data with a factory-level Manufacturing Execution System (MES), a cloud-based analytics platform, or a robot from a completely different manufacturer.
This openness is your gateway to Industry 4.0. It ensures that your diaper machine will not become an isolated island of technology but can be fully integrated into a larger "smart factory" ecosystem as you build it out. It allows you to adopt best-in-class solutions from various vendors rather than being constrained by the offerings of your original machine supplier.
Long-Term Value vs. Short-Term Cost
A machine built with a modular, scalable, and open control architecture may have a slightly higher initial purchase price than one with a closed, proprietary system. It is tempting, especially for new ventures, to try and save on this initial cost. However, this is a classic case of being "penny wise and pound foolish."
The small premium paid for a future-proof diaper machine PLC HMI control system is an investment in the long-term value and adaptability of your asset. It gives you the freedom to innovate, to expand your product line, to improve your processes, and to integrate new technologies for years to come. The alternative—a closed system—risks obsolescence. The cost of a complete control system retrofit five or ten years down the line will dwarf the initial savings. Therefore, a profound evaluation of the control system's architecture is not just a technical exercise; it is a fundamental strategic decision that will shape the competitive position and financial health of your manufacturing enterprise for its entire lifespan (Womengmachines.com, 2025).
A Concluding Thought on Partnership and Progress
The journey through these seven features reveals a consistent theme: the modern diaper machine is an intelligent system, and its intelligence resides in the diaper machine PLC HMI control system. The choice of a machine is no longer a purely mechanical consideration. It is a decision about the digital platform that will underpin your entire manufacturing strategy.
From the clarity of a multi-language HMI that empowers your operators, to the insight of data analytics that drives efficiency, to the security of remote support that conquers distance, each feature contributes to a more resilient, agile, and profitable operation. The precision of servo motors reduces waste, the vigilance of vision systems protects your brand, the flexibility of recipe management allows you to master your market, and the foresight of a scalable architecture secures your future.
Ultimately, selecting a machine supplier is about more than evaluating a list of features. It is about finding a partner who understands this technological philosophy. A partner who sees the control system not as a commodity component, but as the very heart of the machine. A partner who is as committed to the long-term success, growth, and evolution of your operation as you are. By making your decision with this deep understanding, you are not just buying a machine; you are laying the digital foundation for a generation of progress.
Frequently Asked Questions About Diaper Machine Control Systems
1. What is the main difference in the control systems of a full-servo machine versus a semi-automatic or mechanical one?
The primary difference lies in how motion is controlled. A mechanical machine uses a single large motor and transmits power through a fixed system of gears and shafts. A full-servo machine uses many independent servo motors, one for each major function. The "gearing" is done electronically in the PLC software. This gives the full-servo machine vastly superior precision, flexibility, speed, and efficiency. Its diaper machine PLC HMI control system is far more complex and capable, enabling features like recipe management and advanced diagnostics that are impossible on a simpler machine.
2. How much training is required for an operator to use a modern, graphical HMI?
While the underlying system is complex, a well-designed, user-centric HMI is surprisingly easy to learn. Because it uses intuitive graphics, plain language, and guided procedures, a new operator can typically learn the basic functions of starting, stopping, and monitoring the machine within a few days. The multi-language capability is key, as it removes the language barrier. Advanced functions like recipe creation or detailed diagnostics will require more in-depth training, but the goal of a modern HMI is to make 95% of daily operations accessible and straightforward.
3. Can the control system of an older diaper machine be upgraded or retrofitted?
Yes, it is often possible to retrofit an older mechanical or semi-automatic machine with a modern PLC and servo motor system. This can be a major project, involving the replacement of the entire electrical system and many mechanical components. However, it can be a cost-effective way to gain many of the benefits of a new machine—such as improved speed, quality, and efficiency—without replacing the entire machine frame. A thorough engineering study is required to determine the feasibility and ROI of such a project.
4. How does the PLC HMI system help in reducing raw material waste?
The system reduces waste in several key ways. First, the high precision of the servo motors allows for tighter tolerances, meaning less material is used per diaper. Second, the vision system detects and rejects single defective products immediately, preventing the production of long runs of scrap. Third, the intelligent feedback loop allows the machine to self-correct process deviations, fixing problems before they create significant waste. Finally, the data analytics feature helps identify the root causes of waste, allowing for long-term process improvements.
5. What is "OPC-UA" and why is it important for a diaper machine's control system?
OPC-UA (Open Platform Communications Unified Architecture) is a secure, open, and platform-independent communication standard for industrial automation. Think of it as a universal translator. If your diaper machine's PLC "speaks" OPC-UA, it can easily and securely share data with other systems in your factory, such as a central production management system (MES) or a cloud-based analytics platform, even if they are from different vendors. Choosing a system with OPC-UA capability is crucial for future-proofing your machine and enabling its integration into a larger "Smart Factory" or Industry 4.0 environment.
6. How do I verify a supplier's claims about their PLC HMI system during the purchasing process?
You should demand a live, in-depth demonstration. Do not settle for a PowerPoint presentation. Ask to see the HMI in action. Have them demonstrate a product changeover. Ask them to show you the real-time OEE and data analytics screens. Request that they switch the interface to your local language. Ask to speak directly with one of their controls engineers and have them explain the PLC architecture and the remote support security protocols. A supplier with a high-quality system will be proud to show you its capabilities in detail.
References
Diapermachines.com. (2024, June 5). Main features of diaper making machines. https://www.diapermachines.com/2024/06/05/main-features-of-diaper-making-machines/
Diapermachines.com. (2025, August 21). Your 2025 guide to diaper manufacturing machine price: 7 factors to know.
Drath, R., & Horch, A. (2014). Industrie 4.0: Hit or hype? [Industry Forum]. IEEE Industrial Electronics Magazine, 8(2), 56–58.
Sanitarypadmachine.com. (2025, January 8). Cutting-edge technology for superior quality diapers production line.
Vogel-Heuser, B., & Hess, D. (2016). Guest editorial Industry 4.0–prerequisites and visions. IEEE Transactions on Automation Science and Engineering, 13(2), 411–413.
Womengmachines.com. (2025, December 3). A step-by-step guide: How do diaper machines work in factories? 5 key stages explained. https://www.womengmachines.com/a-step-by-step-guide-how-do-diaper-machines-work-in-factories-5-key-stages-explained/
Womengmachines.com. (2026, January 30). 7 critical factors for your 2026 pad machine investment: An expert checklist. https://www.womengmachines.com/2026-pad-machine-buyers-guide/
Feb 25, 2026 | News
Abstract
An examination of the global wet wipes manufacturing sector in 2026 reveals a decisive shift towards hyper-automation, driven by the convergence of advanced robotics, artificial intelligence (AI), and the Industrial Internet of Things (IIoT). This analysis explores the five most impactful wet wipes machine automation trends that are fundamentally reshaping production floors. The investigation moves beyond a superficial acknowledgment of technology to a deeper inquiry into the operational and economic rationales compelling these changes. It scrutinizes the transition from mechanical or semi-servo systems to fully integrated, full-servo production lines, evaluating the implications for precision, speed, and waste reduction. Furthermore, the role of AI-powered vision systems in achieving near-zero defect rates is assessed, alongside the predictive capabilities of IIoT for maintenance and process optimization. The study also considers the growing necessity of automating the handling of sustainable and biodegradable materials. The central argument posits that these automation trends are no longer optional upgrades but foundational pillars for achieving competitive resilience, maximizing return on investment, and meeting evolving consumer demands in global markets.
Key Takeaways
- Adopt full-servo systems for superior precision, speed, and reduced material waste.
- Integrate AI vision systems to achieve near-perfect quality control and minimize defects.
- Implement IIoT for predictive maintenance, which dramatically reduces unplanned downtime.
- Explore the latest wet wipes machine automation trends to secure a competitive advantage.
- Automate end-to-end processes, from lid application to palletizing, for maximum efficiency.
- Invest in automation capable of handling sustainable and biodegradable raw materials.
- Focus on modular machine designs to allow for future scalability and product diversification.
Table of Contents
The Ascendancy of Full-Servo Systems: Pursuing Precision Beyond Speed
The conversation surrounding manufacturing automation often gravitates towards production speed, measured in pieces per minute. While output is undeniably a significant metric, a more profound revolution is occurring at the level of control and precision. The widespread adoption of full-servo motor technology represents a philosophical shift in machine design. It moves us from an era of brute mechanical force to one of digital choreography, where every movement is calculated, precise, and perfectly synchronized. For a manufacturer in Brazil, Russia, or Indonesia, understanding this shift is not merely a technical exercise; it is the key to unlocking new levels of efficiency, reducing operational costs, and producing a consistently superior product that can command a premium in a crowded marketplace. This evolution is mirrored in adjacent industries like diaper manufacturing, where the benefits of servo control have already been proven to be transformative (Womeng, 2026).
Deconstructing the Servo Motor: The Heart of Modern Automation
To appreciate the magnitude of this change, let's first consider the technology it is replacing. Traditional mechanical or semi-automated machines often rely on a single main motor connected to a complex web of gears, cams, and shafts to drive the entire production line. Think of it as an old orchestra with a single, unyielding conductor's beat; every instrument must follow the same rigid tempo, regardless of its specific needs. If you need to change a product parameter—say, the length of a wipe or the position of a fold—it often requires a time-consuming mechanical adjustment. Production must stop, a skilled technician must physically alter the machine's setup, and valuable uptime is lost.
A servo motor, in contrast, is an intelligent, self-contained system. It consists of a motor coupled with a feedback device, typically an encoder, and a sophisticated controller. Instead of blindly following a central command, a servo motor is given a specific target position, velocity, or torque. The controller continuously monitors the motor's actual position via the encoder and makes instantaneous micro-adjustments to ensure it perfectly matches the target. Imagine now an orchestra where each musician has their own sheet music and a direct line to the conductor, able to adjust their own tempo and volume in perfect harmony with everyone else. That is the level of dynamic, independent control a servo system provides. In a wet wipes machine, this means the nonwoven unwinding, the cutting blade, the folding mechanism, and the stacking unit can all operate with independent, yet perfectly synchronized, precision.
A Comparative Analysis: Full-Servo Versus Semi-Servo and Mechanical Systems
The distinction between machine types is not merely academic; it has direct and substantial consequences for your daily operations and long-term profitability. A "full-servo" machine is one where all major moving axes are controlled by independent servo motors. A "semi-servo" or "hybrid" machine, as the name suggests, uses a mix of servo motors for critical operations and traditional mechanical linkages for others. A mechanical machine relies almost entirely on a main shaft and gear transmission. Let's place these options side-by-side to understand their true impact.
| Feature |
Full-Servo System |
Semi-Servo System |
Mechanical System |
| Precision & Consistency |
Extremely high; digital control ensures every wipe is identical. |
High on servo-driven axes; lower on mechanical parts. |
Lower; subject to mechanical wear, backlash, and vibration. |
| Changeover Time |
Very fast; parameters changed via HMI (touchscreen) software. |
Moderate; requires both software changes and some mechanical adjustments. |
Very slow; requires extensive physical adjustments by a technician. |
| Operational Speed |
Highest potential; limited only by material physics, not mechanics. |
High, but synchronization between servo and mechanical parts can be a bottleneck. |
Limited by the inertia and complexity of the mechanical linkages. |
| Maintenance |
Lower; fewer mechanical parts to wear out, lubricate, or replace. |
Moderate; a mix of low-maintenance servos and high-maintenance mechanical parts. |
High; requires frequent lubrication, and replacement of gears, chains, and belts. |
| Waste Reduction |
Minimal; precise control reduces errors during startup and speed changes. |
Lower than mechanical, but higher than full-servo due to sync issues. |
Higher, especially during startups, shutdowns, and speed variations. |
| Initial Investment |
Highest |
Medium |
Lowest |
| Total Cost of Ownership |
Lowest over the long term due to efficiency, low waste, and low maintenance. |
Medium |
Highest due to maintenance, downtime, and material waste. |
As the table illustrates, while the initial purchase price of a full-servo machine is higher, the analysis of Total Cost of Ownership (TCO) reveals a different story. The logic here is similar to that used when evaluating investments in other complex hygiene machinery (Womeng, 2026). The reduced material waste, minimal downtime for changeovers, lower maintenance costs, and higher overall equipment effectiveness (OEE) mean that a full-servo machine often delivers a faster return on investment. For a manufacturer in South Africa looking to produce multiple SKUs—perhaps different wipe sizes, formulations, or pack counts—the ability to switch between products in minutes instead of hours is a game-changing competitive advantage.
Robotic Integration: From Automated Splicing to Intelligent Stacking
The precision of servo motors provides the perfect foundation for the next layer of automation: robotics. Robotic arms, once the exclusive domain of heavy industries like automotive manufacturing, are now becoming standard components in high-end wet wipes production lines. Their roles are varied and vital.
At the beginning of the line, robotic systems can manage the unwinding and splicing of raw material rolls. When a roll of nonwoven fabric is about to run out, the system can automatically prepare a new roll, speed it up to match the line speed, and execute a perfect "flying splice" without ever stopping the machine. This single feature eliminates a major source of downtime and material waste.
Further down the line, robotics truly shine in the "pick-and-place" operations that follow the cutting and folding stages. Consider the process of stacking wet wipes. A mechanical system might use a simple pusher mechanism, which can be imprecise and cause issues with alignment, especially at high speeds. A robotic arm equipped with a custom-designed gripper, however, can pick up a stack of wipes with finesse, check its alignment using integrated sensors, and place it perfectly into the packaging film. This is particularly valuable for "cross-folding" patterns, which are popular for premium products but notoriously difficult to manage with purely mechanical systems.
Perhaps the most advanced integration is in the final packaging stages. Robotic arms can pick finished packs of wipes, orient them correctly, and place them into secondary packaging like cartons or display boxes. They can even communicate with the upstream machine, slowing down or speeding up based on the flow of products, creating a truly seamless and self-regulating line. This level of automation reduces the need for manual labor in repetitive tasks, freeing up your human operators to focus on higher-value activities like quality control oversight and process improvement.
Economic Implications for Emerging Markets: A Total Cost of Ownership Perspective
For a business owner in a rapidly growing market like Southeast Asia or the Middle East, the temptation to minimize initial capital expenditure by choosing a cheaper, mechanical, or semi-servo machine is strong. That is an understandable impulse. However, a deeper financial analysis, one that embraces the concept of TCO, often counsels a different path.
Let's imagine a scenario. You purchase a semi-servo machine. The initial cost is 30% lower than a full-servo equivalent. In the first year, you feel you've made a wise decision. But then the hidden costs begin to surface. You want to introduce a new product for a major retail client, but the changeover takes an entire eight-hour shift, resulting in lost production. A critical gearbox fails, and the machine is down for two days while you wait for a replacement part, a common issue with complex mechanical systems. Small inconsistencies in the fold lead to a 2% product rejection rate, which over a year adds up to thousands of dollars in wasted material and labor.
Now, contrast that with the full-servo path. The higher initial investment is a significant line item on your budget. But the first time you need to launch a new product, the changeover is completed in 20 minutes by an operator using a touchscreen. Your uptime is consistently above 95% because the predictive maintenance system, enabled by the data from each servo motor, alerted you to a potential bearing failure a week in advance, allowing you to schedule a 30-minute replacement during a planned stop. Your material waste is under 0.5% because the digital synchronization between the cutter and stacker is flawless, even at maximum speed.
Over a five-year horizon, the full-servo machine, despite its higher entry price, proves to be the more profitable investment. This is the core logic driving the most forward-thinking wet wipes machine automation trends. It is a move from short-term cost thinking to long-term value creation.
Artificial Intelligence in Quality Assurance: The Pursuit of the Zero-Defect Production Line
For decades, quality control in wet wipes manufacturing was a largely manual and reactive process. An operator might visually inspect a sample of finished packs every hour, or a lab technician would test a wipe's moisture content periodically. While better than nothing, this approach is fundamentally flawed. It is like trying to find a single misprinted page by randomly checking one book per hour from a massive printing press. The odds are you will miss most errors, and by the time you find one, thousands of defective products may have already been produced and packaged.
The integration of Artificial Intelligence (AI), specifically through high-speed vision systems, marks a complete departure from that old paradigm. We are now entering an era of proactive, comprehensive, and automated quality assurance. AI does not just spot-check; it scrutinizes every single wipe, every seal, and every package in real time. It is a tireless sentinel that never blinks, never gets fatigued, and learns over time to become even more effective. This is not science fiction; it is a practical and increasingly accessible technology that is redefining what constitutes a high-quality production process.
The Mechanics of AI-Powered Vision Systems
At its heart, an AI vision system consists of several components working in concert: high-resolution cameras, powerful LED lighting, and a computer running sophisticated machine learning algorithms. These systems are strategically placed along the production line to monitor critical points.
Imagine a camera positioned directly after the nonwoven fabric is unwound. It captures thousands of images per second of the raw material as it flies past at hundreds of meters per minute. The AI has been trained on a massive dataset of "good" fabric images. It knows the expected texture, color, and uniformity down to the microscopic level. If it detects a deviation—a small hole, a dark spot from an oil drip, a thin area—it instantly flags the defect. This information can be used in several ways. At a basic level, the system can trigger an alarm to alert an operator. In a more advanced setup, it can communicate with the downstream cutting and stacking units to automatically reject only the specific wipes that will be made from that flawed section of material, minimizing waste.
Another vision system might be placed after the wipes are folded and stacked. Here, the AI is not looking for material flaws but for dimensional accuracy. Is the stack height correct? Is the fold perfectly centered? Is every wipe aligned? Again, it compares the real-time image to an ideal digital model and rejects any stack that falls outside the programmed tolerances.
Finally, a crucial inspection point is after the product is sealed in its flexible packaging. An AI vision system can inspect the integrity of the heat seal, check for correct label placement, verify the legibility of the batch code and expiration date, and even ensure the graphic printing is free of smudges or errors. Any pack that fails this final inspection is automatically ejected from the line before it can be placed into a carton.
Beyond Defect Detection: AI for Process Optimization and Consistency
The true power of these wet wipes machine automation trends, however, goes beyond simple pass/fail decisions. A mature AI system does not just find problems; it helps you understand why they are happening. This is where machine learning comes into play.
Let's go back to the example of the misaligned wipe stack. A simple vision system would just reject the stack. An AI-powered system, however, collects data on every rejection. It might notice a pattern: the misalignment only happens when the machine is running above a certain speed, or it is more common with a specific batch of raw material, or it correlates with a slight temperature increase in a particular servo motor.
The AI analyzes these correlations, which would be invisible to a human observer, and presents them as actionable insights. The system might suggest, "A 5% reduction in the speed of folding arm #3 correlates with a 90% reduction in stack alignment errors." Or it might flag a roll of nonwoven from a specific supplier as being statistically more likely to cause issues. This transforms the quality control system from a simple gatekeeper into an intelligent process advisor. It allows you to move from constantly fighting fires to making small, data-driven adjustments that prevent the fires from starting in the first place.
This is also invaluable for maintaining consistency in fluid application. Ensuring every wipe has the correct amount of moisturizing lotion is critical for product performance and consumer satisfaction. An AI vision system, sometimes using non-visible light spectra like infrared, can analyze the moisture distribution on the wipes as they are produced. If it detects that the center of the wipe is becoming slightly drier than the edges, it can signal the fluid application system to make a micro-adjustment to the spray nozzles, ensuring perfect consistency without any human intervention.
Data as a Strategic Asset: How AI Analytics Shape Business Decisions
The data generated by these AI systems is a goldmine. For a production manager, it provides a real-time dashboard of the factory's health. You can see OEE, rejection rates by defect type, and performance trends over time, all updated to the second. This allows for more effective management and faster problem-solving.
For the engineering team, the data can guide future machine improvements and maintenance schedules. If the AI data shows that a particular mechanical component is consistently associated with a certain type of defect, it is a clear signal that the component needs to be redesigned or replaced.
For the C-suite, this data becomes a strategic asset. When you can prove to a major international retailer that your rejection rate is less than 0.01% and that every single product has been inspected and verified, you are in a much stronger negotiating position. You can command higher prices and build a reputation for unparalleled quality. This is particularly relevant for manufacturers in regions like the Middle East, where there is a strong market for premium, high-end consumer goods. The ability to provide verifiable quality data can be the deciding factor in winning a lucrative contract. Furthermore, a comprehensive understanding of your production process, down to the individual wipe, is essential for navigating the complex world of international quality standards and regulations.
Implementing AI in Your Facility: A Practical Roadmap
The prospect of implementing AI can seem daunting, conjuring images of complex coding and teams of data scientists. The reality, however, is becoming much more accessible. Leading machinery manufacturers are now offering AI vision systems as integrated, turnkey solutions. When you purchase a new high-speed wet wipes line, the cameras, lighting, and AI software are already built-in and pre-trained for common applications.
The implementation process typically looks something like this:
- Define Quality Standards: You work with the machine supplier to define your exact quality parameters. What constitutes a defect? What are the acceptable tolerances for stack dimensions or moisture levels?
- System Training: The system is "trained" by running both good products and known defects through it. This allows the AI's neural network to learn what to look for. This is often done at the manufacturer's facility before the machine is even shipped.
- Installation and Calibration: The machine is installed in your factory, and the vision systems are calibrated on-site with your specific raw materials and environmental conditions (like factory lighting).
- Operation and Learning: The system begins its work. In the early stages, an operator may need to confirm the AI's decisions, helping it to refine its learning. For example, if the AI flags a potential defect, the operator can confirm "yes, that is a defect" or "no, that is acceptable." This feedback loop makes the system progressively smarter and more accurate.
- Data Analysis: You begin to use the analytics dashboard to monitor performance and look for optimization opportunities.
For manufacturers considering a retrofit on an existing line, standalone AI vision systems are also available. While the integration may be more complex, the ROI in terms of reduced waste and improved quality can still be substantial. The key is to partner with a supplier who has deep expertise not just in AI, but in the specific physics and challenges of wet wipe production.
The Industrial Internet of Things (IIoT): Creating a Self-Aware Production Environment
If full-servo systems are the muscles of the modern factory and AI vision systems are the eyes, then the Industrial Internet of Things (IIoT) is the central nervous system. It is the invisible network that connects every component, collects data from every sensor, and enables a level of communication and intelligence that was previously unimaginable. IIoT transforms a collection of individual machines into a single, cohesive, self-aware ecosystem. For a manufacturer with ambitions to scale, perhaps managing factories in multiple locations across a region like South America or Southeast Asia, IIoT is not just an efficiency tool; it is the platform that makes centralized management and operational excellence possible.
What is IIoT and How Does It Apply to Wet Wipes Manufacturing?
The "Internet of Things" (IoT) refers to the network of physical objects—from smart home thermostats to agricultural sensors—that are embedded with sensors and software to connect and exchange data over the internet. The "Industrial" variant, IIoT, applies that same concept to the factory floor.
In a wet wipes production line, this means that virtually every component can be a source of data. The servo motors report their torque, speed, and temperature. The AI vision system reports the number and type of defects detected. The fluid pumps report flow rates and pressures. Even the unwinding stand can report the remaining diameter of the raw material roll.
All of this data is streamed in real time to a central platform, which can be located on-premise in a server room or, more commonly today, in the cloud. This platform then aggregates, analyzes, and visualizes the data, presenting it in a way that is meaningful to different users. The operator on the factory floor sees a simple dashboard with key performance indicators (KPIs) for their specific machine. The plant manager sees an overview of all the production lines in the facility. The CEO, sitting in a head office thousands of miles away, can see the real-time OEE of their entire global manufacturing footprint on their laptop or smartphone. This is the promise of IIoT: universal, real-time access to operational truth.
| Traditional Monitoring |
IIoT-Enabled Monitoring |
| Data Collection |
Manual; operators record data on clipboards or in spreadsheets. |
| Data Timeliness |
Delayed; data is often hours or even days old by the time it is analyzed. |
| Data Scope |
Limited; only a few key parameters are typically tracked. |
| Analysis |
Reactive; analysis is done after a problem has occurred to understand the cause. |
| Accessibility |
Siloed; data is often stuck on a specific machine or in a local spreadsheet. |
From Reactive Repairs to Predictive Maintenance: A Paradigm Shift
One of the most immediate and impactful applications of IIoT is the shift from reactive to predictive maintenance. This is a fundamental change in how we care for our machinery and a cornerstone of modern wet wipes machine automation trends.
The traditional approach to maintenance is one of two things:
- Reactive Maintenance: You wait for something to break, then you fix it. This is the most expensive and disruptive approach, as it always results in unplanned downtime.
- Preventive Maintenance: You replace parts on a fixed schedule, regardless of their actual condition. For example, you might replace a set of bearings every 2,000 hours of operation. This is better than waiting for a failure, but it is also inefficient. You might be replacing a perfectly good bearing, wasting money on the part and the labor. Or, a bearing might be destined to fail at 1,500 hours, meaning your preventive schedule will not stop the unplanned downtime.
Predictive Maintenance (PdM), enabled by IIoT, offers a far more intelligent solution. By continuously monitoring the health of machine components through sensors, the system can predict when a failure is likely to occur. For example, the IIoT platform might monitor the vibration signature and temperature of a motor bearing. Over time, its machine learning algorithms learn what a "healthy" signature looks like. When it detects a subtle change—a slight increase in high-frequency vibration—it recognizes that as an early indicator of bearing wear.
Instead of just triggering a generic alarm, the system can generate a specific and actionable alert: "Warning: The main drive motor bearing on Line 3 shows a 70% probability of failure within the next 150 operating hours. Recommended action: Schedule replacement during the next planned product changeover." This allows the maintenance team to order the correct part, schedule the repair for a time that does not disrupt production, and turn a potential multi-hour unplanned shutdown into a quick, 20-minute planned procedure. When you multiply that time and cost saving across every motor, pump, and actuator in your facility, the economic benefit is enormous.
Enhancing Supply Chain Visibility and Raw Material Management
The reach of IIoT extends beyond the four walls of the factory. By integrating your production system with your Enterprise Resource Planning (ERP) software, you can create a truly responsive supply chain.
Imagine your wet wipes machine is connected to your raw material inventory system via IIoT. The machine knows exactly how much nonwoven fabric, plastic film, and packaging material it is consuming in real time. It also knows the current production schedule. By combining that information, the system can automatically generate purchase orders for new materials with precise timing. It can predict that you will run out of a specific type of nonwoven fabric in exactly 72 hours and, knowing the supplier's lead time is 48 hours, it can place the order now to ensure the material arrives just in time, minimizing both the risk of a stock-out and the cost of holding excess inventory.
This becomes even more powerful when shared with your suppliers. If you give your key nonwoven supplier secure access to your real-time consumption data, they can better plan their own production schedules, leading to better pricing, more reliable delivery, and a more collaborative partnership.
For manufacturers in regions with complex logistics, such as Russia with its vast distances or archipelagic nations in Southeast Asia, this level of supply chain visibility is not just a "nice-to-have," it is a powerful tool for de-risking the entire operation. It provides a buffer against unforeseen shipping delays or customs issues by providing earlier warnings of potential shortages.
Security and Data Integrity in a Connected Factory
Of course, a conversation about a connected factory would be incomplete without addressing the topic of security. When your most critical production assets are connected to the internet, you must be vigilant about protecting them from cyber threats. This is a serious consideration, and any reputable machinery supplier or IIoT platform provider will have a multi-layered security strategy.
This typically includes:
- Network Segmentation: The factory floor network (the Operational Technology or OT network) is kept separate from the corporate business network (the IT network) using firewalls.
- Secure Communication: All data transmitted from the machines to the cloud is encrypted using industry-standard protocols like TLS.
- Access Control: Strict user authentication and authorization protocols ensure that only the right people can access sensitive data or machine controls.
- Regular Audits and Updates: The system is continuously monitored for vulnerabilities, and security patches are applied regularly.
While the risks are real, they are also manageable. The operational and financial benefits of IIoT are so substantial that, for most manufacturers, the question is not if they should connect their factory, but how they can do so in a secure and robust manner. Partnering with experienced technology providers is the key to navigating this landscape successfully.
Automation in Sustainable Manufacturing: Aligning Profitability with Ecological Responsibility
For many years, the goals of productivity and sustainability were often seen as being in opposition. "Green" manufacturing was perceived as a costly obligation, a compliance exercise that added expense without adding value. That perception is now profoundly outdated. Today, and certainly in 2026, the most advanced wet wipes machine automation trends are not only compatible with sustainability goals; they are active enablers of them. Consumers, particularly in Europe but increasingly in markets across the Middle East and South America, are demanding products that are not just effective but also environmentally responsible. Smart automation allows manufacturers to meet that demand not at a loss, but at a profit.
Handling Biodegradable Nonwovens: The Automation Challenge
One of the biggest shifts in the wet wipes market is the move away from traditional polypropylene (PP) and polyester (PET) nonwoven fabrics towards more sustainable alternatives. These include materials made from viscose, lyocell (often from wood pulp), cotton, and other plant-based, biodegradable fibers.
While these materials are excellent from an environmental standpoint, they can present significant challenges for high-speed production machinery. Compared to their synthetic counterparts, natural-fiber nonwovens can be less uniform, have lower tensile strength, and be more prone to stretching or tearing under high tension.
Attempting to run a fragile, biodegradable nonwoven on an old, mechanical machine is often a recipe for disaster. The crude tension control systems can easily stretch or break the web, leading to constant line stoppages and massive amounts of waste. This is where the precision of a full-servo automated system becomes indispensable.
A modern wet wipes machine uses a series of "load cells" to continuously measure the tension of the fabric web in real time. This data is fed to the servo motors controlling the unwinding and transport rollers. The system can then make instantaneous, microscopic adjustments to maintain a perfectly constant, gentle tension, regardless of variations in the raw material or the machine's speed. It is the difference between pulling a delicate thread with a heavy, clumsy hand versus guiding it with the delicate touch of a surgeon. This precise control makes it possible to run even the most challenging sustainable materials at high speeds, turning what was once a production nightmare into a routine, efficient process. This capability allows manufacturers to confidently market "plastic-free" or "biodegradable" wipes, a powerful differentiator in today's market (Market, 2023).
Precision Fluid Dosing: Reducing Water and Solution Waste
Wet wipes, by definition, contain a significant amount of liquid lotion. This lotion is composed primarily of purified water, along with active ingredients like moisturizers, cleaning agents, and preservatives. Both the water itself and the chemical ingredients represent a significant cost and an environmental footprint.
Traditional fluid application systems, such as "flood and squeeze" methods where a roll is saturated and then squeezed out, are notoriously inefficient. They make it difficult to control the exact amount of lotion applied, often leading to over-application to ensure a minimum level is met. This results in wasted water, wasted chemical ingredients, and a product that can feel overly saturated or "soapy" to the consumer.
Modern automation employs far more sophisticated techniques. The most common is high-precision spray coating. A series of computer-controlled nozzles spray a fine, even mist of lotion onto the nonwoven fabric as it passes. The flow rate to each nozzle is managed by a servo-controlled pump, allowing for incredibly precise dosing. An integrated AI vision system, as discussed earlier, can even monitor the application in real time and provide feedback to the pump system to adjust for any inconsistencies.
The benefits are threefold:
- Cost Reduction: By applying exactly the right amount of lotion and no more, you can significantly reduce your consumption of purified water and expensive chemical concentrates. Savings of 10-15% are common.
- Environmental Benefit: Reducing water and chemical usage is a direct and measurable improvement in your factory's environmental performance. This is a powerful story to tell consumers and regulators.
- Product Quality: A precisely controlled lotion level leads to a more consistent and pleasant consumer experience, enhancing brand loyalty.
Energy Efficiency through Smart Automation and Motor Control
Manufacturing plants are significant consumers of electricity. A key wet wipes machine automation trend is the focus on reducing that energy consumption, which lowers both operational costs and the factory's carbon footprint.
Full-servo systems play a major role here as well. Unlike a single large motor on a mechanical machine that runs continuously at full power, a system of smaller, independent servo motors only draws significant power when it is performing work. When a motor is idle, even for a fraction of a second, its energy consumption drops dramatically. Modern servo drives also incorporate "regenerative braking" technology. When a motor needs to decelerate a heavy roller, it acts as a generator, converting the kinetic energy of the roller back into electricity that can be fed back into the system to power other motors. On a high-speed line with constant acceleration and deceleration, this can result in substantial energy savings, often in the range of 20-30% compared to older drive systems (Grewal & Noshadi, 2021).
Furthermore, the IIoT platform can provide detailed energy monitoring. You can see the power consumption of each machine, and even each motor, in real time. This allows you to identify inefficient components, optimize startup and shutdown procedures to minimize energy waste, and track the impact of your energy-saving initiatives over time.
The Market Advantage of Verifiable Sustainability Claims
In the past, a company could simply state that it was "eco-friendly" in its marketing. Today's consumers are more skeptical and better informed. They, along with retail partners and regulators, are increasingly demanding proof. The data-rich environment created by modern automation provides that proof.
Because your IIoT-enabled machine is tracking every gram of material, every milliliter of water, and every kilowatt-hour of electricity, you can generate detailed, verifiable sustainability reports. You can state, with data to back it up, that "Our new production process uses 15% less water per pack of wipes" or "We have reduced material waste by 75% through AI-powered quality control."
This is no longer just about corporate social responsibility; it is a potent marketing tool. For a manufacturer in Brazil competing for shelf space in a European supermarket, or a company in South Africa aiming for the premium eco-conscious consumer segment, the ability to make credible, data-backed sustainability claims can be a decisive competitive advantage. It builds trust, justifies a premium price point, and aligns your brand with the values of a growing and influential segment of the global market.
End-to-End Automation: From Raw Materials to Retail-Ready Pallets
The final frontier in wet wipes machine automation trends is the integration of the entire production line, from the moment raw materials enter the process to the moment a fully loaded pallet is ready for shipment. The goal is to create a seamless, "lights-out" operation where manual handling is eliminated, and every stage is orchestrated by a central intelligence. This holistic approach, often referred to as end-to-end or turnkey automation, represents the pinnacle of manufacturing efficiency. It moves beyond optimizing individual tasks to optimizing the entire value stream, unlocking efficiencies that are impossible to achieve when each stage of the process is treated as a separate island.
Integrating Upstream Processes: Automated Lid Application and Film Sealing
The core of a wet wipes machine is the cutting, folding, and stacking of the nonwoven material. However, a significant amount of labor and potential for error exists in the processes that happen immediately before and after that core function. One of the most critical is the packaging.
Most wet wipes are sold in flexible flow-wrap packs with a rigid plastic lid for dispensing. In a semi-automated line, these lids are often applied by hand, a slow, repetitive, and ergonomically challenging task. A fully automated system integrates a lid application module directly into the production line. A robotic arm or a specialized pick-and-place unit picks a lid from a magazine, applies a precise amount of hot-melt adhesive, and places it with perfect accuracy onto the packaging film before it is wrapped around the stack of wipes. An integrated vision system then inspects the placement and adhesion of every single lid, ensuring a perfect seal and a professional appearance.
Similarly, the sealing of the flow-wrap package itself is a critical control point. A poor seal can lead to the wipes drying out, resulting in an unsellable product and a damaged brand reputation. Modern systems use servo-controlled sealing jaws combined with precise temperature controllers to create a perfect, hermetic seal on every pack, even at speeds of over 100 packs per minute. The system continuously monitors temperature and pressure, making micro-adjustments to compensate for variations in film thickness or ambient temperature.
Downstream Automation: The Role of Case Packers and Palletizers
Once the individual packs of wipes are produced and sealed, the work is far from over. They must be packed into cardboard cases, and those cases must be stacked onto pallets for shipping. These downstream activities have traditionally been major bottlenecks and a source of significant manual labor costs.
Today, these processes are increasingly being automated.
- Case Packers: Immediately after the primary packaging machine, a robotic case packer takes over. A robot arm gently collates the required number of wipe packs (e.g., 12 or 24), erects a flat cardboard box, places the packs inside in the correct orientation, and then folds and seals the box with tape or glue. These systems are incredibly flexible and can be programmed to handle different pack sizes and case configurations with just a few taps on a touchscreen.
- Palletizers: The finished cases then travel via conveyor to a robotic palletizer. This is typically a larger robot arm that picks up the cases and stacks them onto a pallet according to a pre-programmed pattern designed for maximum stability. The robot can automatically place slip sheets between layers and, once the pallet is complete, signal an Automated Guided Vehicle (AGV) to transport it to the stretch-wrapping station or the warehouse.
Integrating these downstream systems with the main production line creates a powerful, self-regulating flow. If the palletizer detects a problem, it can signal the entire line to slow down gracefully, preventing a pile-up of products. This level of integration is a hallmark of a true Industry 4.0 factory.
The Power of a Single Control System: PLC Integration Across the Line
The magic that makes this end-to-end automation possible is a unified control architecture. At the heart of the entire line is a powerful Programmable Logic Controller (PLC). This industrial computer acts as the master conductor, synchronizing every servo motor, robot, sensor, and vision system. The PLC communicates using a standardized industrial protocol, like EtherCAT or PROFINET, ensuring high-speed, reliable communication between all devices.
The entire line, from the nonwoven unwinder to the final palletizer, is operated from a single Human-Machine Interface (HMI)—a large, intuitive touchscreen. From this single point of control, an operator can start and stop the line, select product recipes, monitor the status of every component, view production statistics, and troubleshoot alarms.
This unified control system dramatically simplifies operation and training. Instead of needing to learn the quirks of several different machines from different vendors, your team only needs to master one integrated system. It also simplifies troubleshooting. If a problem occurs, the HMI will pinpoint the exact location and nature of the fault, whether it is in the lid applicator, the case packer, or the main wipes machine, providing clear instructions for resolution. Exploring the options for a complete wet wipes manufacturing solution from a single, experienced supplier is often the most effective way to achieve this level of seamless integration.
Future-Proofing Your Investment with Modular, Scalable Solutions
No business stands still. The products you are making today might be different from the ones your customers demand two years from now. You might need to increase your capacity, add a new packaging format, or switch to a new type of sustainable material. A key consideration when investing in automation is ensuring your line is "future-proof."
The best modern production lines are designed with a modular philosophy. Instead of being one single, monolithic machine, they are composed of distinct modules—an unwinding module, a folding module, a lid application module, a case packing module, etc. These modules are designed to work together seamlessly but can also be upgraded, replaced, or added to over time.
This approach offers incredible flexibility. If you start with a line that does not have an automated case packer to manage initial investment, you can easily add that module later as your production volume grows. If a new type of biodegradable lid becomes popular, you can swap out the existing lid application module for a new one designed to handle that specific format.
This modularity, combined with the scalable software of the PLC and HMI, ensures that your investment today will continue to generate value for many years to come. It allows your production capabilities to evolve alongside your business strategy, which is perhaps the most important wet wipes machine automation trend of all. It is about building not just a machine, but a flexible manufacturing platform for long-term growth.
Frequently Asked Questions (FAQ)
What is the biggest advantage of a full-servo wet wipes machine over a semi-servo one?
The primary advantage is superior precision and control over the entire process. In a full-servo machine, every key movement is controlled by an independent, intelligent motor. This leads to faster product changeovers (done via software, not mechanical adjustments), lower material waste, higher and more consistent product quality, and reduced maintenance, which collectively result in a lower Total Cost of Ownership despite a higher initial investment.
How does AI-powered quality control actually work on a production line?
AI quality control uses high-speed cameras and machine learning software to inspect every product in real time. For wet wipes, it can detect microscopic flaws in the raw nonwoven fabric, verify the accuracy of the fold and stack dimensions, check the placement and seal of the packaging lid, and read batch codes. The system compares each item to a "golden standard" and automatically rejects any defective products, ensuring near-zero defects reach the consumer.
Is implementing IIoT for predictive maintenance difficult for a medium-sized factory?
It has become much more accessible. Modern machine manufacturers often offer IIoT capabilities as an integrated, turnkey solution. The system comes with pre-installed sensors and a cloud-based dashboard that is ready to use. The primary benefit, predictive maintenance, works by analyzing data like motor vibration and temperature to predict when a component is likely to fail, allowing you to schedule repairs before a breakdown occurs, thus eliminating unplanned downtime.
Can automated machines handle new sustainable materials like biodegradable nonwovens?
Yes, in fact, advanced automation is often necessary to handle them effectively. Sustainable materials, like those made from plant fibers, can have less tensile strength than traditional plastics. A full-servo machine with precise, real-time tension control is essential for running these delicate materials at high speed without causing them to stretch or tear, minimizing waste and making sustainable production commercially viable.
Does "end-to-end automation" mean I will not need any human operators?
Not necessarily. End-to-end automation, which includes systems like robotic case packers and palletizers, aims to eliminate repetitive, low-skill manual labor. This frees your human operators to focus on higher-value tasks that require human intelligence, such as overseeing the entire line's performance from a central control panel, managing complex production scheduling, performing advanced quality assurance checks, and driving continuous process improvement initiatives.
How much faster is a product changeover on a full-servo machine?
A product changeover on a traditional mechanical machine can take several hours of physical adjustments by a skilled technician. On a full-servo machine, most parameters (like wipe length, fold type, and stack count) are stored as recipes in the control system. An operator can select a new recipe on a touchscreen, and the machine adjusts itself automatically. This reduces changeover time from hours to mere minutes.
What is the typical ROI for investing in a fully automated wet wipes line?
The Return on Investment (ROI) varies based on factors like labor costs, material costs, and production volume, but it is typically much faster than manufacturers expect. While the initial investment is higher, the ROI is driven by significant operational savings: drastically reduced material waste (from higher precision), minimized downtime (due to predictive maintenance and fast changeovers), lower labor costs, and the ability to produce a higher quality product that can command a better market price.
Conclusion
The landscape of wet wipes manufacturing in 2026 is defined by a powerful convergence of intelligent technologies. The wet wipes machine automation trends we have explored—from the granular precision of full-servo motors to the overarching intelligence of IIoT and AI—are not disparate innovations. They are deeply interconnected components of a new manufacturing philosophy. This philosophy prioritizes data-driven decision-making, proactive process control, and holistic system efficiency over the siloed, reactive approaches of the past.
For manufacturers in South America, Russia, Southeast Asia, the Middle East, and South Africa, embracing these trends is not a matter of luxury, but of strategic necessity. The initial investment in a fully automated, intelligent production line may seem substantial, but a careful examination of the long-term returns reveals a compelling business case. The dramatic reductions in material waste, the near-elimination of unplanned downtime, the flexibility to adapt to new products and sustainable materials, and the ability to guarantee unparalleled quality create a powerful and lasting competitive advantage. By moving beyond a focus on initial purchase price to a more sophisticated understanding of Total Cost of Ownership and long-term value, manufacturers can build operations that are not only more profitable but also more resilient and prepared for the future.
References
Grewal, M. S., & Noshadi, A. (2021). Servo motor control: A survey of recent results. Electronics, 10(21), 2656. https://doi.org/10.3390/electronics10212656
Market, G. W. (2023). Flushable wipes market size, share & trends analysis report. Grand View Research.
Womeng. (2025). A step-by-step guide: How do diaper machines work in factories? 5 key stages explained. Womeng Intelligent Equipment Co., Ltd. https://www.womengmachines.com/a-step-by-step-guide-how-do-diaper-machines-work-in-factories-5-key-stages-explained/
Womeng. (2026). 7 critical factors for your 2026 pad machine investment: An expert checklist. Womeng Intelligent Equipment Co., Ltd. https://www.womengmachines.com/2026-pad-machine-buyers-guide/
Womeng. (2026). A data-backed guide for 2026: What is the typical cost of a small-scale diaper manufacturing setup? Womeng Intelligent Equipment Co., Ltd. https://www.womengmachines.com/cost-small-diaper-manufacturing-setup/
Feb 13, 2026 | News
Abstract
The process of acquiring and implementing machinery for feminine hygiene products in 2026 demands a sophisticated, holistic strategy that extends far beyond the initial purchase. This analysis examines the five foundational pillars of successful sanitary napkin production machine integration, a critical undertaking for investors and factory managers in emerging and established markets like South America, Russia, Southeast Asia, the Middle East, and South Africa. A successful integration is not merely a technical task but a complex interplay of strategic planning, digital architecture, physical automation, human capital development, and financial acumen. The argument presented here is that viewing the machine as an isolated asset is a flawed paradigm. Instead, it must be conceptualized as the central node in a larger manufacturing ecosystem. This involves its seamless communication with enterprise-level software (MES/ERP), its synchronization with upstream and downstream material handling systems, and its symbiotic relationship with a well-trained workforce. This comprehensive approach to integration is what ultimately distinguishes a moderately productive line from a highly profitable, agile, and future-proof manufacturing operation.
Key Takeaways
- Align machine specifications with detailed market analysis and future product trends.
- Prioritize seamless MES/ERP data exchange for real-time operational visibility.
- Automate material flow to reduce bottlenecks and ensure consistent production.
- Invest in operator training to maximize the benefits of machine technology.
- Perform a thorough sanitary napkin production machine integration to optimize long-term ROI.
- Calculate the Total Cost of Ownership (TCO) beyond the initial machine price.
- Future-proof your investment through modular machine design and scalable automation.
Table of Contents
Pillar 1: Strategic Alignment of Machine Capabilities and Market Demand
The decision to invest in a sanitary napkin production line is, at its heart, an economic and strategic one before it is a technical one. The physical machine, with its gleaming steel and complex network of servos and sensors, is the tangible result of a much deeper line of inquiry. The first and most foundational pillar of a successful sanitary napkin production machine integration is ensuring that the capabilities of the chosen equipment are in perfect harmony with the specific demands of your target market and your long-term business vision. To neglect this alignment is to risk owning a magnificent piece of engineering that produces the wrong product, at the wrong speed, or for a market that doesn't exist.
Think of it as commissioning a ship. You wouldn't simply ask for "a boat." You would first need to know: are we crossing a calm lake or a stormy ocean? Are we carrying lightweight parcels or heavy-duty cargo? Are we built for speed or for fuel efficiency? The same logic applies with rigor to the selection of a sanitary pad machine. The markets in Johannesburg, Moscow, and São Paulo, while all presenting immense opportunity, possess distinct consumer preferences, regulatory landscapes, and price sensitivities. A machine optimized for producing thick, low-cost maxi pads for a price-sensitive rural market in Southeast Asia may be entirely unsuitable for producing ultra-thin, individually wrapped, and highly stylized products for an urban, brand-conscious demographic in the Middle East.
Understanding Your Product: From Ultra-Thin to Overnight
The product itself is the starting point of all subsequent decisions. The term "sanitary napkin" encompasses a vast range of product types, each with unique material compositions and construction requirements that directly dictate the necessary machine specifications. A modern production line is not a one-size-fits-all solution; it is a specialized instrument.
Consider the primary product categories:
- Ultra-Thin Pads: These are characterized by their slim profile, often using an Airlaid paper or a highly condensed fluff pulp core with a significant amount of Superabsorbent Polymer (SAP). The machine must be capable of precise SAP application and high-pressure calendering to achieve the desired density and thinness. The lamination process for the top sheet and back sheet must be flawless to prevent delamination in a product so thin.
- Maxi/Thick Pads: These traditionally rely on a thicker fluff pulp core for absorption. The machine's hammermill and core-forming unit are critical here. The ability to create a consistent, well-distributed pulp mat, perhaps with a channel design for fluid distribution, is paramount.
- Overnight Pads: These are typically longer and wider, with a higher absorption capacity. This requires the machine to have the flexibility in its cutting and shaping dies to produce larger formats. It also means the SAP and pulp feeding systems must handle higher volumes per unit.
- Panty Liners: Smaller, thinner, and simpler in construction, these products demand high speed and efficiency. The integration challenge here is often about maximizing output and minimizing material waste on a per-unit basis, which can be significant at speeds of over 2000 pieces per minute.
The choice between these dictates the required modules on your production line. Do you need a complex SAP application system? Do you require multiple unwinding stands for different nonwoven layers? Does the machine need advanced die-cutting units for winged designs? Answering these questions requires a deep dive into the product your market desires. A failure to specify these at the outset leads to costly post-installation modifications or, worse, an inability to produce the product your customers want to buy.
Market Analysis: Matching Production Speed to Consumer Needs
Once the product is defined, the next question is quantity. Production speed, often measured in pieces per minute (PPM), is a headline specification, but it can be a misleading metric if viewed in isolation. The optimal speed is not always the maximum available. It is a function of your market size, growth projections, and distribution capabilities.
| Factor |
Low-Speed Machine (e.g., 300-500 PPM) |
High-Speed Machine (e.g., 800-1200+ PPM) |
| Initial Investment |
Lower |
Significantly Higher |
| Target Market |
Small to medium-sized markets, niche products, start-ups |
Large, established markets, high-volume contracts |
| Operational Complexity |
Lower, easier for new teams to learn |
Higher, requires skilled operators and technicians |
| Material Consumption |
Lower risk of high-volume waste during stoppages |
High risk of material waste if line stops frequently |
| Flexibility |
Often more flexible for smaller batch runs and quick changeovers |
Optimized for long runs of a single product type |
| Integration Needs |
Simpler integration with basic warehouse systems |
Requires robust, automated supply chain and ERP integration |
A start-up in a regional market in South America might find a 400 PPM machine to be the perfect entry point. It allows them to meet initial demand, build a brand, and manage their working capital effectively without being overwhelmed by massive inventory. Conversely, a large corporation aiming to capture a significant market share in Russia would require a high-speed line (perhaps 1000 PPM or more) to achieve the necessary economies of scale and unit cost to compete with established players.
The integration aspect is crucial here. A high-speed line running at 1000 PPM consumes raw materials at a ferocious rate. A single roll of nonwoven fabric might be used up in under an hour. Without a sanitary napkin production machine integration plan that includes automated material splicing and real-time inventory tracking connected to your ERP, the machine will frequently be starved of materials, and its effective output will be a fraction of its rated speed. The strategic alignment, therefore, is to match not just the machine's speed to the market's volume, but also the level of automation and integration to the demands of that speed.
Future-Proofing: Modularity and Scalability
The final element of this strategic pillar is foresight. The market of 2026 will not be the market of 2031. Consumer preferences evolve, new materials become available, and competitors will innovate. A machine purchased today must have the capacity to adapt to the future. This is where the concept of modularity becomes paramount.
A modular machine is designed in distinct, interchangeable sections or modules. For example, the core-forming unit, the wing-application unit, and the packaging unit are all separate modules. This design philosophy offers several advantages for long-term integration:
- Upgradability: If a new, more efficient SAP application technology emerges, you can potentially upgrade just that module instead of replacing the entire line.
- Flexibility: You might launch with a machine that produces wingless pads. If the market later demands winged pads, you can add a wing-application module. This allows your initial investment to be lower while retaining the option to expand your product offerings.
- Scalability: You could start with a semi-automatic packaging system and later integrate a fully automatic stacking and bagging unit as your production volume grows.
When discussing options with a manufacturer, asking about the machine's modularity is a question of profound strategic importance. Inquire about the "cost and process of adding a wing-application unit in three years" or "the feasibility of integrating a new type of topsheet lamination module." A manufacturer who has engineered their machines for modularity is a partner who understands that your business will grow and change. This forward-thinking approach is the essence of smart integration, ensuring that your initial investment remains a valuable, productive asset for years to come, capable of evolving with your business.
Pillar 2: The Digital Backbone: Seamless MES/ERP Integration
Having aligned your machine with your market, the next pillar addresses the brain and nervous system of your modern factory: its digital infrastructure. In the era of Industry 4.0, a sanitary napkin production machine is no longer an island of mechanical activity. It is a data-rich node within a larger digital ecosystem. The successful sanitary napkin production machine integration into your Manufacturing Execution System (MES) and Enterprise Resource Planning (ERP) systems is what transforms raw production into intelligent manufacturing. Without this digital handshake, you are flying blind, relying on manual counts, guesswork, and delayed information.
Imagine trying to navigate a bustling city with an outdated paper map while everyone else is using real-time GPS with traffic updates. That is the difference between a non-integrated and an integrated factory. The MES and ERP systems are your factory's GPS, providing a live, data-driven view of the entire operation, from the arrival of raw materials to the shipment of finished goods.
What are MES and ERP? A Primer for Factory Owners
Before we can discuss integration, let's clarify these terms. While often used together, they serve distinct but complementary functions. Understanding their roles is the first step toward a powerful integration strategy.
- Enterprise Resource Planning (ERP): Think of the ERP as the company's central administrative brain. It manages business-level functions. For a sanitary napkin manufacturer, the ERP handles financials (cost of goods sold, profitability analysis), customer orders, procurement (ordering fluff pulp and SAP), and high-level inventory management (how many pallets of finished goods are in the main warehouse). It answers the question: "What should we make?"
- Manufacturing Execution System (MES): The MES is the operational brain on the factory floor. It takes the production orders from the ERP and manages the "how." It tracks and documents the transformation of raw materials into finished goods in real time. It monitors machine status (running, stopped, faulted), tracks quality control data, manages operator schedules, and provides detailed production analytics (Overall Equipment Effectiveness or OEE). It answers the question: "Are we making it correctly and efficiently?"
The integration of the sanitary pad machine with these two systems creates a powerful, bidirectional flow of information. The ERP sends a production order to the MES. The MES translates this into instructions for the machine's control system (the PLC). The machine, in turn, constantly sends real-time data back to the MES about production counts, machine speed, error codes, and material consumption. The MES then aggregates this data and sends summaries back to the ERP, allowing for live updates on order fulfillment, accurate inventory levels, and precise cost accounting.
| System |
Primary Focus |
Key Functions for a Napkin Factory |
Data Flow Direction |
| ERP |
Business & Finance |
Order Management, Procurement, Financials, High-Level Inventory |
Top-Down (Orders) & Bottom-Up (Summaries) |
| MES |
Factory Floor Operations |
Production Scheduling, Machine Monitoring (OEE), Quality Control, Traceability |
Receives ERP orders, Controls PLC, Reports to ERP |
| PLC |
Machine Control |
Executes physical actions (cutting, folding, gluing), Manages sensors & motors |
Receives MES instructions, Controls the machine |
The Language of Machines: Protocols and Data Exchange
How does this communication actually happen? Machines, MES, and ERP systems don't just "talk" to each other out of the box. They need a common language, a set of rules known as a communication protocol. This is one of the most critical technical details to discuss with your machine manufacturer.
In 2026, the gold standard for industrial communication is often OPC UA (Open Platform Communications Unified Architecture). It is a secure, platform-independent framework that has become a de facto language for Industry 4.0. When evaluating a new sanitary napkin machine, a key question for the supplier is: "Does the machine's PLC support an OPC UA server?" A positive answer simplifies integration immensely. It means your MES/ERP integrator can connect to the machine and access a standardized set of data points without needing to write complex, custom drivers for a proprietary protocol.
If a machine does not support a modern protocol like OPC UA, integration becomes more difficult and costly. It might involve older protocols or even hardware gateways that translate signals, adding points of failure and complexity. A forward-thinking machine manufacturer will have already embraced these modern standards, seeing them not as an add-on but as a core feature of the machine's control system (womengmachines.com, 2025). This digital readiness is a powerful indicator of the manufacturer's technological maturity.
Real-Time Data Analytics: From Production Counts to Predictive Maintenance
What can you do with this seamless flow of data? The possibilities are transformative.
- Accurate Production Monitoring: Your sales team is on the phone with a major retail client. They can look at the ERP dashboard and say with confidence, "Your order of 500,000 overnight pads will be complete at 3:15 PM today," because the ERP is receiving live production counts from the MES, which is getting them directly from the machine's PLC. This eliminates manual counting and inaccurate estimates.
- Dynamic Costing: The ERP knows the exact amount of fluff pulp, SAP, and nonwoven fabric consumed to fulfill that order, because the machine is reporting its consumption back through the MES. This allows for incredibly precise "per-unit" cost analysis, revealing the true profitability of each product type and each customer order.
- Overall Equipment Effectiveness (OEE): OEE is the key metric for manufacturing productivity. It measures Availability (runtime vs. planned time), Performance (actual speed vs. ideal speed), and Quality (good units vs. total units). A proper sanitary napkin production machine integration automatically captures all the data needed to calculate OEE in real time. Your production manager can see on a large screen that Line 2's OEE has dropped by 5% in the last hour. A quick drill-down in the MES reveals the cause: a series of 30-second micro-stops at the packaging unit. This allows them to dispatch a technician to the precise point of failure immediately, rather than waiting for an end-of-shift report.
- Predictive Maintenance: This is the holy grail of modern manufacturing. Instead of waiting for a part to break (reactive maintenance) or replacing it on a fixed schedule (preventive maintenance), predictive maintenance uses data to forecast failures before they happen. For example, the MES can monitor the motor current and vibration signature of the main drive motor. Over weeks, it learns the normal operating signature. If it detects a gradual increase in vibration, it can automatically generate a work order in the maintenance system to inspect the motor's bearings during the next planned downtime, preventing a catastrophic failure that could shut down the line for a full day.
Integrating your sanitary napkin machine into your digital backbone is not a luxury; it is the fundamental mechanism for control, efficiency, and continuous improvement in a competitive global market. It transforms the machine from a black box into a transparent and responsive asset.
Pillar 3: Automating the Flow: Material Handling and Supply Chain Synchronization
With the machine's capabilities aligned with the market and its digital mind connected to the factory's nervous system, we now turn our attention to its physical body and its interaction with the environment. Pillar 3 focuses on the seamless movement of materials to, through, and away from the production line. A high-speed sanitary napkin machine is like a world-class athlete; it can only perform at its peak if it receives perfect nutrition (raw materials) and has a clear path to run. Any interruption in this physical flow—any bottleneck or starvation—negates the benefits of high speed and digital oversight. The goal of this integration is to create a continuous, synchronized dance between the machine and the materials it consumes and produces.
This is where the concept of automation extends beyond the machine itself and into the broader factory logistics. A common mistake for first-time investors is to purchase a state-of-the-art, high-speed machine and place it in a factory with a manual, forklift-based logistics system. This creates a massive impedance mismatch. It's like connecting a high-speed fiber optic cable to a 1990s dial-up modem. The true production rate will be dictated by the slowest part of the process, which in this case would be the ability of a forklift driver to locate, retrieve, and load a new roll of backsheet film.
Raw Material Management: From Silo to Spool
A sanitary napkin is a composite product, an assembly of multiple raw materials that must all be available at the point of use, at the right time, and in the right quantity. These materials include:
- Fluff Pulp: Typically arrives in large bales or rolls.
- Superabsorbent Polymer (SAP): Arrives in bags or large super-sacks.
- Nonwoven Fabrics: For the topsheet and acquisition distribution layer (ADL), arriving on large spools.
- PE Film: For the waterproof backsheet, also on spools.
- Adhesives: Hot melt glue, arriving in drums or blocks.
- Release Paper: For the adhesive strips, on spools.
A comprehensive sanitary napkin production machine integration strategy addresses the handling of each. For a high-volume operation, this means automating the journey. Fluff pulp might be fed from a silo via a pneumatic system directly to the machine's hammermill. SAP can be similarly transported.
For the spooled materials (nonwovens, films), the key technology is the automatic splicer. A machine running at 1000 PPM can consume a large roll of nonwoven fabric in less than an hour. A manual roll change could take 5-10 minutes, during which the machine is stopped, producing nothing but waste. An automatic splicer, by contrast, holds two rolls: the active roll and a standby roll. When sensors detect the active roll is about to run out, the splicer automatically, at full machine speed, attaches the leading edge of the new roll to the trailing edge of the old one, with zero downtime. The investment in an automatic splicer can have an ROI of mere months for a high-speed line, simply by increasing the machine's availability (the 'A' in OEE).
Comparing Automation Levels in Sanitary Napkin Machines
The degree of automation within the machine itself and in its surrounding logistics is a critical decision. It directly impacts labor costs, operational efficiency, and the initial capital investment. The choice between semi-automatic, semi-servo, and full-servo systems is a defining one.
| Feature |
Semi-Automatic Machine |
Full-Servo Machine |
| Drive System |
Single main motor with mechanical shafts, gears, and chains to transmit power. |
Multiple independent servo motors, each controlling a specific function (e.g., cutting, applying, folding). |
| Initial Cost |
Lower. |
Higher (2-3x the cost of a semi-automatic machine). |
| Changeover Time |
Long. Changing product size requires mechanical adjustments, changing gears, and repositioning components. Can take 4-8 hours. |
Short. Most adjustments are done via the HMI (touch screen). Select a new "recipe" and the servos automatically reposition. Can take 15-30 minutes. |
| Production Speed |
Lower (e.g., 200-500 PPM). Limited by mechanical inertia and vibration. |
Higher (e.g., 600-1200+ PPM). Servo control allows for more precise, high-speed movements. |
| Material Waste |
Higher. Mechanical linkages can have timing drift, leading to more defects during speed changes and startups. |
Lower. Precise digital synchronization between servos minimizes waste. Many systems have automatic rejection of out-of-spec products. |
| Maintenance |
Requires mechanical expertise (lubricating chains, replacing gears). More wear parts. |
Requires electrical/automation expertise. Fewer mechanical wear parts, but servo drives and motors can be costly to replace. |
| Ideal Use Case |
Dedicated lines for a single, high-volume product. Stable markets with minimal product variation. Lower labor cost environments. |
Markets with diverse product needs (e.g., ultra-thin, maxi, wings). High labor cost environments. Where flexibility and speed are key. |
The choice is not simply "which is better?" but "which is right for my strategy?" For a company in South Africa targeting a single, large government tender for a standard maxi pad, a robust semi-automatic machine might be the most profitable choice. For an entrepreneur in a dynamic Middle Eastern market who wants to offer a full range of products and quickly react to trends, the flexibility of a full-servo sanitary napkin machine is not a luxury, but a competitive necessity. The integration of a full-servo machine is also digitally deeper, as each servo motor is a data point that can be monitored and optimized through the MES.
Integrating Upstream: The Role of Automated Guided Vehicles (AGVs)
For truly large-scale operations, the integration extends even further upstream. Instead of a human operator fetching a new spool of PE film, an Automated Guided Vehicle (AGV) can be used. When the machine's MES anticipates a roll change is needed in the next 30 minutes, it can send a request to the Warehouse Management System (WMS). The WMS then dispatches an AGV to the correct storage location, retrieves the specific roll needed for the current product, and delivers it to the machine's splicer unit just in time. This level of automation creates a "dark factory" environment where material flows happen with minimal human intervention, reducing labor costs, eliminating human error (like grabbing the wrong material), and maximizing the machine's uptime.
Downstream Integration: Stacking, Packing, and Palletizing
The production of the sanitary napkin itself is only half the story. The finished products emerge from the line at a rate of 10-20 pieces per second. This torrent of products must be managed. Downstream integration focuses on the automated handling of finished goods. The typical sequence is:
- Stacking: A stacking unit counts the pads and arranges them into neat stacks of a predetermined count (e.g., 10, 12, or 16).
- Bagging/Packaging: The stacks are then automatically inserted into pre-printed plastic bags or boxes.
- Case Packing: The individual bags are then grouped and packed into larger cardboard cartons.
- Palletizing: A robotic arm or gantry system picks up the finished cartons and stacks them onto a pallet in a pre-programmed pattern, ready for shipment.
Each of these steps can be manual, semi-automatic, or fully automatic. A fully integrated line connects the sanitary napkin machine directly to the stacker, which feeds the bagger, which feeds the case packer, which feeds the robotic palletizer. The entire line, from fluff pulp to finished pallet, operates as one single, synchronized system. The MES/ERP integration is vital here, as the system needs to know which packaging materials (bags, boxes) to use for the specific product being run, and it needs to print and apply the correct labels with lot numbers and production dates for traceability.
Automating this downstream flow is critical for high-speed lines. It is physically impossible for human hands to keep up with the output of a 1000 PPM machine. Without downstream automation, the main machine would constantly have to be stopped, waiting for the packaging area to clear, completely wasting its potential.
Pillar 4: The Human-Machine Symbiosis: Workforce Training and Safety Protocols
A factory can be filled with the most advanced, perfectly integrated machinery in the world, but without a competent, confident, and safe workforce to operate, monitor, and maintain it, that investment will never reach its full potential. The fourth pillar of sanitary napkin production machine integration recognizes that the human element is not a variable to be eliminated by automation, but a partner to be empowered by it. This is about creating a symbiotic relationship where the skills of the operator and the capabilities of the machine amplify each other.
This perspective is particularly salient in the diverse markets of South America, Russia, and Southeast Asia, where skill levels, educational backgrounds, and language proficiencies can vary widely. A successful integration plan does not assume an ideal workforce; it actively creates one through structured training, intuitive interfaces, and robust safety systems. This pillar is about integrating the person with the process.
Beyond the Touchscreen: Developing Operator Expertise
The modern operator of a full-servo sanitary napkin line is not a manual laborer but a process technician. Their job is not to physically move levers but to interpret data, diagnose issues, and make informed decisions using the machine's Human-Machine Interface (HMI), which is typically a large touch screen. The quality of this HMI and the training provided to use it are paramount.
A well-designed HMI, as noted in analyses of modern machine control systems, should be intuitive, graphical, and multi-lingual (womengmachines.com, 2025). For a factory in South Africa with its eleven official languages, or a facility in the Middle East with a diverse expatriate workforce, the ability to switch the HMI from English to Afrikaans, Zulu, or Arabic with a single touch is not a trivial feature. It is a fundamental requirement for effective operation and safety.
The training program, often developed in partnership with the machine manufacturer, must go beyond "press this button to start." It should be a comprehensive curriculum that covers:
- Machine Theory: A basic understanding of how the machine works. What is the purpose of the hammermill? How does the automatic splicer function? This builds a mental model that allows operators to understand why things are happening.
- HMI Navigation: A thorough walkthrough of every screen, button, and alarm message. Operators should be comfortable navigating menus, adjusting parameters within their authorized limits, and understanding what every graph and number represents.
- Product Changeover: For flexible, full-servo lines, the changeover process is a critical skill. Training should involve hands-on practice in calling up a new product "recipe" on the HMI, and performing any required minor physical adjustments, like changing a cutting die. The goal is to reduce the changeover time from hours to minutes.
- Basic Troubleshooting: Operators are the first line of defense. They should be trained to recognize common problems (e.g., a misaligned topsheet, inconsistent glue application) and perform basic corrective actions. The HMI should assist them, for example, by showing an alarm "Web Guide Sensor Blocked" and displaying a picture of the exact sensor location.
- Quality Control: Operators should be trained on how to perform visual quality checks and how to use any at-line testing equipment. They should also understand how the machine's integrated vision inspection system works and how to respond when it rejects a product.
Investing in a high-quality training program, including possibly sending key personnel to the manufacturer's facility for advanced training, is one of the highest-return investments you can make. A well-trained operator can improve OEE by several percentage points, which on a multi-million dollar production line, translates into hundreds of thousands of dollars in increased output and reduced waste per year.
Integrated Safety Systems: PLC, Light Curtains, and E-Stops
A high-speed production line is an environment of powerful motors, sharp cutting blades, and high-pressure rollers. The safety of the workforce is a non-negotiable priority. Modern sanitary napkin production machine integration involves embedding safety functions directly into the machine's core control system (the PLC). This is a far more robust approach than simply adding standalone safety components.
An integrated safety system uses a dedicated safety-rated PLC or safety relays that work in concert with the main machine controller. Key components include:
- Emergency Stops (E-Stops): These red, mushroom-shaped buttons are placed at multiple points around the machine. When one is pressed, it sends a signal to the safety PLC that immediately cuts power to all motors and hazardous components in a safe and controlled manner.
- Interlocked Guards: All doors and access panels on the machine are fitted with interlock switches. If a guard is opened while the machine is running, the safety PLC immediately brings the machine to a safe stop. This prevents an operator from reaching into a moving part.
- Light Curtains: These are photoelectric safety barriers placed at points of access where frequent intervention might be needed (like clearing a jam in the packaging area). If an operator's hand or arm breaks the light beam, the machine immediately stops.
- Two-Hand Controls: For certain operations that require an operator to be near the machine (like jogging a roller into position during maintenance), a two-hand control system might be used. The operator must press two buttons simultaneously, ensuring their hands are away from any moving parts.
The integration aspect means that the status of every safety device is monitored by the PLC and displayed on the HMI. If a machine stops, the HMI will display the exact cause: "Safety stop: Guard door on wing-application unit is open." This drastically reduces troubleshooting time compared to older systems where a technician would have to manually check every switch on a long line. This level of diagnostic detail is a hallmark of a well-integrated, modern safety system.
Remote Diagnostics and Support: The Manufacturer Partnership
No matter how well-trained your team is, there will be complex issues that require the expertise of the original equipment manufacturer (OEM). In the past, this meant waiting days for a service technician to fly to your factory, resulting in extended and costly downtime.
A key feature of modern sanitary napkin production machine integration is the capability for secure remote access. With your permission, an OEM technician in China, Italy, or Germany can establish a secure VPN connection to your machine's PLC and HMI. They can see exactly what your operator sees, review alarm histories, analyze trend data, and even modify the PLC code to fix a software bug.
This capability is a lifeline for factories in geographically remote locations. It transforms the relationship with your machine supplier from a transactional one to a long-term partnership (diapermachines.com, 2025). When evaluating suppliers, you should ask detailed questions about their remote support capabilities:
- What is the process for establishing a remote connection?
- What are the security protocols to protect our factory network?
- What are the hours of support? Can we get support in our local time zone?
- Is remote support included in the purchase price or is it a separate service contract?
A manufacturer who has invested heavily in a robust remote support infrastructure is a manufacturer who is committed to the long-term success of their customers. This digital tether is a critical part of ensuring your human-machine symbiosis remains productive for the entire life of the equipment.
Pillar 5: Total Cost of Ownership (TCO) and Sustainable ROI
The final pillar brings our entire discussion into the realm of financial reality. The purchase price of a sanitary napkin machine is often the most scrutinized number, but it is only one piece of a much larger financial puzzle. A sophisticated investor or factory manager in 2026 understands that the true measure of a capital investment is not its initial cost, but its Total Cost of Ownership (TCO) over its operational lifetime, and its ability to generate a sustainable Return on Investment (ROI). This fifth pillar integrates financial analysis with the technical and operational aspects we've already discussed. A successful sanitary napkin production machine integration is one that is not only technically sound but also financially optimal.
The TCO framework forces a shift in perspective. Instead of asking, "Which machine is cheapest to buy?" it asks, "Which machine is most profitable to own?" This holistic view encompasses all costs—visible and hidden—from the day the purchase order is signed until the day the machine is decommissioned.
Calculating TCO: Beyond the Initial Price Tag
The initial capital expenditure (CapEx) for the machine is the tip of the iceberg. A comprehensive TCO analysis includes a wide range of operational expenditures (OpEx). Let's break down the key components for a sanitary napkin line:
- Acquisition Cost: This is the purchase price of the machine, including any necessary auxiliary equipment like air compressors, dust collection systems, and downstream packaging machinery.
- Installation & Commissioning: This includes freight, insurance, rigging costs to get the machine into your factory, and the cost of the manufacturer's technicians to install, commission, and test the line.
- Raw Material Costs: This is often the largest single component of TCO. It's not just the price per kilogram of pulp or SAP, but also the amount of waste generated. A full-servo machine with lower waste rates, as discussed in Pillar 3, will have a lower effective material cost over its lifetime, even if its initial price is higher.
- Labor Costs: This includes the salaries of the operators, technicians, and quality control personnel assigned to the line. A highly automated line may require fewer operators, but they will need to be more skilled and thus may command higher salaries. The calculation must balance the number of staff against the required skill level.
- Energy Costs: High-speed machines consume a significant amount of electricity and compressed air. When comparing machines, you should request data on their power consumption (in kWh) at a standard production rate. A machine with energy-efficient servo motors and smart power-saving modes (e.g., automatically slowing down during short downstream blockages) will have a lower TCO.
- Maintenance & Spares: This includes the cost of routine preventive maintenance, the budget for unplanned repairs, and the cost of keeping critical spare parts in inventory. A manufacturer should provide a recommended spare parts list with pricing. A machine with fewer mechanical wear parts (like a full-servo machine) may have lower routine maintenance costs.
- Downtime Costs: This is the most significant "hidden" cost. Every minute the machine is not running is a minute you are not producing revenue, yet you are still incurring fixed costs like labor, rent, and depreciation. The OEE metric, enabled by the MES integration in Pillar 2, is the best way to quantify and track the cost of downtime. An investment in a more reliable machine or a better remote support contract (Pillar 4) is effectively an investment in reducing downtime costs.
By modeling these costs over a 5, 7, or 10-year period, you can make a much more intelligent investment decision. Machine A might have a purchase price that is $300,000 lower than Machine B. But if Machine B is 5% more efficient in material usage and has 3% higher availability due to its superior design and support, it may very well be the more profitable choice within 2-3 years.
The Economics of Waste: Integrating Quality Control Systems
In the hygiene products industry, waste is a direct drain on profitability. Waste comes in two forms: raw material waste (e.g., scrap from the cutting process, product rejected during startup) and finished product waste (defective pads that must be discarded). A key part of the financial integration is minimizing both.
This is where the integration of advanced quality control systems becomes a financial strategy. Modern sanitary napkin machines can be equipped with a vision inspection system. This is a series of high-speed cameras and powerful image processing software that inspects every single pad produced. It can check for dozens of attributes in milliseconds:
- Is the pad the correct length and width?
- Is the topsheet properly attached to the core?
- Is the release paper for the wing adhesive correctly positioned?
- Are there any stains or foreign materials on the pad?
If the vision system detects a pad that is out of specification, it sends a signal to a rejection device (typically a puff of air) that removes the defective pad from the production stream. This integration provides two major financial benefits. First, it ensures that no defective product reaches the consumer, protecting your brand's reputation for quality. Second, the data from the vision system is a powerful diagnostic tool. If the system suddenly starts rejecting 5% of products due to a misaligned topsheet, the MES can raise an alarm, allowing the operator to fix the root cause immediately, preventing the creation of thousands of defective units. This real-time feedback loop, a direct result of sanitary napkin production machine integration, turns the quality control system from a simple gatekeeper into an active tool for process optimization and waste reduction.
Energy Consumption and Sustainability as Integration Factors
In 2026, financial calculations are increasingly intertwined with sustainability. For many multinational corporations and in markets with high energy costs or strong environmental regulations (like parts of Europe and increasingly, other regions), energy consumption is a major TCO factor. Furthermore, consumers are showing a growing preference for brands that demonstrate environmental responsibility.
Integrating sustainability into your machine selection and operation can be both an ethical and a financial positive. When discussing machine options, inquire about:
- Energy-efficient motors: Do they use high-efficiency IE3 or IE4 class motors?
- Regenerative drives: Can the servo drives capture energy during deceleration (similar to a hybrid car braking) and feed it back into the system?
- Smart standby modes: Does the machine automatically power down non-essential components during planned stops?
- Waste reduction: As discussed, lower waste means a smaller environmental footprint and lower costs. Some machines even have options for recycling or reprocessing certain types of scrap material.
By integrating these considerations into your TCO model, you build a more resilient and future-proof business case. The machine that is more energy-efficient and generates less waste is not just "greener"; it is, in the long run, more profitable. This final pillar ensures that your technical and operational strategy is built on a solid, sustainable financial foundation.
Frequently Asked Questions (FAQ)
1. What is the biggest challenge in sanitary napkin production machine integration?
The most significant challenge is often not technical but strategic. It is the failure to adopt a holistic view. Many companies focus intensely on the machine's purchase price and speed (PPM) while neglecting the equally vital integration with their ERP/MES systems (Pillar 2), the automation of material flow (Pillar 3), and the development of their workforce (Pillar 4). A successful integration requires a project team that includes not just engineers but also representatives from IT, logistics, finance, and human resources from the very beginning of the project.
2. How long does a full integration project typically take?
The timeline can vary significantly based on the project's complexity. From signing the purchase order to having a fully commissioned and integrated line running stable production, a realistic timeframe is between 9 to 18 months. This includes machine manufacturing (4-6 months), shipping (1-2 months), installation and mechanical setup (1-2 months), and the crucial phase of electrical, software, and process integration and optimization (2-6 months). Rushing the final integration phase is a common mistake that leads to long-term performance issues.
3. Can I integrate a machine from one manufacturer with a packaging system from another?
Yes, this is very common. However, it requires careful planning. You must define a clear "interface" between the two machines. Who is responsible for the conveyor that connects them? More importantly, who is responsible for the "digital handshake"? The control systems of the two machines must be able to communicate. Typically, one machine acts as the "master," signaling the other to start, stop, or change speed. This requires close collaboration between the technical teams of both manufacturers and your own integration team. It's crucial to define this responsibility clearly in the purchasing contracts.
4. What is Overall Equipment Effectiveness (OEE) and why is it important for integration?
OEE is the gold standard for measuring manufacturing productivity. It is a single percentage score calculated as: OEE = Availability x Performance x Quality. A "world-class" OEE is typically considered to be 85% or higher. OEE is vital for integration because you cannot manage what you cannot measure. A proper sanitary napkin production machine integration with an MES (Pillar 2) automatically collects the data needed to calculate OEE in real time. This allows you to see the immediate impact of your integration efforts and pinpoint exactly where your losses are coming from (e.g., slow changeovers, material shortages, minor stoppages).
5. How much does a fully integrated sanitary napkin production line cost in 2026?
The cost varies dramatically based on speed, level of automation, and features. A smaller, semi-automatic line with manual packaging might cost between $200,000 and $400,000. A high-speed, full-servo line with automatic splicers, a vision inspection system, and fully integrated downstream packaging automation can easily range from $1.5 million to over $3 million. It is essential to remember Pillar 5 and evaluate this cost within the context of Total Cost of Ownership (TCO) and the expected Return on Investment (ROI), rather than as a standalone price.
6. Do I need a full-servo machine? Is a semi-automatic machine ever a good choice?
A semi-automatic or mechanical-drive machine can still be an excellent choice in the right circumstances. If you plan to produce a single, high-volume product with very few size changes for a price-sensitive market, the lower initial investment and simpler maintenance of a mechanical machine can be very attractive. However, if your business strategy involves product flexibility, rapid changeovers, premium quality, and high operational efficiency, the higher initial cost of a customizable sanitary pad machine option with a full-servo drive system will likely provide a better long-term return on investment.
7. How do I choose a reliable machine manufacturer for a complex integration project?
Look for a partner, not just a supplier. A reliable manufacturer will be interested in your entire process, not just selling you a machine. Ask them about their experience with MES/ERP integration. Request case studies or references from companies they have worked with on similar projects. Evaluate their after-sales support structure, especially their remote diagnostic capabilities (Pillar 4). A good partner will act as a consultant, helping you design the best possible solution for your specific market and factory, demonstrating a commitment to your long-term success.
Conclusion
The journey of bringing a sanitary napkin production line to life in 2026 is an exercise in complex, multi-layered thinking. It requires us to move beyond the simple mechanics of a machine and embrace the intricate choreography of a fully integrated system. As we have explored through the five pillars, a successful venture is built upon a foundation of strategic alignment, where the machine's purpose is perfectly matched to the market's needs. It is given a voice and a mind through a robust digital backbone, allowing it to communicate seamlessly with the factory's larger operational and business intelligence systems. Its physical hunger for materials and its prolific output are satisfied by an automated and synchronized supply chain. This powerful technological assembly is then brought to its full potential by an empowered and well-trained workforce, operating in a safe and supportive environment.
Ultimately, all of these elements are brought into sharp focus through the lens of financial stewardship, where the Total Cost of Ownership and a sustainable Return on Investment serve as the final arbiters of success. The process of sanitary napkin production machine integration is not a checklist to be completed, but a philosophy to be adopted. It is the understanding that every component—the servo motor, the software protocol, the operator's skill, the roll of nonwoven fabric—is a vital part of a single, cohesive whole. By embracing this holistic perspective, manufacturers in the dynamic markets of South America, Russia, the Middle East, and beyond can build operations that are not only productive and profitable but also resilient, agile, and prepared for the challenges and opportunities of the future.
References
diapermachines.com. (2025, October 11). A 5-point checklist for your profitable sanitary napkin machine for small business investment. Retrieved from https://www.diapermachines.com/2025/10/11/a-5-point-checklist-for-your-profitable-sanitary-napkin-machine-for-small-business-investment/
SQ Machine. (2025, May 22). How diapers are made: Materials, machines, and process explained. Sanitary Pad Machine. Retrieved from https://sanitarypadmachine.com/how-diapers-are-made/
womengmachines.com. (2025, September 17). A 2025 buyer's guide: 7 essential features for touch-screen control systems for diaper machines. Retrieved from https://www.womengmachines.com/a-2025-buyers-guide-7-essential-features-for-touch-screen-control-systems-for-diaper-machines/
womengmachines.com. (2025, December 3). A step-by-step guide: How do diaper machines work in factories? 5 key stages explained. Retrieved from https://www.womengmachines.com/a-step-by-step-guide-how-do-diaper-machines-work-in-factories-5-key-stages-explained/
womengmachines.com. (2025, December 26). A 7-step expert guide: How are nappies made in 2025? Retrieved from https://www.womengmachines.com/a-7-step-expert-guide-how-are-nappies-made-in-2025/
womengmachines.com. (2026, January 30). 7 critical factors for your 2026 pad machine investment: An expert checklist. Retrieved from https://www.womengmachines.com/2026-pad-machine-buyers-guide/
womengmachines.com. (2026, February 4). A data-backed guide for 2026: What is the typical cost of a small-scale diaper manufacturing setup? Retrieved from https://www.womengmachines.com/cost-small-diaper-manufacturing-setup/
Feb 11, 2026 | News
Abstract
An examination of modern diaper manufacturing reveals a pivotal technological shift towards full servo control diaper machine systems. This evolution marks a departure from traditional mechanically-driven or semi-servo platforms, introducing a paradigm of precision, speed, and operational flexibility previously unattainable. Such systems leverage independently controlled servo motors for every major function, from raw material unwinding to final product folding, all orchestrated by a central programmable logic controller (PLC). This architecture facilitates superior synchronization, minimizes mechanical wear, and enables rapid adjustments for different product specifications. For manufacturers in developing and competitive markets, understanding the return on investment (ROI) of these advanced systems is paramount. The analysis of ROI extends beyond simple output calculations to encompass material savings from reduced waste, enhanced product quality leading to greater market acceptance, and long-term reductions in operational and labor costs. A comprehensive evaluation of these metrics provides a robust framework for strategic capital investment in the hygiene products sector.
Key Takeaways
- Full servo systems offer unparalleled precision, significantly reducing raw material waste.
- Evaluate a machine's ability to quickly change between different product sizes and designs.
- Higher operational speeds directly translate to increased production capacity and revenue.
- Investing in full servo control diaper machine systems enhances product consistency and quality.
- Reduced maintenance and labor needs contribute to a lower total cost of ownership.
- Automation through servo technology is key to meeting diverse global market demands.
- Consider the long-term strategic advantage of operational flexibility in your investment.
Table of Contents
The Foundational Shift: From Mechanical Cams to Digital Precision
Before we can properly weigh the return on a significant capital investment like a modern diaper production line, it is incumbent upon us to first grasp the fundamental technological evolution at its heart. For many years, the industry standard was the mechanically-driven machine. Imagine a complex orchestral piece where every musician is physically linked by a series of gears, shafts, and cams. The main driveshaft turns, and through this rigid, intricate network of connections, every action—a cut, a fold, a glue application—occurs in a fixed sequence. The timing is predetermined by the physical shape of the cams. While reliable to a point, this system is inherently rigid. Changing a product size or design is a monumental task, requiring days of mechanical readjustment, new parts, and extensive downtime. It is a system built for one task, performed repetitively.
The first step away from this rigidity was the semi-servo machine. In this hybrid model, think of our orchestra again. The main rhythm section—the core functions—might still be linked mechanically, but now, some key soloists—perhaps the application of the elastic waistband or the placement of the fastening tapes—are given their own independent controllers. These are the servo motors. A servo motor is not just any motor; it is a smart motor. It includes a feedback device, typically an encoder, that constantly reports its exact position, speed, and torque back to a central controller. The controller can then issue commands to the motor, telling it to speed up, slow down, or move to a precise location, and the feedback loop ensures the command is executed perfectly. This introduction of "soloists" brought a new level of precision and some flexibility to the production line.
Now, in 2026, we are firmly in the era of full servo control diaper machine systems. To extend our analogy, every single musician in the orchestra now has their own sheet music and a direct line to the conductor. There are no more rigid mechanical links. Every station—the unwinding of the nonwoven topsheet, the milling of the fluff pulp, the precise dosage of superabsorbent polymer (SAP), the cutting of leg elastics, the folding, and stacking—is governed by one or more dedicated servo motors. The conductor is the central Programmable Logic Controller (PLC), a powerful industrial computer that synchronizes hundreds of movements per minute with microsecond precision.
This is not merely an incremental improvement; it is a fundamental rethinking of the manufacturing process. The digital nature of the control system replaces the physical constraints of mechanics. Product specifications, cut lengths, and material positions are no longer defined by metal cams but by parameters in a software program. This is the foundation upon which the significant ROI metrics we will explore are built. Understanding this shift from a physical, fixed system to a digital, fluid one is the first step for any prospective manufacturer in markets like South Africa or Southeast Asia who wishes to compete on a global scale.
Comparing Drive System Architectures
To make this distinction clearer, let's organize these concepts into a comparative framework. The choice of drive system is perhaps the single most impactful decision in specifying a new diaper line, affecting everything from speed and waste to the types of products you can even consider making.
| Feature |
Mechanical Drive System |
Semi-Servo System |
Full Servo Control Diaper Machine System |
| Control Principle |
Single main motor with mechanical transmission (shafts, gears, cams). |
Combination of main mechanical drive and servo motors on critical units. |
Independent servo motor for each individual function, digitally synchronized. |
| Precision & Accuracy |
Lower; dependent on mechanical tolerances and wear. |
Higher on servo-controlled units; variable elsewhere. |
Highest; digital control and feedback loops ensure extreme precision. |
| Production Speed |
Limited (e.g., 200-300 pieces/min) due to mechanical vibration and stress. |
Moderate (e.g., 400-600 pieces/min); speed is limited by the mechanical sections. |
Very High (e.g., 800-1200+ pieces/min); speed is limited by material physics, not mechanics. |
| Product Changeover |
Very Slow (12-24+ hours); requires extensive mechanical adjustments and part changes. |
Moderate (4-8 hours); some adjustments are software-based, others are mechanical. |
Very Fast (0.5-2 hours); primarily software-based via HMI, minimal mechanical changes. |
| Material Waste |
High; significant waste during startup, speed changes, and due to lower precision. |
Moderate; improved control on some units reduces waste, but mechanical sections still contribute. |
Low; high precision minimizes material use, and "flying splice" systems allow continuous operation. |
| Maintenance |
High; numerous mechanical parts (gears, chains, bearings) require lubrication and replacement. |
Moderate; a mix of mechanical and electronic components. |
Low; fewer mechanical wear parts, remote diagnostics are often possible. |
| Flexibility |
Very Low; designed for a single product or very similar sizes. |
Low to Moderate; can handle a limited range of products. |
Very High; can produce a wide variety of sizes and complex designs on one machine. |
Metric 1: A Deep Dive into Production Efficiency and Output Maximization
The most immediate and quantifiable return from investing in full servo control diaper machine systems is the sheer volume of production. For a factory manager in a rapidly growing market like Russia or the Middle East, daily output is the lifeblood of the business. However, efficiency is a more nuanced concept than just raw speed. It is a composite of speed, stability, and uptime.
Achieving Higher Speeds Without Sacrificing Stability
A traditional mechanical machine might be rated for, say, 300 pieces per minute (PPM). Attempting to push it faster often leads to increased vibrations, higher stress on the components, and a dramatic drop in product quality. The physical linkages can only move so fast before they begin to flex and lose their timing.
A full servo system shatters this ceiling. Because each movement is independently controlled and accelerated or decelerated with digital precision, the entire line can operate at much higher speeds—often in the range of 800 to 1200 PPM. Think about the process of applying leg elastics. In a mechanical system, a rotating cutter is linked to the main drive. In a servo system, the servo motor controlling the elastic feed can precisely match the web speed, while the servo controlling the cutter blade can make a perfect cut at the exact moment required, regardless of the overall line speed. This decoupling of functions allows for optimization at every single stage. The result is not just a faster machine, but a more stable one. The absence of long, vibrating driveshafts and gear trains means the machine runs more smoothly, which directly contributes to the quality of the finished diaper, a point we will elaborate on later. For a manufacturer, this means you can produce more than double the output of an older machine within the same factory footprint and with the same number of operating hours.
Maximizing Uptime Through Reliability and Automation
High speed is meaningless if the machine is constantly stopped. Uptime, the percentage of time the machine is actively producing goods, is a critical component of efficiency. Full servo control diaper machine systems are designed for maximum uptime.
First, the reduction in mechanical parts is significant. There are no gearboxes to fail, no long chains to stretch and replace, and no cams to wear down. This drastically reduces the frequency of unplanned maintenance stops. When maintenance is required, it is often simpler. Replacing a self-contained servo motor is typically faster than rebuilding a complex mechanical transmission.
Second, these systems incorporate sophisticated automation that prevents stops. A prime example is the "zero-speed" or "flying" auto-splicing unit. Raw materials like nonwoven fabric or polyethylene film come on large rolls. On an older machine, when a roll runs out, the entire line must be stopped. An operator then manually splices the end of the old roll to the start of a new one, a process that can take several minutes. Over a 24-hour period, this downtime adds up significantly. A full servo system, by contrast, holds two rolls of material. As the active roll is about to deplete, sensors detect its end. A servo-controlled splicing head then accelerates the new roll to match the line speed perfectly and, at the precise moment, cuts the old web and applies the new one with a strip of tape—all while the machine continues to run at full speed. This single feature can increase effective production time by 5-10% (SQ Machine, 2025).
The Role of Synchronized Digital Motion Control
The "brain" of the system, the PLC, orchestrates a symphony of motion. It ensures that the speed of the topsheet unwinding is perfectly matched to the speed of the backsheet, that the absorbent core is placed with sub-millimeter accuracy onto the moving web, and that the final contour cut is perfectly aligned. This is called phase synchronization. In a mechanical system, this phase is fixed by the gears. In a servo system, it is a digital variable. An operator can, through the Human-Machine Interface (HMI) touchscreen, make tiny adjustments to the relative position of components—advancing the timing of the tape application by a fraction of a second, for instance—to optimize the product on the fly. This level of control is impossible with mechanical linkages and is fundamental to both the speed and quality that define modern advanced diaper manufacturing lines.
Metric 2: The Economics of Precision: Material Cost Reduction and Waste Minimization
Raw materials constitute the single largest portion of a disposable diaper's unit cost—often 60-70% or more. Therefore, any reduction in material consumption or waste flows directly to the bottom line. This is where the precision of full servo control diaper machine systems provides a compelling financial argument, especially in regions where material import costs can be high.
Reducing Grams Per Piece Through Precision Application
Consider the two most expensive components in the absorbent core: fluff pulp and Superabsorbent Polymer (SAP). A traditional machine might have a tolerance of ±5% on the amount of SAP applied to each diaper. On a machine producing millions of diapers a month, this variance adds up to tons of wasted, expensive material. A full servo system uses a servo-driven dosing system that can control the application of SAP with a tolerance of ±1-2%. This means you can design the product with a lower average amount of SAP, confident that even the lowest-dosed diaper will still meet your absorbency specifications. The same principle applies to hot-melt adhesives. Servo-driven glue guns apply adhesive exactly where needed, in the precise quantity required, without the overspray or inconsistency common in less-controlled systems. Over a year, saving just a fraction of a gram of adhesive per diaper can translate into tens of thousands of dollars in savings.
Minimizing Scrap Waste During Production Changes
As we discussed, changing product sizes on a mechanical machine is a slow, laborious process. During this changeover and the subsequent ramp-up period, the machine produces a large amount of unusable, scrap product. The same occurs during any speed change or machine restart.
With a full servo system, product recipes are stored digitally. An operator can select a new size from the HMI, and the servo motors automatically adjust their positions and parameters. The changeover time is reduced from hours to minutes. Because the system is digitally synchronized, it can produce good, saleable products almost immediately after a restart or a changeover. This dramatic reduction in scrap waste is a massive, though sometimes overlooked, financial benefit. A factory might reduce its overall waste rate from 5-7% on an old machine down to 1-2% on a full servo line.
A Hypothetical Waste Reduction Analysis
Let's put this into a more concrete context for a mid-sized manufacturer. The following table illustrates the potential annual savings from reducing material waste by moving to a full servo system.
| Metric |
Semi-Servo Machine |
Full Servo Control System |
Annual Impact |
| Assumed Production |
500 pieces/min |
800 pieces/min |
– |
| Operational Hours/Year |
6,000 hours |
6,000 hours |
– |
| Total Potential Output |
180,000,000 diapers |
288,000,000 diapers |
– |
| Average Waste Rate |
4.0% |
1.5% |
2.5% reduction |
| Total Wasted Units |
7,200,000 diapers |
4,320,000 diapers |
2,880,000 fewer wasted diapers |
| Assumed Cost/Diaper |
$0.10 |
$0.095 (due to material savings) |
– |
| Annual Cost of Waste |
$720,000 |
$410,400 |
$309,600 in direct savings |
This analysis, while simplified, demonstrates the powerful economic case. The savings in waste alone can contribute significantly to paying back the initial capital investment in a surprisingly short period. This is a compelling argument for decision-makers in cost-sensitive markets.
Metric 3: Achieving Superior Market Standing Through Enhanced Product Quality
In the competitive landscape of 2026, simply producing a low-cost diaper is not enough. Consumers in markets from Brazil to the Philippines are increasingly sophisticated, demanding products that are softer, thinner, more absorbent, and offer a better fit. Product quality is not just a feature; it is a prerequisite for building a brand and commanding a premium price. Full servo control diaper machine systems are instrumental in achieving this superior quality.
Consistency is the Cornerstone of Quality
A consumer who buys a pack of diapers expects every single one to perform identically. If one diaper in a pack leaks, it erodes trust in the entire brand. The precision of a full servo system ensures unprecedented consistency. Because the placement of every component—the absorbent core, the leg cuffs, the landing zone for the tapes—is controlled to sub-millimeter accuracy, every diaper is a near-perfect replica of the last. There is no "drift" in quality as mechanical parts wear. This consistency is the foundation of a premium product. High-speed vision systems are integrated into the line, inspecting each diaper for defects. When a defect is detected (e.g., a misplaced tape or an incomplete core), the PLC flags that specific diaper and ensures it is automatically rejected at the end of the line, guaranteeing that only perfect products reach the consumer (Womeng, 2025).
Enabling Complex and Premium Product Designs
The market is trending towards more complex designs that enhance comfort and performance. Examples include three-dimensional leak guards, fully elastic waistbands, and anatomically shaped absorbent cores. These features are extremely difficult, if not impossible, to produce reliably on a mechanical machine. An elastic waistband, for instance, requires stretching the elastic material, applying it to the nonwoven web, and then allowing it to relax to form gathers. A servo system can precisely control the tension and speed of the elastic, synchronizing its application perfectly with the moving web to create a soft, effective waistband every time. The ability to manufacture these premium features allows a producer to move up the value chain, away from the low-margin commodity market and into the more profitable branded product space. This is particularly relevant for businesses aiming to cater to the growing middle class in regions across Southeast Asia and South America.
The Sensory Experience: Softness and Fit
Quality is not just about leak protection; it is also about the sensory experience for the baby and the parent. A full servo system contributes to this in subtle but important ways. The precise tension control on the nonwoven material webs prevents them from being stretched or distorted during production. This preserves the material's inherent softness and loft. The accurate cutting and placement of leg elastics ensure a snug fit without being too tight, preventing red marks on the baby's skin. The overall stability of the machine prevents the micro-tears or stresses in the materials that can occur on a high-vibration mechanical line. The result is a diaper that not only performs better but also feels better, a key differentiator on the store shelf.
Metric 4: The Strategic Value of Operational Flexibility and Future-Proofing
A factory is a long-term investment. The machine you buy today must be able to meet the market demands of tomorrow. In the fast-evolving hygiene industry, the greatest risk is being locked into a technology that cannot adapt. Operational flexibility, therefore, is not just a convenience; it is a strategic imperative. This is perhaps the most profound, albeit less easily quantified, ROI of a full servo control diaper machine system.
Rapid Product Changeover for a Diverse Market
Imagine you are a manufacturer in South Africa. You might need to produce a premium, high-count pack for urban supermarkets and a more basic, low-count pack for rural distributors. You may also want to produce a range of sizes, from newborn to junior. On a mechanical line, switching between these products could mean a full day of downtime. With a full servo machine, you can store the "recipe" for each product in the HMI. The changeover might involve an operator selecting "Product B" on the screen and perhaps changing one or two cutting tools—a process that can be completed in under an hour. This ability to quickly and efficiently switch production allows a manufacturer to be incredibly responsive to market needs. You can run small batches of specialty products, respond to a tender from a private-label customer, or adjust your product mix based on real-time sales data without incurring massive downtime penalties. This agility is a significant competitive advantage.
The Ability to Innovate and Adapt to Future Trends
What will the diaper of 2030 look like? It might use new bio-based materials, incorporate smart sensors, or have a completely different fastening system. A mechanical machine is a closed system; it is designed for the materials and product designs of today. A versatile baby diaper machine with full servo control is an open platform. Because the machine's operations are defined by software, it is far easier to adapt to new innovations. If a new, stretchier elastic material becomes available, you can adjust the tension and speed parameters in the software. If you want to introduce a new feature, you can often add a new servo-controlled module to the line without having to redesign the entire machine. This modularity and programmability "future-proofs" the investment. You are not just buying a machine; you are buying a production platform that can evolve with your business and the market.
Serving Multiple Segments: From Baby to Adult Diapers
The same principles of flexibility apply across product categories. The demographic trend of aging populations in many regions, including Russia and parts of the Middle East, is driving rapid growth in the adult incontinence market (Womeng, 2025). The core processes for making an adult diaper are similar to those for a baby diaper, but the dimensions and material requirements are different. A highly flexible full servo line can often be designed to handle both baby and adult products, or different types of sanitary napkins, allowing a manufacturer to diversify their portfolio and tap into multiple growing markets with a single capital investment. The ability to change not just sizes, but entire product categories, offers a level of strategic flexibility that is simply impossible with older technology.
Metric 5: Deconstructing Long-Term Costs: Labor, Maintenance, and Energy
The initial purchase price of a full servo control diaper machine system is higher than that of a mechanical or semi-servo machine. A purely superficial financial analysis might stop there. However, a proper ROI calculation must consider the Total Cost of Ownership (TCO) over the machine's entire lifecycle. When viewed through this lens, the higher initial outlay for a servo system is often justified by significant long-term savings.
Reducing Reliance on Skilled Labor
Mechanical diaper machines are complex beasts. They require highly skilled mechanics who understand the intricate timing of gears and cams to perform changeovers and maintenance. These skilled technicians can be difficult to find and expensive to retain. Full servo systems, on the other hand, are operated primarily through a graphical HMI. An operator with a moderate level of training can manage production, select product recipes, and monitor the machine's status. While you still need technicians with electromechanical skills for maintenance, the day-to-day operation and product changeovers are far less labor-intensive and require a different, more widely available skillset. The automation of tasks like material splicing and quality rejection further reduces the number of operators needed to run the line, leading to direct savings in labor costs.
Lower Maintenance and Spare Parts Costs
As mentioned earlier, the dramatic reduction in mechanical components—gears, chains, shafts, belts, and bearings—means there are far fewer parts that can wear out and require regular replacement. This not only reduces the cost of spare parts inventory but also saves countless hours of maintenance downtime. Furthermore, modern servo systems are equipped with advanced diagnostic capabilities. The PLC constantly monitors the health of every motor and drive. If a motor is drawing too much current or a sensor is failing, the system can often alert operators before a catastrophic failure occurs, allowing for planned maintenance instead of costly emergency repairs. Many systems even allow for remote diagnostics, where a technician from the machine supplier can log in to the machine over the internet to help troubleshoot problems, saving the time and expense of an on-site service visit.
A More Nuanced Look at Energy Consumption
It is a common misconception that because full servo systems have many individual motors, they must consume more energy. The reality is more complex. A large mechanical machine has a massive main motor that runs constantly, driving all the friction and inertia of the entire mechanical transmission system, even when some parts are not doing active work. A servo system, by contrast, only applies power to a motor when it needs to perform an action. Moreover, modern servo drives are incredibly efficient and often feature regenerative capabilities. When a servo motor decelerates a heavy load, it acts like a generator, converting kinetic energy back into electrical energy that can be fed back into the system and used by other motors. This "energy sharing" across a common DC bus can lead to significant overall energy savings compared to a mechanically-driven machine, reducing the factory's utility bills month after month.
Frequently Asked Questions (FAQ)
What is the typical payback period for a full servo control diaper machine system?
The payback period varies greatly depending on factors like local labor costs, material prices, the selling price of the diapers, and the number of shifts operated. However, due to the combined savings from reduced material waste, lower labor requirements, and higher output, many manufacturers find that the incremental investment for a full servo system over a semi-servo one can be paid back in as little as 18 to 36 months.
How much training is required for operators and technicians?
Operators who will run the machine day-to-day require training focused on the Human-Machine Interface (HMI), quality control checks, and basic troubleshooting. This typically takes one to two weeks. Maintenance technicians require more in-depth training on the electrical systems, servo drives, and PLC logic. This is a higher-level skillset than traditional mechanics, focusing on electronics and software, and may require several weeks of specialized training, often provided by the machine manufacturer.
Can full servo machines handle new eco-friendly or biodegradable materials?
Yes, this is a key advantage. Eco-friendly materials, such as bio-based nonwovens or fluff pulp from alternative sources, can have different properties (e.g., tensile strength, elasticity) than traditional materials. The programmable nature of a full servo system allows for the precise adjustment of web tensions, cutting parameters, and handling speeds to accommodate these new materials, which would be very difficult on a fixed mechanical system.
What is the difference between the PLC and the Servo Drives?
Think of it as a management structure. The Programmable Logic Controller (PLC) is the CEO. It makes the high-level decisions and sets the overall strategy—"we need to produce 1000 diapers per minute of size M." The Servo Drives are the department managers. The PLC sends a command to a specific servo drive, like "move the cutting blade to position X at speed Y." The Servo Drive takes that command and provides the precise electrical power to the Servo Motor to execute the task. The motor's encoder then reports back to the drive, confirming the task was done correctly.
How does a full servo system specifically improve the production of adult diapers?
Adult diapers are larger, thicker, and often have more complex features like standing leg gathers and re-fastenable tapes. The power and precision of individual servo motors are ideal for handling the heavier materials and larger formats. For example, forming and compressing the very thick absorbent core of an adult incontinence product requires significant force and control, which servo systems provide. The flexibility to easily switch between different absorbency levels and sizes (e.g., M, L, XL) is also a major benefit for producers in this market.
Is a full servo system suitable for a new startup with a limited budget?
While the initial capital cost is higher, a startup should conduct a thorough Total Cost of Ownership (TCO) analysis. The lower operational costs (waste, labor, energy) and higher revenue potential (speed, quality) of a full servo system can lead to greater profitability and faster growth in the long run. For some startups, a high-quality semi-servo machine might be a more pragmatic entry point, but a full servo control diaper machine system should be the aspirational goal for any business with serious ambitions for market leadership.
How does the system ensure the correct amount of SAP is added?
This is typically done with a volumetric or gravimetric dosing system controlled by a servo motor. A volumetric system uses a drum with pockets of a specific size that get filled with SAP and then dumped into the pulp stream. The servo motor controls the rotation speed of this drum with extreme precision, determining the volume of SAP dosed per minute. A gravimetric system uses a loss-in-weight feeder, where the entire SAP hopper is on a load cell. The servo-controlled auger dispenses SAP, and the system constantly monitors the rate at which the hopper's weight is decreasing, allowing for highly accurate mass-based dosing.
A Concluding Thought on Strategic Investment
The decision to invest in a new production line transcends a simple comparison of machine specifications and prices. It is a strategic choice that will define a company's competitive position for a decade or more. The adoption of full servo control diaper machine systems represents a commitment to efficiency, quality, and adaptability. For manufacturers in the dynamic and demanding markets of South America, Russia, Southeast Asia, the Middle East, and Africa, this technology is not a luxury but an enabling tool. It provides the capacity to meet high-volume demand, the precision to control costs, the quality to build a trusted brand, and the flexibility to seize future opportunities. The true return on this investment is measured not just in dollars saved or diapers produced, but in the creation of a resilient, responsive, and future-ready manufacturing enterprise.
References
SQ Machine. (2025, May 22). How diapers are made: Materials, machines, and process explained. Sanitary Pad Machine. sanitarypadmachine.com
Womeng. (2024, January 24). WOMENG: High-speed big waistband baby diaper machines for enhanced production efficiency. Diaper Making Machine Supplier. womengmachines.com
Womeng. (2025, February 27). How to make a diaper. Diaper Making Machine Supplier. womengmachines.com
Womeng. (2025, April 14). Detailed explanation of diaper production process. Diaper Making Machine Supplier. womengmachines.com
Womeng. (2025, September 19). A practical buyer's guide: 7 key factors for investing in a high-output adult diaper line in 2025. Diaper Making Machine Supplier. womengmachines.com
Womeng. (2025, December 3). A step-by-step guide: How do diaper machines work in factories? 5 key stages explained. Diaper Making Machine Supplier. womengmachines.com
Womeng. (2025, December 26). A 7-step expert guide: How are nappies made in 2025? Diaper Making Machine Supplier. womengmachines.com